

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
в) убедиться, что наблюдаемый импульс действительно является эхо-сигналом от контрольного отражателя. Признаком этого является исчезновение импульса при смещении ПЭП вдоль контрольного отражателя;
г) не меняя положения ПЭП, с помощью органов регулировки усиления установить амплитуду импульса на 50 % высоты экрана, совместив его со стробом. Полученное при этом значение усиления соответствует браковочному уровню чувствительности на прямом луче.
Повторить подпункты а), б) и в) для установки браковочного уровня чувствительности на однократно отраженном луче, расстояние между контрольным отражателем и точкой ввода ультразвуковых колебаний составляет около 2S. Полученный импульс на экране дефектоскопа должен располагаться у правого края строба (см. рисунок В.9).
Выполнить подпункт г) для контроля на однократно отраженном луче и при необходимости настроить параметры временной регулировки чувствительности в соответствии с инструкцией по эксплуатации ультразвукового дефектоскопа.
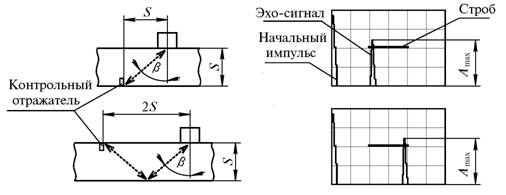
9 - Схема установки браковочного уровня чувствительности с использованием СОП при УЗК по совмещенной схеме
Для учета дефектоскопических особенностей контролируемых элементов тройника установку браковочного уровня чувствительности следует выполнять непосредственно на материале соответствующего элемента по амплитуде «донного» эхо-сигнала и АРД-диаграммам. Это позволяет избежать ошибки в сторону недобраковки или пропуска дефектов в связи с несоответствием качества контролируемой поверхности тройника и стандартного образца предприятия, по которому производится настройка дефектоскопа. Технология настройки с использованием АРД-диаграмм приведена в
Установку браковочного уровня чувствительности ультразвукового контроля Абр для контроля шва нахлесточного сварного соединения по раздельной схеме выполнять на основном материале обечайки тройника в соответствии с рисунком В.10.
Полученные значения длительности развертки, параметров строба и Абр зафиксировать (сохранить в памяти параметров настройки дефектоскопа) в соответствии с инструкцией по эксплуатации прибора.

10 - Схема установки браковочного уровня чувствительности при УЗК по раздельной схеме зеркально-теневым методом
В.3 Проведение УЗК
В.3.1 УЗК должна проводиться оператором, имеющим опыт работы и квалификацию, позволяющую уверенно интерпретировать показания, определять тип и расположение дефекта, знать отличительные признаки эxо-сигналов от дефектов и особенности конфигурации сварные швов.
В.3.2 При проведении контроля и анализе результатов следует основываться на показаниях координат расположения отражателя и величине амплитуды эxо-сигналов от них при условии правильной настройки ультразвукового дефектоскопа.
В.3.3 Местоположение отражателей должно определяться исходя из условия времени их возникновения и пропадания на линии развертки, условной протяженности амплитуды и расстояния по лучу или укороченной проекции на поверхность сканирования с учетом количества отражений ультразвукового луча от донной поверхности.
В.3.4 Вывод об обнаружении дефектов конкретного типа должен производиться на основании определения их выявляемости с использованием различных схем прозвучивания и данных о форме дефектов.
В.3.5 При оценке дефектов должны быть отключены вспомогательные режимы работы ультразвуковых дефектоскопов, такие как накопление, построение огибающих кривых, «заморозка» пиков и др. Контроль должен проводиться в режиме реального времени отображения эxо-сигналов.
В.3.6 Последовательность выполнения УЗК
В.3.6.1 Настроить дефектоскоп для контроля заданного типоразмера (участка) сварного шва в соответствии с требованиями В.2. Установить поисковый уровень Ап, который должен быть на 6 дБ выше значения браковочного Абр значения.
В.3.6.2 Нанести кистью равномерный тонкий слой контактной смазки в зонах перемещения ультразвукового преобразователя.
В.3.6.3 Выполнить контроль швов угловых сварных соединений тройника на прямом и однократно отраженном луче. Схемы прозвучивания приведены на рисунках В.1÷В.3. Допускается проведение контроля швов угловых сварных соединений с внутренней стороны тройника.
В.3.6.4 Выполнить УЗК стыковых сварных соединений обечайки и патрубка с трубами или деталями технологического трубопровода.
В.3.6.5 Выполнить УЗК основного металла тройника и околошовных зон однократно-отраженным лучом с применением ультразвукового преобразователя на рабочую частоту 2,5 МГц с углом ввода от 65° до 70° с целью выявления трещин, развивающихся вдоль оси обечайки и патрубка на внешней или внутренней поверхности.
В.3.6.6 Выполнить контроль шва нахлесточного сварного соединения воротника с обечайкой. Схемы прозвучивания приведены на рисунках В.4 и В.5. Ультразвуковые преобразователи, включенные по раздельной схеме, необходимо перемещать вдоль сварного шва, сохраняя расстояния до валика (Lx = 2S·tgb - 0,5K) и между преобразователями (Lв = 5S·tgb) постоянными.
В.3.6.7 Проведение УЗК швов нахлесточных сварных соединений выполняется при выявлении дефектов методами ВИК и МПК для подтверждения их результатов.
В.4 Анализ результатов УЗК
В.4.1 Анализ результатов контроля необходимо выполнять в следующем порядке:
- определить местоположение отражателя;
- оценить характер отражателя;
- сопоставить размеры отражателя с браковочными признаками.
В.4.2 Местоположение отражателя определяется по цифровым значениям глубины залегания дефекта Y и удаления отражателя от передней грани преобразователя или по положению эхо-сигнала на экране.
В.4.3 Порядок оценки характера отражателя зависит от его местоположения. При этом возможны следующие варианты:
- глубина залегания дефекта Y равна нулю. Отражатель находится на поверхности установки ультразвукового преобразователя;
- глубина залегания дефекта Y равна толщине стенки S. Отражатель находится на поверхности, противоположной зоне установки ультразвукового преобразователя;
- глубина залегания дефекта Y больше нуля и меньше толщины стенки S. Отражатель находится внутри сварного соединения.
В.4.4 При Y = 0 отражателями ультразвуковых колебаний на поверхности сварного соединения могут быть: скопления контактной смазки, забоины, неровности валика сварного шва, брызги металла, трещины, коррозионные повреждения (рисунки В.11 и В.12).
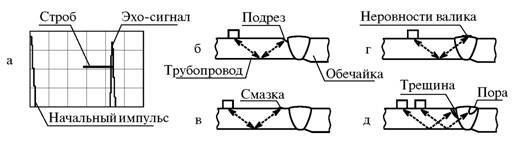
11 - Изображение на экране дефектоскопа (а) и возможные причины (б÷д) отражения ультразвуковых колебаний при УЗК стыкового сварного соединения тройника с трубопроводом на однократно отраженном луче Y = 0
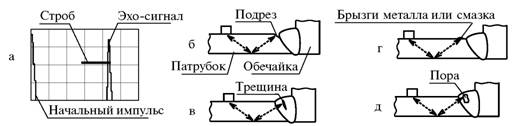
12 - Изображение на экране дефектоскопа (а) и возможные причины (б÷д) отражения ультразвуковых колебаний при УЗК углового сварного соединения тройника на однократно отраженном луче Y = 0
В.4.5 Для оценки характера отражателя, расположенного на наружной поверхности тройника, необходимо:
- протереть ветошью зону отражения. Исчезновение эхо-сигнала свидетельствует об отражении ультразвуковых колебаний от скопления смазки;
- зачистить поверхность с целью удаления брызг металла, забоин и неровностей в зоне отражения ультразвуковых колебаний;
- провести дублирующий МПК в зоне предполагаемого дефекта.
В.4.6 При обнаружении трещины сварное соединение бракуется независимо от количества и размеров трещин, а также амплитуды эхо-сигнала от трещины.
Примечание - Качество удаления зачисткой коррозионных повреждений и мелких трещин определять магнитопорошковым методом в приложенном поле.
В.4.7 Если при дублирующем МПК сварного шва поверхностные дефекты не обнаруживаются, то это свидетельствует о наличии в сварном шве с высоким валиком усиления внутренних несплошностей (см. рисунки В.11 и В.12, позиция д).
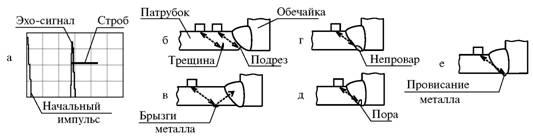
В.4.8 При Y = S отражателями ультразвуковых колебаний могут быть:
- трещины в зоне контроля или корне шва сварного соединения;
- провис металла в корне шва или брызги на внутренней поверхности соединения;
- смещение кромок;
- неправильная разделка кромки обечайки тройника;
- пора или непровар в корне шва;
- поверхностная трещина в зоне расслоения основного металла;
- вмятины на внутренней поверхности;
- подрезы в корне шва.
Возможные причины отражения ультразвуковых колебаний и изображение на экране дефектоскопа при этом приведены на рисунках В.13 и В.14.

13 - Изображение на экране дефектоскопа (а) и возможные причины (б÷е) отражения ультразвуковых колебаний при УЗК стыкового сварного соединения тройника с трубопроводом на прямом луче Y = S
14 - Изображение на экране дефектоскопа (а) и возможные причины (б÷е) отражения ультразвуковых колебаний при УЗК углового сварного соединения тройника на однократно отраженном луче Y = S
Для оценки характера отражателя, находящегося на внутренней поверхности тройника, необходимо (при наличии доступа к внутренней поверхности) выполнить следующие операции: осмотреть зону отражения, удалить зачисткой все неровности и механические повреждения, провести дублирующий МПК в соответствии с разделом 7.
В.4.9 При 0 < Y < S отражателями ультразвуковых колебаний могут быть:
- трещины;
- поры;
- трещины, развивающиеся от ликвационных зон;
- инородные включения, которые располагаются в зоне контроля;
- внутренний валик усиления (провис) при большом смещении кромок.
В.4.10 Определение характера отражателя и принятие решения о дефектности сварного соединения при 0 < Y < S выполнять по схемам, приведенным на рисунках В.15 и В.16.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
