
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Рис. 17.7. Схема расположения гибких индукторов при нагреве угловых сварных соединений:
а, б - нагрев тройниковых сварных соединений паропроводов (соединения штуцера большого диаметра с трубой): 1 - 5 - места расположения термоэлектрических преобразователей; 6 - тепловая изоляция; 7 - установочные штыри диаметром 6 - 8 мм, временно привариваемые для крепления индуктора; в - нагрев сварных соединений штуцеров малого диаметра с коллектором: 1, 2 - места расположения ТП; 3 - тепловая изоляция; 4 - неизолированный кабель; г - нагрев штуцерного сварного соединения коллектора: 1 - труба; 2 - тепловая изоляция; 3 - индуктор; 4 - штуцер
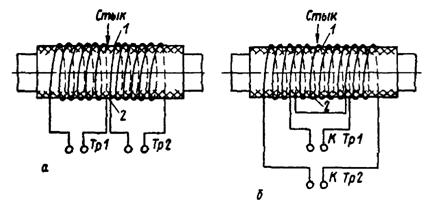
Рис. 17.8. Схемы подключения индукторов при нагреве стыка труб диаметром 980 мм:
а - два шестивитковых односекционных индуктора; б - односекционный шестивитковый и двухсекционный (по три витка в секции) индукторы; 1, 2 - места расположения горячих спаев ТП
17.4.10. Нагрев при термообработке стыков труб диаметром 465 - 720 мм (например, 465 × 56, 630 × 25, 630 × 80, 720 × 22 мм) током промышленной частоты можно производить от одного трансформатора ТДФЖ-2002 (ТСД-2000) с помощью 12 - 14-виткового индуктора, если расстояние между трансформатором и стыком не превышает 15 м, или от двух трансформаторов, подключенных по одной из схем, показанных на рис. 17.8.
17.4.11. При термической обработке сварных соединений труб с фасонными деталями применяют следующие технологические приемы, обеспечивающие равномерность нагрева:
на сварные соединения труб с арматурой устанавливают индукторы с разным шагом намотки витков (на элементы с большей толщиной стенки шаг витков меньше) или на арматуру устанавливают двухслойный индуктор, в котором между первым и вторым слоями имеются асбоцементные прокладки (рис. 17.9, а, б);
при нагреве соединения трубы или коллектора с заглушкой к последней прихватывают отрезок трубы (фальшпатрубок) для возможности намотки индуктора как на обычное сварное соединение (рис. 17.9, в); после термообработки фальшпатрубок удаляют и места прихваток зачищают.
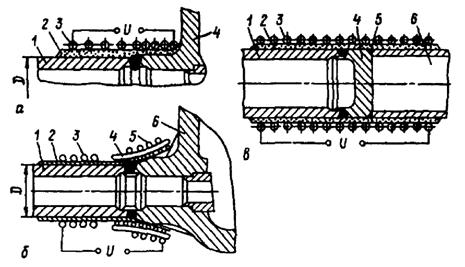
Рис. 17.9. Схемы установки индукторов для термической обработки сварных соединений фасонных изделий:
а - соединение трубы с фланцем трубопровода: 1 - труба; 2 - теплоизоляция; 3 - индуктор с различным шагом витков; 4 - фланец; б - соединение трубы с патрубком задвижки: 1 - труба; 2 - теплоизоляция; 3 - первый слой индуктора; 4 - асбоцементная прокладка; 5 - второй слой индуктора; 6 - корпус задвижки; в - соединение трубы с заглушкой: 1 - труба; 2 - теплоизоляция; 3 - индуктор; 4 - заглушка; 5 - временные прихватки; 6 - фальшпатрубок
Радиационный и комбинированный способы нагрева
Нагрев электронагревателем сопротивления (ГЭН)
17.4.12. При установке ГЭН на трубу следует:
закрепить (приварить) бобышки для установки горячих спаев ТП согласно требованиям подраздела 17.5;
установить и закрепить с помощью пояса электронагреватель на трубе;
присоединить к нагревателю токоподводящие провода от источника питания;
установить и закрепить тепловую изоляцию;
закрепить горячие спаи ТП в приваренные бобышки согласно требованиям подраздела 17.5 (предварительно надрезав теплоизоляцию в месте установки бобышки) и подключить провода ТП к регистрирующему прибору;
включить источник питания и провести нагрев по заданному режиму.
После установки нагреватель закрывается теплоизоляционным матом или асбестовой тканью и закрепляется проволокой или асбестовым шнуром; толщина теплоизоляции в зоне нагрева должна быть не менее 40 мм, ширина - на 400 - 500 мм больше зоны нагрева (в каждую сторону от шва); при отрицательной температуре окружающего воздуха толщина теплоизоляции должна быть увеличена в 1,5 - 2 раза.
17.4.13. Нагрев стыков может производиться с помощью двух или трех поясов ГЭН, схемы размещения которых даны в табл. 17.7 в зависимости от диаметра труб и положения стыка.
Пояса должны быть плотно прижаты к трубе и надежно закреплены. Толщина теплоизоляции на стыке должна быть равномерной по всей поверхности нагреваемого участка. Технологические параметры термообработки с помощью ГЭН приведены в табл. 17.8.
Нагрев гибким радиационным электронагревателем (ГРЭН)
17.4.14. Секции нагревателя ГРЭН, набранные в соответствии с рекомендациями п. 17.3.12, устанавливаются и закрепляются на трубопроводе таким образом, чтобы сварной шов был посередине нагреваемого участка. Предварительно устанавливается на шве или рядом с ним горячий спай термоэлектрического преобразователя (термопары) согласно требованиям пп. 17.5.2 - 17.5.6. Секции нагревателя закрываются теплоизоляционным матом и подсоединяются к источнику питания (сварочному трансформатору или выпрямителю) по схеме, представленной на рис. 17.6.
Программный блок управления термопроцессом (БУТ) обеспечивает заданный температурно-временной режим нагрева термообрабатываемого сварного соединения. По требованию заказчика БУТ может быть выполнен в варианте для подключения радиационных нагревателей ГРЭН к питающей сети 220 В или сети постоянного тока либо для подключения нагревателей ГЭН и КЭН к сварочным трансформаторам.
Нагрев электронагревателем комбинированного действия (КЭН)
17.4.15. Секции КЭН необходимо устанавливать в положение, указанное в табл. 17.9 и 17.10.
Таблица 17.7
Порядок размещения поясов электронагревателя ГЭН на нагреваемых стыках труб
Положение сварного стыка | Диаметр нагреваемых труб, мм | Схемы размещения поясов | Расстояние, мм | |||
А | Б | В | Г | |||
Вертикальное | 108 - 194 |
| 20 | - | - | - |
219 - 245 | 20 | 35 | 25 | - | ||
273 - 299 | 20 | 40 | 30 | - | ||
325 - 377 | 20 | 45 | 35 | - | ||
402 - 480 | 20 | 50 | 40 | - | ||
530 - 630 | 20 | 60 | 50 | - | ||
820 - 1020 | 20 | 80 | 60 | - | ||
Горизонтальное | 108 - 300 |
| - | 10 - 15 | ||
325 - 1020 | - | 15 - 20 |
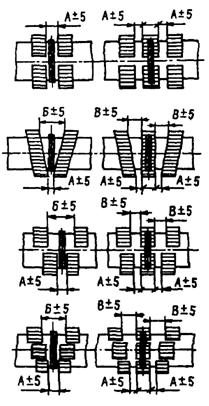
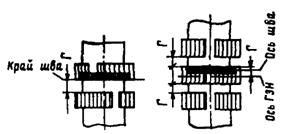
Таблица 17.8
Параметры термообработки с использованием электронагревателей сопротивления ГЭН
А. Электронагреватели из одной секции в поясе
Диаметр нагреваемой трубы, мм | Толщина стенки трубы, мм | Марка электронагревателя | Число поясов ГЭН | Параметры нагрева | Общая масса нагревателя, кг | ||
оптимальный ток, А | напряжение, В | мощность нагревателя, кВт | |||||
108 | £ 30 | ГЭН-108 | 2 | 200 | 21,0 | 4,1 | 7,2 |
133 | £ 30 | ГЭН-133 | 2 | 200 | 24,0 | 4,8 | 8,4 |
31 - 36 | 3 | 300 | 24,0 | 7,2 | 12,6 | ||
159 | £ 30 | ГЭН-159 | 2 | 200 | 26,0 | 5,2 | 9,3 |
31 - 36 | 3 | 300 | 26,0 | 7,8 | 14,0 | ||
168 | £ 30 | ГЭН-168 | 2 | 200 | 27,5 | 5,5 | 9,7 |
31 - 40 | 3 | 300 | 27,5 | 8,25 | 14,6 | ||
194 | £ 30 | ГЭН-194 | 2 | 200 | 31,0 | 6,2 | 11,0 |
31 - 45 | 3 | 300 | 31,0 | 9,3 | 16,5 | ||
219 | £ 30 | ГЭН-219 | 2 | 200 | 33,0 | 6,6 | 11,8 |
31 - 50 | 3 | 300 | 33,0 | 9,9 | 17,7 | ||
245 | £ 30 | ГЭН-245 | 2 | 200 | 36,5 | 7,3 | 13,0 |
31 - 50 | 3 | 300 | 36,5 | 11,1 | 19,5 | ||
273 | £ 30 | ГЭН-273 | 2 | 200 | 39,0 | 7,8 | 13,7 |
31 - 50 | 3 | 300 | 39,0 | 11,7 | 20,5 | ||
325 | £ 30 | ГЭН-325 | 2 | 200 | 45,0 | 9,0 | 16,0 |
31 - 50 | 3 | 300 | 45,0 | 13,5 | 24,0 |
Б. Электронагреватели, имеющие от 2 до 4 секций в поясе

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 |
