
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
а) трубы должны быть одинакового размера (диаметра и толщины стенки), из стали одной марки и иметь одинаковую исходную температуру;
б) все сварные соединения подвергаются термообработке по одному и тому же режиму;
в) стыки должны иметь одинаковую теплоизоляцию и условия теплоотвода;
г) все стыки должны нагреваться с помощью одинаковых электронагревателей. Индукторы должны иметь одинаковое число витков, шаг намотки и сечение витка; когда стыки расположены на незначительном расстоянии один от другого (не более 1 - 1,5 м) на одном трубопроводе, следует обеспечить совпадение направления намотки витков индуктора. Электронагреватели ГЭН должны иметь одинаковую длину, ширину и число поясов, число и размеры нагревательных элементов и должны устанавливаться на стыки по одной схеме.
Таблица 17.10
Размещение секций КЭН на горизонтальных стыках труб
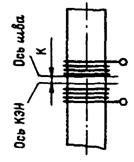
Рис. 1
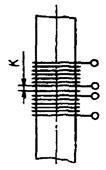
Рис. 2
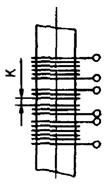
Рис. 3
Размеры нагреваемого стыка труб, мм | Марка электронагревателя | Общая ширина намотки, мм, не менее | ||||||||||||
диаметр | максимальная толщина стенки | КЭН-1 | КЭН-2 | КЭН-3 | КЭН-4-1 | КЭН-4-2 | КЭН-4-3 | |||||||
номер рисунка | расстояние К, мм | номер рисунка | расстояние К, мм | номер рисунка | расстояние К, мм | номер рисунка | расстояние К, мм | номер рисунка | расстояние К, мм | номер рисунка | расстояние К, мм | |||
До 108 | До 20 | 1 | 10 - 15 | - | - | - | - | - | - | - | - | - | - | 250 |
108 | 21 - 30 | 2 | 10 - 15 | - | - | - | - | - | - | - | - | - | - | 400 |
133 - 194 | До 30 | - | - | 1 | 10 - 15 | - | - | - | - | - | - | - | - | 250 |
31 - 50 | - | - | 1; 2 | 10 - 15 | - | - | - | - | - | - | - | - | 600 | |
219 | До 30 | - | - | 1; 2 | 10 - 15 | 1 | 10 - 15 | - | - | - | - | - | - | 400 |
31 - 50 | - | - | 2 | 10 - 15 | 1 | 10 - 15 | - | - | - | - | - | - | 600 | |
245 - 325 | До 30 | - | - | - | - | 1 | 10 - 15 | - | - | - | - | - | - | 400 |
31 - 50 | - | - | - | - | 1; 2 | 10 - 15 | 1; 2 | 10 - 15 | 1; 2 | 10 - 15 | 1 | 10 - 15 | 600 | |
377 - 530 | До 30 | - | - | - | - | - | - | 2 | 15 - 20 | 2 | 15 - 20 | 1 | 15 - 20 | 400 |
31 - 50 | - | - | - | - | - | - | 2 | 15 - 20 | 2 | 15 - 20 | 1 | 15 - 20 | 600 | |
630 - 820 | До 30 | - | - | - | - | - | - | 2; 3 | 15 - 20 | 2; 3 | 15 - 20 | 1; 2 | 15 - 20 | 400 |
31 - 50 | - | - | - | - | - | - | 2; 3 | 15 - 20 | 2; 3 | 15 - 20 | 1; 2 | 15 - 20 | 600 | |
920 - 1020 | До 30 | - | - | - | - | - | - | - | - | 3 | 15 - 20 | 2; 3 | 15 - 20 | 400 |
31 - 50 | - | - | - | - | - | - | - | - | - | - | 2; 3 | 15 - 20 | 600 |
Примечание. К - расстояние между осью шва и КЭН.
При групповой термообработке индукторы следует подключать последовательно, а электронагреватели сопротивления - параллельно.
17.4.20. Групповой нагрев с помощью индукторов сварных соединений приварки донышек к штуцерам коллекторов по режиму высокого отпуска можно производить от трансформатора ТДФЖ-2002 или преобразователей средней частоты при последовательном соединении индукторов. От трансформатора ТДФЖ-2002 можно одновременно нагревать до пяти стыков приварки донышек к штуцерам диаметром 108 - 168 мм, от преобразователей средней частоты - три-четыре стыка. Для симметричной установки индуктора относительно сварного шва к донышку временно прихватывают патрубок (отрезок трубы) длиной 200 - 300 мм того же диаметра, что и диаметр штуцера коллектора. По окончании термообработки этот патрубок удаляют.
Схема одновременного нагрева током частотой 50 Гц двух стыков приварки донышек к штуцерам коллекторов с помощью гибких индукторов, каждый из которых состоит из шести-семи витков сечением 90 - 120 мм2, показана на рис. 17.10. Напряжение на общих выводах составляет 45 - 55 В, ток - 1000 - 1200 А.
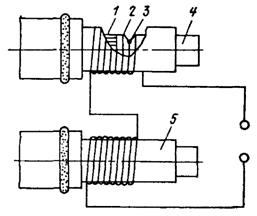
Рис. 17.10. Схема подключения гибких индукторов при одновременном нагреве двух донышек штуцеров коллекторов:
1 - термообрабатываемый шов приварки донышка к штуцеру коллектора; 2 - донышко штуцера коллектора; 3 - прихватка; 4 - временно прихваченная труба; 5 - теплоизоляция (асбест)
17.4.21. Замер температуры сварного соединения при групповой термообработке должен производиться не менее чем на двух стыках с соблюдением требований, изложенных в подразделе 17.5.
17.4.22. Основные технологические и электрические параметры групповой термообработки стыков с помощью нагрева гибкими индукторами приведены в табл. 17.11, а с использованием в качестве источника питания тиристорного преобразователя - в табл. 17.12.
Газопламенный способ нагрева
17.4.23. При термообработке по режиму нормализации (Тто = 940 - 960 °С) стыки труб диаметром до 100 мм можно нагревать газопламенным способом горелками с наконечниками № 6 и 7.
17.4.24. Для нагрева стыка на трубу предварительно устанавливают воронку из листового асбеста или специальную теплоизоляционную манжету. Нагрев производят двумя горелками, пламя которых вводят внутрь воронки или манжеты для равномерного распределения температуры по периметру стыка.
17.4.25. Допускается групповой нагрев стыков труб диаметром 30 - 48 мм. В этом случае используют металлические воронки панельного типа, выложенные с внутренней поверхности листовым асбестом (рис. 17.11). Для замедленного охлаждения сварного стыка после окончания термообработки на него надвигают асбестовую манжету толщиной 8 - 12 и длиной 150 мм.
17.5. Контроль температуры при термообработке
17.5.1. Температура сварного соединения во время термообработки по режиму высокого отпуска контролируется хромель-алюмелевыми термоэлектрическими преобразователями (термопарами) (ТП) с автоматическими регистрирующими потенциометрами (далее по тексту - потенциометрами). Температуру следует регистрировать во время нагрева, выдержки и охлаждения стыка до 300 °С.
Показывающие приборы (милливольтметры) можно применять для контроля температуры стыков труб с толщиной стенки менее 20 мм, при этом измерять и записывать температуру должен оператор через каждые 30 мин во время нагрева и выдержки.
Таблица 17.11
Технологические и электрические параметры групповой термообработки стыков труб гибкими индукторами
Наружный диаметр нагреваемых труб, мм | Толщина стенки труб, мм | Число одновременно нагреваемых стыков | Ширина индуктора, мм | Число секций индуктора на каждом стыке | Расстояние между секциями, мм | Число витков индуктора на один стык | Площадь поперечного сечения витка индуктора, мм2 | Электрические параметры индуктора | Емкость конденсаторной батареи, мкФ, при частоте 2400 Гц | |||||||
напряжение на выводах, В | ток, А | потребляемая мощность, кВт | ||||||||||||||
при частоте тока, Гц | ||||||||||||||||
50 | 2400 | 50 | 2400 | 50 | 2400 | 50 | 2400 | 50 | 2400 | |||||||
108 - 168 | До 36 | 5 - 6 | 150 - 200 | 1 | - | 6 - 7 | - | 150 - 185 | - | 65 - 75 | - | 1200 - 1300 | - | 62 - 80 | - | - |
5 - 6 | 200 - 250 | 1 | - | - | 9 - 10 | - | 50 - 70 | - | 180 - 210 | - | 180 - 200 | - | 32 - 42 | 30 - 40 | ||
194 - 245 | До 45 | 2 - 3 | 250 - 350 | 1 - 2 | 45 - 60 | 8 - 9 | - | 185 - 240 | - | 65 - 75 | - | 1300 - 1400 | - | 68 - 85 | - | - |
2 - 3 | 250 - 350 | 1 - 2 | 45 - 60 | - | 9 - 12 | - | 50 - 70 | - | 230 - 260 | - | 200 - 230 | - | 46 - 60 | 15 - 25 | ||
273 - 377 | До 60 | 2 - 3 | 300 - 400 | 1 - 2 | 55 - 85 | 8 - 9 | - | 185 - 240 | - | 65 - 75 | - | 1300 - 1400 | - | 68 - 85 | - | - |
2 - 3 | 300 - 400 | 1 - 2 | 55 - 85 | - | 9 - 10 | - | 70 - 95 | - | 230 - 260 | - | 210 - 230 | - | 48 - 60 | 25 - 35 | ||
426 - 630 | До 90 | 2 - 3 | 300 - 500 | 1 - 2 | 75 - 100 | - | 8 - 12 | - | 95 - 120 | - | 230 - 260 | - | 210 - 230 | - | 48 - 60 | 35 - 50 |
Примечание. Стыки труб диаметром 273 мм и более с толщинами стенок более 50 мм нагреваются от машинного преобразователя частоты мощностью 250 кВт (УТ-250), остальные - от преобразователя мощностью 100 кВт. Соединение индукторов последовательное.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
