

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
12.1 На основании анализа материалов заключений по результатам НК тройников принимается решение или о допуске их к дальнейшей эксплуатации, или о проведении ремонтных работ (замене).
12.2 После окончания диагностических/ремонтных работ необходимо выполнить работы по восстановлению изоляционных покрытий тройников, проверке состояния опорной системы, засыпке вскрытого ранее для проведения контроля подземного участка трубопровода и т. д. с проведением контроля в соответствии с [10] и [11].
13 Требования безопасности при проведении работ
13.1 Производственные участки и рабочие места, на которых проводятся работы по НК тройников, должны удовлетворять требованиям общих правил безопасности для организаций машиностроения.
13.2 К выполнению работ по НК тройников допускаются специалисты, прошедшие инструктаж по электробезопасности (при работе с электрооборудованием) и пожарной безопасности с записью о проведении инструктажа в соответствующем журнале.
13.3 Рабочие места при проведении НК тройников технологических трубопроводов КС должны соответствовать требованиям [12].
13.4 В случае выполнении работ на высоте должны быть обеспечены условия их проведения в соответствии с требованиями [13].
13.5 На рабочих местах, где проводятся работы с электрооборудованием, должны быть обеспечены условия электробезопасности в соответствии с требованиями [14].
13.6 Организация и производство работ по рентгенографическому контролю проводится в соответствии с требованиями [15], [16], [17].
13.7 Организация, подготовка и производство работ по диагностическому обследованию тройников трубопроводной обвязки с учетом ее расположения (надземное или подземное исполнение) и назначения, а также видов и объемов работ должны соответствовать требованиям [1], [18], [19], [20] и [21].
Приложение А
(информационное)
Магнитопорошковый контроль тройников
А.1 Аппаратура и принадлежности
А.1.1 При проведении МПК рекомендуется использовать магнитный дефектоскоп с намагничивающими устройствами на постоянных магнитах (например, МД-6) с целью обеспечения автономности и безопасности проведения дефектоскопических работ.
А.1.2 Основные технические данные применяемого намагничивающего устройства должны быть не хуже значений, приведенных в 1.
1 - Технические данные применяемого намагничивающего устройства
Наименование показателя | Значение показателя |
Средний размер зоны контроля на поверхности изделия | 120×80 мм |
Максимальная напряженность поля у полюсных наконечников блоков | ≥ 800 А/см |
Усилие отрыва блоков намагничивания от ферромагнитной поверхности | ≥ 18 кгс |
Рабочие условия эксплуатации | от минус 40 °С до 50 °С |
А.1.3 В качестве магнитного индикатора рекомендуется использовать магнитные суспензии на основе магнитных порошков и дисперсионной среды (керосин, вода). Магнитные суспензии могут быть в заводской аэрозольной упаковке, либо приготовлены самостоятельно в соответствии с технологией приготовления суспензии. Цвет магнитного порошка подбирается в зависимости от цвета поверхности контроля для обеспечения условия максимальной контрастности индикаторного рисунка с поверхностным фоном. Для увеличения контрастности рекомендуется использовать быстросохнущую белую аэрозольную краску.
А.1.4 Эталон Бертольда предназначен для проверки качества магнитопорошковых суспензий, намагниченности и определения направленности магнитного поля. В случае отсутствия эталона Бертольда допускается использовать контрольный образец, входящий в комплект дефектоскопа (в случае отсутствия в комплекте дефектоскопа контрольного образца используется СОП), с целью проверки качества дефектоскопических материалов и оценки работоспособности намагничивающего устройства. Контрольный образец представляет собой пластину из ферромагнитного материала с искусственными дефектами (рисунок А.1).
А.2 Подготовительные работы
А.2.1 Подготовительные работы перед проведением контроля включают:
- подготовку поверхности;
- приготовление магнитных суспензий;
- проверку качества магнитного индикатора.

1 - Эталон Бертольда (а) и контрольный образец с индикаторным рисунком (б)
А.2.2 Подготовка поверхности
Подготовка поверхности заключается в удалении защитного покрытия, следов коррозии, смазки и влаги. Поверхность зачищается до металлического блеска для улучшения выявляемости трещин. Царапины, риски, неровность и грубая чешуйчатость сварных швов, на которых возможно осаждение порошка при проведении контроля, не допускаются.
Для получения более контрастного индикаторного рисунка на контролируемую поверхность наносится методом аэрозольного распыления быстросохнущая белая краска. Контрастная краска наносится тонким полупрозрачным слоем.
А.2.3 Приготовление магнитной суспензии
Для приготовления 1 л органической (керосиновой, масляной или масляно-керосиновой) магнитной суспензии с черным магнитным порошком необходимо выполнить следующие работы:
- в емкость поместить от 7 до 10 г магнитного порошка, от 0,3 до 0,5 г присадки Акор-I и от 5 до 10 мл керосина или масла. Содержимое тщательно перемешать;
- в емкость влить 1 л керосина, содержимое перемешать.
В качестве индикаторной жидкости может быть использована водная магнитная суспензия. Для приготовления 1 л водной магнитной суспензии необходимо выполнить следующие работы:
- в емкость поместить от 7 до 10 г черного магнитного порошка и 1 мл поверхностно-активного вещества, например ОП-7, и туда же влить от 7 до 10 мл кипяченой воды;
- в полученную пастообразную массу влить 1 л кипяченой воды и содержимое емкости вновь тщательно перемешать.
Сразу после приготовления магнитную суспензию переливают в другую емкость таким образом, чтобы на дне первой емкости остались крупные частицы, непригодные для контроля.
А.2.6 Проверке подлежат все типы магнитных индикаторов, применяемые для контроля, в т. ч. в аэрозольной упаковке, независимо от срока их приготовления.
А.3 Проведение МПК
А.3.1 Перед проведением МПК зоны контроля элементов и сварных швов тройника должны быть размечены на контролируемые участки, в пределах которых обеспечивается надежное выявление дефекта. Разметка производится таким образом, чтобы при установке полюсов намагничивающего устройства на расстоянии от 80 до 120 мм контролируемый участок располагался между прилегающими к полюсам зонами шириной до 20 мм, в которых дефекты не обнаруживаются. Ширина контролируемого участка при этих условиях составляет от 45 до 80 мм (рисунок А.3). При разметке зон контроля протяженных сварных швов соседние контролируемые участки сварного шва должны взаимно перекрываться или соприкасаться.
Контроль проводится последовательно по размеченным участкам.
А.3.2 При намагничивании контролируемого участка должны выполняться следующие условия:
- силовые линии магнитного поля ориентированы перпендикулярно плоскости ожидаемого дефекта;
- контролируемый участок располагается посередине между полюсами намагничивающего устройства;
- расстояние между полюсами намагничивающего устройства составляет от 80 до 120 мм;
- переустановка полюсов намагничивающего устройства для дефектоскопии последующих контролируемых участков производится после выполнения всех операций контроля.
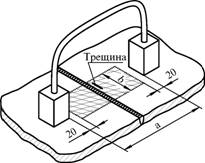
3 - Схема расположения контролируемого участка между полюсами намагничивающего устройства при проведении МПК сварных соединений тройника
Схемы намагничивания, рекомендуемые при проведении МПК сварных соединений тройников, приведены на рисунках А.4 и А.5 (данные по размерам а, b1, b2, b3, a приведены в 2).
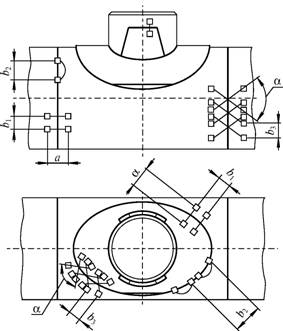
4 - Схема намагничивания при проведении МПК стыковых и нахлесточных сварных соединений обечайки тройника
2 - Параметры проведения МПК при использовании намагничивающих устройств на постоянных магнитах
b1 ≤ 0,5a | b2 ≤ a - 40 мм | b3 < 0,5a | a » 90° |
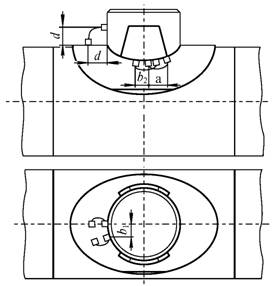
5 - Схема намагничивания при проведении МПК угловых и нахлесточных сварных соединений патрубка тройника
А.3.3 Качество намагниченности контролируемого участка проводится с использованием эталона Бертольда по технологии А.2.5. Если на поверхности эталона появился индикаторный рисунок и отсутствует фон из осевших частиц порошка, то деталь намагничена качественно и компоненты магнитного индикатора подобраны правильно.
В случае появления на поверхности эталона значительного фона из частиц осевшего порошка необходимо изменить интенсивность магнитного поля (например, применить немагнитные прокладки, увеличивающие зазор между полюсами намагничивающего устройства и контролируемой поверхностью) или поменять магнитный индикатор (изменить дисперсионную среду или концентрацию магнитного порошка). После этого проверку необходимо повторить.
Проверку качества намагниченности при контроле протяженных сварных швов допускается проводить только на первом из контролируемых участков.
А.3.4 Нанесение магнитного индикатора при проверке намагниченности и последующем контроле участков рекомендуется проводить после нанесения контрастной краски путем распыления с использованием пульверизатора или аэрозольного баллона. Нанесение суспензии рекомендуется выполнять капельным способом таким образом, чтобы суспензия медленно стекала в контролируемую зону.
А.3.5 Осмотр контролируемой поверхности. При необходимости рекомендуется использовать лупы с увеличением от четырех - до десятикратного и осветительные приборы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
