

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
А.4 Расшифровка и анализ результатов
А.4.1 При оседании магнитного порошка на поверхности контролируемого участка могут образовываться индикаторные рисунки, по которым судят о наличии и характере дефекта.
А.4.2 Четкие, резко очерченные линии индикаторного рисунка соответствуют дефектам, выходящим на поверхность и расположенным под углом от 60° до 90° по отношению к направлению силовых линий магнитного поля. Индикаторный рисунок в виде нечетких или размытых линий характерен для дефектов, направление развития которых составляет угол от 30° до 60° по отношению к направлению магнитного поля или для дефектов, залегающих под поверхностью контроля на глубине до 3 мм.
А.4.3 Ориентация и протяженность линий индикаторного рисунка соответствуют ориентации и протяженности обнаруженного дефекта.
А.4.4 Основные виды и отличительные признаки наиболее характерных дефектов, выявляемых при МПК, представлены в 3.
3 - Основные виды и отличительные признаки дефектов
Тип дефекта | Характеристика осаждаемости магнитного порошка |
Трещины сварочные, усталостные | Четкие ломаные и/или ветвистые линии с резкими границами и плотным осаждением. Основным отличием индикаторного рисунка, создаваемого трещиной, является возможность его стирания и восстановление рисунка при повторном нанесении магнитной суспензии |
Коррозионное растрескивание | Сетка или скопления тонких черточек |
Волосовины | Прямые или слегка изогнутые в большинстве случаев нечеткие тонкие линии |
Флокены | Четкие и резкие короткие черточки, иногда искривленные, расположенные группами |
Закаты | Плавно изогнутые, нечеткие линии |
Поры, точечные дефекты | Короткие полоски порошка, направление которых перпендикулярно направлению намагничивания |
А.4.5 При расшифровке индикаторных рисунков следует учитывать, что осаждение порошка может происходить в местах отсутствия дефектов (мнимые дефекты). Основные виды мнимых дефектов, их отличительные признаки и способы их распознавания приведены в 4.
4 - Основные виды и отличительные признаки мнимых дефектов
Мнимый дефект | Вид индикаторного рисунка | Способ распознавания и устранения дефекта | Отличительные признаки |
Риска | Осаждение порошка в виде плотного валика с нечеткими границами | - визуальный контроль с использованием лупы и источника освещения; - нанесение магнитного индикатора, отстоявшегося в течение 3÷5 минут после перемешивания; - удаление риски зашлифовкой | - риска видна при боковом освещении на чистой поверхности; - при отсутствии дефекта в риске порошок осаждается в виде отдельных цепочек; - при наличии дефекта в риске порошок осаждается сразу по всей длине дефекта |
Забоины и наклеп | Слабый, размытый индикаторный рисунок | - визуальный контроль на предмет наличия забоин; - повторное нанесение магнитного индикатора | - забоины хорошо видны при визуальном контроле; - при повторном нанесении индикатора первичный индикаторный рисунок легко смывается |
Окончание таблицы А.4
Мнимый дефект | Вид индикаторного рисунка | Способ распознавания и устранения дефекта | Отличительные признаки |
Граница зоны термического влияния* | Рисунок в виде неплотных размытых полосок в околошовной зоне, повторяющий форму границы сварного шва | Повторное нанесение магнитного индикатора | Первичный рисунок легко смывается |
Граница сварного шва* | а) Нечеткие линии в месте перехода валика шва к основному металлу б) Относительно четкие линии в месте перехода валика шва к основному металлу | Сглаживание мест перехода и повторный контроль | При отсутствии дефекта повторного осаждения порошка не происходит |
Проверка магнитных свойств шва с использованием постоянного магнита | Сварной шов, сваренный немагнитным электродом, не притягивает постоянный магнит | ||
_______ * Граница раздела участков зоны контроля с различными магнитными свойствами. |
Приложение Б
(информационное)
Ультразвуковая толщинометрия элементов тройников
Б.1 Аппаратура и принадлежности
Б.1.1 При проведении УЗТ элементов тройника должны применяться отечественные и зарубежные толщиномеры, соответствующие требованиям ГОСТ 28702 и обеспечивающие точность измерения толщины стенки элементов тройника с погрешностью не более 0,1 мм.
Б.1.2 Допускается использование ультразвуковых дефектоскопов зарубежного и отечественного производства, обеспечивающих необходимую точность проведения измерений.
Б.1.3 Для обеспечения автономности и безопасности проводимых работ используемая аппаратура должна иметь автономное аккумуляторное или батарейное питание, обеспечивающее продолжительность непрерывной работы в течение рабочей смены.
Б.1.4 При проведении УЗТ рекомендуется использовать следующие вспомогательные принадлежности:
- акустическую контактную жидкость (смазку) для обеспечения акустического контакта между ультразвуковым преобразователем и контролируемой поверхностью;
- кисть для нанесения акустической контактной жидкости;
- металлическую линейку (рулетку) для разметки зон контроля;
- несмываемые разметочные маркеры.
Б.2 Подготовительные работы
Б.2.1 Перед проведением УЗТ необходимо выполнить следующие подготовительные работы:
- разметить зоны контроля толщины стенок элементов тройника;
- зачистить зоны контроля для установки ультразвукового преобразователя в ходе УЗТ;
- настроить прибор.
Б.2.2 Зоны контроля должны располагаться на равном удалении друг от друга в количестве не менее чем по четыре вдоль каждого из торцов обечайки и патрубка, а также внешнего и внутреннего периметров воротника (рисунок Б.1). Зоны контроля должны отстоять от границы сварного шва на (20 ± 5) мм.
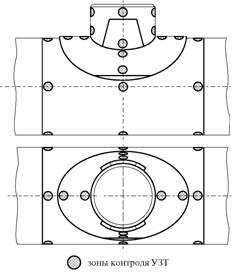
1 - Схема расположения зон контроля при УЗТ элементов тройника
Б.2.3 Поверхность тройника в зонах контроля должна быть зачищена до чистого металла от ржавчины, окалины, грязи, краски, масла, шлака, застывших брызг расплавленного металла, продуктов коррозии и других загрязнений. Шероховатость поверхности в зачищенных местах должна быть не хуже Rz 40 мкм. Размер зоны контроля должен превышать размер контактной поверхности ультразвукового преобразователя.
Б.2.4 Проверка качества магнитной суспензии
Качество суспензии проверяется по выявлению дефектов на контрольном образце следующим образом:
- контрольный образец помещается между намагничивающими блоками;
- на поверхность контрольного образца наносится (наливается) проверяемая магнитная суспензия;
- сравнивается индикаторный рисунок (осаждение порошка) на образце с рисунком на дефектограмме;
- если на образце выявилось не менее трех дефектов, то суспензия считается пригодной для проведения контроля.
Б.2.5 Проверку качества магнитного индикатора с применением эталонов Бертольда следует проводить непосредственно на контролируемой поверхности в приложенном поле по следующей технологии:
- установить эталон Бертольда на контролируемую поверхность тройника посередине между полюсами намагничивающего устройства крышкой из немагнитного материала (медным покрытием) вверх. Расстояние между полюсами намагничивающего устройства, входящего в комплект дефектоскопа, должно составлять 60 мм - при использовании ярма или 120 мм - при использовании тросовой перемычки;
- нанести магнитный индикатор на поверхность эталона;
- оценить качество магнитной суспензии и намагниченность зоны контроля по образованию на эталоне четкого индикаторного рисунка.
Индикаторный рисунок над искусственным дефектом эталона Бертольда может не получиться в случае, если угол между силовыми линиями магнитного поля и ориентацией искусственного дефекта менее 30°, как показано на рисунке А.2.
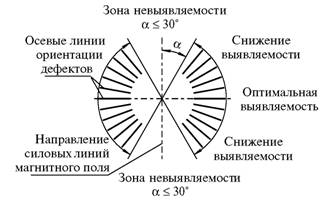
2 - Диаграмма выявляемости дефектов при проведении МПК
Б.3 Проведение измерений. Анализ результатов
Б.3.1 Подготовка и настройка ультразвукового толщиномера выполняется в соответствии с требованиями инструкции по эксплуатации. После установления рабочего режима измерений производится проверка показаний прибора по образцу с известной толщиной. При этом на цифровом индикаторе должно отобразиться число, указывающее толщину образца с отклонениями в пределах основной погрешности прибора (определяется из данных паспорта прибора). Прибор готов к работе, если результаты тестирования соответствуют паспортным требованиям.
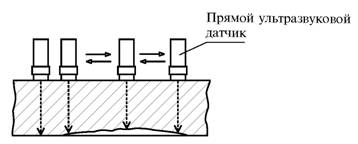
Б.3.2 На контролируемую поверхность в зонах контроля наносится контактная смазка. В зоне контроля недопустимо наличие абразивных частиц, окалины и металлической стружки, оставшейся после зачистки поверхности. Ультразвуковой преобразователь устанавливается на контролируемую поверхность и с легким покачиванием прижимается к ней до получения устойчивой индикации показаний.
Б.3.3 Производится отсчет и фиксация измеренных значений толщины элемента тройника. Процедура измерений повторяется в следующей зоне контроля.
Б.3.4 Плавное изменение показаний толщиномера при сканировании ультразвуковым датчиком контролируемой поверхности свидетельствует о наличии коррозионно-эрозионного износа поверхности элемента тройника (рисунок Б.2).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
