

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6.5 Уточнение необходимых технических параметров НК и определение номинальных толщин элементов тройника производится на основе данных его паспорта и соответствующих сертификатов.
6.6 Если данные о марке и термообработке материала элементов тройника отсутствуют, необходимо провести анализ химического состава и определение механических свойств материала в соответствии с требованиями действующей НТД. Полученные результаты должны подтвердить соответствие характеристик материала тройника заявленным требованиям.
6.7 Допускается определение химического состава материала элементов тройника с использованием переносных анализаторов сплавов в соответствии с действующей НТД и правилами безопасности.
6.8 Подтверждение отнесения металла тройника к заявленной марке стали и классу прочности проводятся косвенным путем по результатам измерения твердости.
6.8.1 Сварные соединения считаются качественными, если в соответствии с результатами измерения твердости в пределах зоны контроля выполняются следующие условия:
- твердость металла шва превышает верхнее значение твердости основного металла не более чем на 20 НВ;
- твердость металла шва отличается в меньшую сторону от нижнего значения твердости основного металла не более чем на 25 НВ;
- разность между значениями твердости основного металла в различных точках зоны контроля не превышает 50 НВ.
6.8.2 Допустимые значения твердости некоторых марок сталей, используемых для изготовления тройников, приведены в Таблице 2.
Таблица 2 - Допустимые значения твердости марок стали
Марка стали | Стандарт изготовления стали | Твердость, HB |
20 | ГОСТ 1050 | 111÷156 |
09Г2 | ГОСТ 19281 | 120÷179 |
16ГС | ГОСТ 19281 | 143÷179 |
10Г2 | ГОСТ 4543 | 123÷197 |
15ХСНД | ГОСТ 19281 | 149÷207 |
Максимально допустимые значения твердости металла не должны превышать значений, указанных в Таблице 23 [23].
7 Визуальный и измерительный контроль тройников
7.1 ВИК тройников проводится с целью выявления дефектов материала элементов и сварных соединений тройника.
7.2 При проведении ВИК поверхность элементов и сварных соединений тройника проверяется на отсутствие:
- механических повреждений;
- деформации и коробления элементов;
- трещин и других поверхностных дефектов, образовавшихся или получивших развитие в процессе эксплуатации;
- коррозионного и механического износа.
7.3 При проведении ВИК сварных соединений тройника зоны контроля должны включать в себя поверхность металла шва с прилегающими к нему с двух сторон участками основного металла элементов тройника, а также приваренных к нему труб и деталей трубопровода. Ширина участков основного металла, отстоящих в обе стороны от шва, должна составлять:
- не менее номинальной толщины стенки детали (но не менее 5 мм) для стыковых соединений при номинальной толщине сваренных деталей до 20 мм включительно;
- не менее 20 мм для стыковых соединений при номинальной толщине сваренных деталей свыше 20 мм;
- не менее 50 мм (независимо от номинальной толщины сваренных деталей) для сварных соединений, выполненных электрошлаковой сваркой.
При обнаружении в ходе ВИК дефектов, которым могут сопутствовать несплошности материала элементов тройника, поверхность дефектных участков дополнительно освобождается от изоляции и зачищается на площади, необходимой для выявления характера и размеров возможных несплошностей с помощью других методов НК.
7.4 При проведении ВИК должны применяться следующие средства:
- штриховые меры длины (измерительные металлические линейки по ГОСТ 427 и рулетки по ГОСТ 7502);
- штангенциркули по ГОСТ 166;
- шаблоны, в том числе специальные и универсальные (например, универсальный шаблон сварщика);
-образцы шероховатости поверхности (сравнения) по ГОСТ 9378-93 или измерители шероховатости;
- лупы (с подсветкой или без нее), в том числе и измерительные по ГОСТ 25706;
- дополнительные осветительные устройства;
- люксметр.
Допускается использовать другие мерительные инструменты, позволяющие измерить размеры с требуемой точностью с учетом допусков. Допустимая погрешность измерений при измерительном контроле определяется пунктом 27 [7].
7.5 Порядок подготовки к ВИК
7.5.1 Поверхность элементов и сварных соединений тройника в зонах контроля освобождается от защитного покрытия, краски, очищается от влаги, грязи, масла, шлака, застывших брызг металла, ржавчины, окалины и других загрязнений, препятствующих проведению ВИК, в соответствии с требованиями пункта 37 [7].
7.5.2 Шероховатость зачищенной для проведения ВИК поверхности элементов и сварных соединений тройника должна быть не более Rz 80 мкм.
7.5.3 Контроль шероховатости зачищенной поверхности проводится или путем ее сравнения с образцами шероховатости, изготовленными по ГОСТ 9378, или путем ее измерения соответствующими приборами.
7.5.4 Схема расположения зачищаемых участков на поверхности тройника для проведения ВИК сварных швов приведена на рисунке 1.
7.5.5
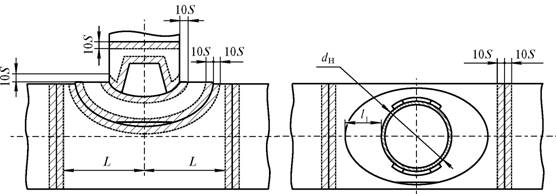
| участки подготовки поверхности к ВИК |
S - толщина стенки; 2L - длина обечайки;
l1 - ширина воротника; dн - наружный диаметр патрубка
Рисунок 1 - Схема расположения зачищаемых участков на поверхности тройника
7.5.5 При зачистке поверхности элементов тройника не допускается их утонение за пределы минусовых допусков. На зачищенной поверхности не допускаются дефекты типа рисок, царапин и др.
7.5.6 Измерения проводят после проведения визуального контроля.
7.6 Порядок проведения ВИК
7.6.1 Освещенность рабочего места для выполнения ВИК выбирается в соответствии с ГОСТ 23479. Для создания оптимального контраста дефекта с фоном в зоне контроля в случае необходимости следует применять дополнительный переносной источник света. Освещенность контролируемых поверхностей должна быть достаточной для выявления дефектов, но не менее 500 лк.
7.6.2 Измерительный контроль выполняют с целью определения соответствия геометрических размеров элементов и сварных соединений тройника требованиям НТД, а также допустимости выявленных при визуальном контроле повреждений.
7.6.3 При измерительном контроле элементов и сварных соединений тройника определяют:
- геометрические размеры и дефекты формы сварных швов;
- размеры механических повреждений и деформированных участков материала (вмятин, рисок, раковин и т. п.);
- размеры дефектов сварных соединений (подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и т. п.);
- глубину коррозионных язв и размеры зон коррозионного повреждения.
7.7 Оценка результатов ВИК
7.7.1 Оценку качества материала элементов и конструкции тройника в целом по результатам ВИК проводят согласно [2], [10] и [11], его сварных соединений - по [25].
7.7.2 Оценка результатов ВИК проводится путем сравнения фактических геометрических параметров выявленных дефектов с их допустимыми значениями (см. раздел 10). Геометрические размеры сварных швов тройника должны соответствовать ГОСТ 16037.
7.7.3 Дефекты, выявленные при ВИК, должны быть устранены до выполнения последующих технологических операций или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями действующей НТД. Если выявленные в ходе ВИК дефекты не препятствуют дальнейшему проведению контроля другими методами, эти дефекты могут быть устранены после завершения НК тройника.
8 Магнитопорошковый контроль тройников
8.1 Средства МПК
8.1.1 При МПК следует применять:
- намагничивающее устройство (например, дефектоскоп);
- магнитный индикатор в виде магнитного порошка или суспензии;
- белую фоновую контрастную краску;
- средства измерения (линейки, рулетки, штангенциркули и др.);
- устройства для осмотра контролируемой поверхности (лупа с подсветкой или без нее) с увеличением от четырех - до десятикратного;
- дополнительные осветительные устройства.
8.1.2 Проверку работоспособности дефектоскопов и качества дефектоскопических материалов осуществляют при помощи или контрольного эталона (например, эталон Бертольда), или СОП, специально изготовленных или отобранных из числа забракованных изделий с дефектами, размеры которых соответствуют принятому уровню чувствительности.
8.2 Подготовка к МПК
8.2.1 Перед проведением МПК с подлежащих контролю участков поверхности тройника должно быть удалено защитное покрытие, а также следы коррозии, смазки и влаги. Царапины, риски, места резкого перехода поверхностей и грубая чешуйчатость сварных швов, на которых возможно осаждение порошка при проведении контроля, зашлифовываются, при этом толщина стенки деталей тройника не должна выходить за пределы минусового допуска. В соответствии с ГОСТ 21105 контролируемая поверхность металла должна быть зачищена и иметь параметр шероховатости не более Rz 63 мкм.
8.2.2 Для получения более контрастного индикаторного рисунка на контролируемую поверхность после ее зачистки рекомендуется нанести слой быстросохнущей белой контрастной краски. Краска наносится полупрозрачным слоем, при котором контролируемая поверхность еще остается видимой. После нанесения контрастный слой должен полностью высохнуть.
8.2.3 В качестве магнитного индикатора рекомендуется использовать магнитные суспензии, в состав которых входит магнитный порошок (концентрат) и дисперсионная среда (вода или масляно-керосиновая смесь). Магнитные суспензии могут быть либо в заводской аэрозольной упаковке, либо приготовлены самостоятельно, в соответствии с технологией их изготовления.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
