

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
8.3 Порядок проведения МПК
8.3.1 При выполнении МПК следует руководствоваться требованиями ГОСТ 21105 и рекомендациями [8].
8.3.2 Условный уровень чувствительности контроля должен обеспечивать выявляемость дефектов с минимальной шириной раскрытия 10 мкм и минимальной протяженностью 0,5 мм (условный уровень чувствительности Б согласно пункту 1.5 ГОСТ 21105).
8.3.3 Контроль сварных швов тройника производится только в приложенном магнитном поле и включает следующие операции:
- намагничивание;
- проверка качества намагниченности зоны контроля;
- нанесение магнитного индикатора;
- осмотр зоны контроля (осмотр контролируемой поверхности проводится в приложенном магнитном поле не ранее чем через 20 с после нанесения магнитного индикатора; освещенность контролируемой поверхности должна быть не менее 1000 лк);
- расшифровка индикаторного рисунка;
- оценка результатов контроля;
- размагничивание.
8.3.4 Технология проведения МПК приведена в
8.4 Оценка результатов контроля
8.4.1 Основные отличительные признаки дефектов, выявляемых с помощью МПК, приведены в 3 и А.4
9 Ультразвуковой контроль тройников
9.1 Перед проведением УЗК проводится УЗТ:
- с целью определения фактической толщины элементов тройника;
- контроля на наличие коррозионно-эрозионного повреждения (утонения) стенок тройника.
9.2 Технология проведения УЗТ тройника приведена в
9.3 УЗК выполняется с целью контроля на наличие внутренних дефектов сварных соединений, наружных дефектов сварного шва, не определяемых ВИК (утяжины, непровары), а также трещин и несплошностей в материале элементов тройника.
9.4 При проведении УЗК должны применяться:
- дефектоскопы ультразвуковые по ГОСТ 12503, ГОСТ 23667 с возможностью индикации развертки типа А, имеющие климатическое исполнение по ГОСТ 15150;
- преобразователи пьезоэлектрические ультразвуковые прямые совмещенные, прямые раздельно-совмещенные, наклонные совмещенные и наклонные раздельно-совмещенные с углами ввода от 50° до 75° и рабочей частотой от 2,5 до 5 МГц по ГОСТ 26266 (допускается применение нестандартных преобразователей в соответствии с СТ РК 2.21);
- образцы стандартные по ГОСТ 14782;
- вспомогательные приспособления и устройства для соблюдения параметров сканирования и измерения характеристик выявленных дефектов.
9.5 Подготовка к проведению УЗК
9.5.1 Перед проведением УЗК с контролируемой поверхности удаляется защитное покрытие, а также следы коррозии, смазки и влаги. Поверхность зачищается до металлического блеска, при этом толщина элементов тройника не должна выходить за пределы минусового допуска. Шероховатость зачищенной для проведения УЗК поверхности элементов и сварных соединений тройника в зонах контроля должна быть не более Rz 40 мкм.
9.5.2 Настройка приборов выполняется в соответствии с требованиями инструкций по их эксплуатации и НТД, регламентирующей проведение УЗК. Для настройки должны применяться образцы стандартные по ГОСТ 14782 и СОП, изготовленные в соответствии с СТ РК ГОСТ Р 8.637, разделом 10 [25].
9.5.3 Настройку дефектоскопа на измерение координат или проверку угла ввода ультразвуковых колебаний следует проводить при текущей температуре проведения УЗК для углов ввода не менее 70° в соответствии с пунктом 2.9.4 ГОСТ 14782.
9.5.4 При настройке чувствительности контроля допускается применение АРД-диаграмм (диаграмма «амплитуда—расстояние—диаметр»), графически связывающих амплитуду эхо-сигнала, эквивалентный размер отражателя и расстояние до него.
9.5.5 Параметры УЗК определяются типоразмерами и конструкционными особенностями сварных соединений тройников.
9.5.6 Разметку поверхности для проведения УЗТ и УЗК рекомендуется проводить водостойкими и маслостойкими маркерами, а при их отсутствии - краской или мелом на восковой основе.
9.5.7 Перед установкой и перемещением ультразвукового преобразователя на контролируемую поверхность наносится акустическая контактная смазка, состав которой выбирается в соответствии с данными таблицы 3.
Допускается применение в качестве контактных смазок других веществ (пасты, акустические гели, клейстеры и т. п.) при условии обеспечения стабильного акустического контакта при данной температуре проведения УЗК.
Таблица 3 - Акустические контактные смазки для проведения УЗК
Состав контактных смазок | Температура контролируемой поверхности, °С |
Солидол, технический вазелин | от 25 до 50 |
Глицерин | от 10 до 50 |
Масло моторное, дизельное | от 0 до 25 |
Масло веретенное, трансформаторное | от минус 10 до 20 |
Смесь масла и дизельного топлива | ниже минус 10 |
9.6 Порядок проведения УЗК
9.6.1 При проведении УЗК следует руководствоваться требованиями ГОСТ 14782, ГОСТ 15150 и [25].
9.6.2 УЗК проводится в следующей последовательности:
- контроль сплошности основного металла в зонах контроля сварных соединений тройника с использованием прямого преобразователя;
- контроль угловых сварных соединений обечайки с патрубком и накладками наклонным преобразователем на прямом и однократно отраженном луче;
- контроль стыковых сварных соединений обечайки и патрубка с трубами или деталями технологического трубопровода наклонным преобразователем;
- контроль нахлесточных сварных соединений воротника и накладок с обечайкой и патрубком наклонным преобразователем;
- контроль основного материала тройника и околошовных зон наклонным преобразователем на однократно отраженном луче с целью выявления трещин, развивающихся в материале обечайки и патрубка.
9.6.3 УЗК угловых сварных соединений патрубка с обечайкой и воротником может выполняться как с наружной, так и с внутренней поверхности патрубка при наличии доступа.
9.6.4 УЗК швов нахлесточных сварных соединений воротника с обечайкой и накладок с патрубком выполняется с целью контроля на наличие дефектов, выявленных ранее при проведении ВИК или МПК.
9.6.5 Технология проведения УЗК тройников, а также методика анализа и расшифровки результатов контроля приведены в
10 Нормы оценки качества материала элементов и сварных соединений тройников по результатам неразрушающего контроля
10.1 Размерные показатели для норм оценки качества по результатам НК основного металла и сварных соединений тройников приведены в Таблице 4, которая сформирована в соответствии с требованиями ГОСТ Р 52079, [2], [10], [11], [25] и [26].
10.2 Оценка качества сварных соединений тройника по результатам УЗК
10.2.1 Оценка качества сварных соединений тройника проводится в соответствии с положениями пункта 10.8 [25], в частности:
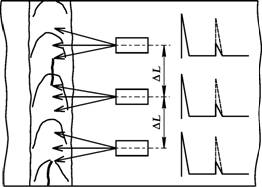
- в качестве браковочных параметров для тройника используют эквивалентную площадь Fд несплошности (дефекта), условную протяженность DL дефекта (рисунок 2) и суммарную условную протяженность фиксируемых SД дефектов на единицу длины сварного шва (определяется в зависимости от диаметра элемента тройника в соответствии с 10.7.6.7 [25]);
- несплошность (дефект), эквивалентная площадь Fд которого превышает максимально допустимую эквивалентную площадь Fбрак (Таблица 5), считают недопустимым (не соответствующим нормам);
- дефект, условная протяженность DL которого превышает максимально допустимое значение, указанное в Таблице 6, считают недопустимым (не соответствующим нормам);
- дефекты, условная суммарная протяженность SД которых превышает значение, указанное в Таблице 6, считают недопустимыми (не соответствующими нормам).
Таблица 4 - Дефекты поверхности и внутренние дефекты основного металла и сварных соединений тройников
Проявление дефекта | Допустимые размеры дефекта | ||
глубина | длина | длина на 300 мм | |
Дефекты поверхности | |||
Трещины всех видов и направлений | Не допускаются | ||
Закаты | Не допускаются | ||
Плены | Не допускаются | ||
Забоины, задиры, вмятины | Допускаются вмятины, продиры, отпечатки, рябизна, риски, царапины глубиной не более 0,8 мм, не выводящие толщину стенки тройника за ее минимальное значение | ||
Поры | Не допускаются | ||
Шлаковые включения | Не допускаются | ||
Подрезы | Не более 0,5 мм | 150 мм | 150 мм |
Смещение кромок | Не более 3 мм; при S* < 8мм - не более 2 мм | ||
Кратеры | Не допускаются | ||
Утяжины | 0,2S, но не более 1 мм | 50 мм | 1/6 периметра шва |
Внутренние дефекты основного металла | |||
Расслоение, несплошность металла (например, ликвационные зоны, неметаллические включения и др.) | - Не допускаются любого размера в зоне шириной 25 мм от сварного шва; - не допускаются длиной свыше 80 мм в любом направлении | ||
Внутренние дефекты сварных соединений | |||
Описание характерных дефектов сварных соединений элементов тройников и их допустимые размеры приведены в Таблице 2 [25] | |||
_________ * S - толщина стенки элемента тройника. |
10.2.2 В случае, если определить форму дефекта не удается, дефект считают плоскостным. Если по совокупности признаков дефект идентифицирован как трещина, то такой дефект не допускается вне зависимости от его эквивалентных и условных размеров. Сварные стыки по результатам УЗК считают годными, если в них не обнаружены недопустимые дефекты (не соответствующие нормам).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
