

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2 - Обнаружение утонения стенки элемента тройника в результате коррозионно-эрозионного износа при проведении УЗТ
Б.3.5 Скачкообразное изменение показаний толщиномера может указывать на наличие участков с расслоениями и неметаллическими включениями. Расслоение представляет собой металлургический дефект в виде нарушения сплошности металла с минимальным раскрытием в несколько микрон и располагается параллельно контролируемой поверхности на глубине, составляющей около половины от измеряемой толщины H. Отличительными признаками такого типа дефектов является резкое изменение показаний толщиномера при сканировании поверхности от H до h (рисунок Б.3).
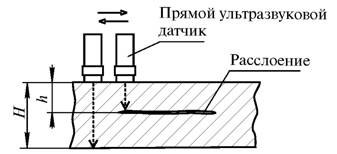
3 - Обнаружение дефекта «расслоение» при проведении УЗТ элементов тройника
При обнаружении такого типа дефектов необходимо определить их размер методом обхода дефекта по контуру с фиксированием последнего на контролируемой поверхности несмываемой краской или в виде эскиза (рисунок Б.4).
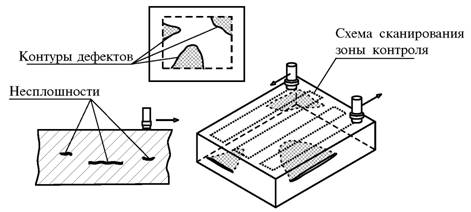
4 - Определение расположения и размеров расслоений в материале
элементов тройника при УЗТ
Б.3.6 Допустимость обнаруженных дефектов (несплошностей) определяется в соответствии с требованиями НТД. Если дефекты допустимы, то для выявления их развития проводится контроль дефектных участков с периодичностью, соответствующей действующему регламенту обследования технологических трубопроводов, а также каждый раз после возникновения нерасчетных нагрузок данного оборудования (недопустимых уровней вибрации, помпажей, сезонных перемещений опорных систем при их просадках или выпучивании и др.).
Б.3.7 Для подтверждения наличия обнаруженных при УЗТ дефектов используется ультразвуковой дефектоскоп или толщиномер, снабженный экраном с отображением развертки. При расположении датчиков таких приборов на участке без внутренних отражателей регистрируется отраженный эхо-сигнал от противоположной стенки на глубине H, равной толщине изделия. При установке датчика над расслоением на экране прибора появляется эхо-сигнал от расслоения, залегающего на глубине h от поверхности. При расположении датчика на границе расслоения (определенной путем сканирования поверхности) на экране прибора появляются одновременно эхо-сигналы от расслоения и от противоположной стенки на глубинах h и H соответственно (рисунок Б.5).
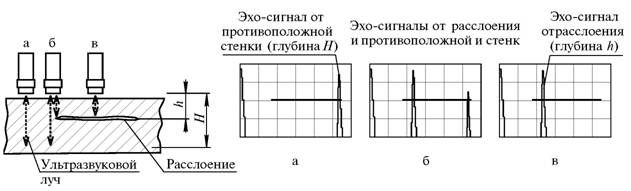
5 - Контроль сплошности материала элементов тройника ультразвуковым дефектоскопом
Б.3.8 Для обнаружения развивающихся от расслоения трещин применяется ультразвуковой дефектоскоп с наклонным датчиком. При наличии трещины на экране прибора появляется отраженный от нее эхо-сигнал (рисунок Б.6).
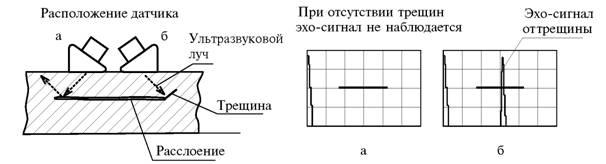
6 - Обнаружение трещин, развивающихся от расслоений, с помощью ультразвукового дефектоскопа
Б.3.9 Наличие отражателей ультразвуковых волн в толще материала элементов тройника на значительных площадях может указывать на существование зон осевой ликвации, расположенных параллельно поверхности изделия. В этом случае необходимо применение ультразвуковых дефектоскопов или специальных ультразвуковых толщиномеров, оснащенных экраном с отображением развертки и имеющих функцию обнуления развертки для отсечки эхо-сигналов от ближних отражателей. Изменяя положение индикатора обнуления развертки, можно измерять расстояние до каждого из источников эхо-сигналов (рисунок Б.7).
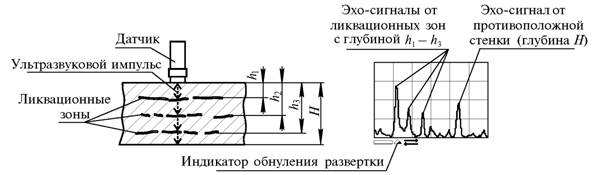
7 - Измерение глубины залегания несплошностей при УЗК
Приложение В
(информационное)
Ультразвуковой контроль сварных соединений и элементов тройников
В.1 Аппаратура и принадлежности
В.1.1 Для проведения УЗК рекомендуется применять отечественные и зарубежные дефектоскопы, соответствующие ГОСТ 12503, ГОСТ 26266, и укомплектованные пьезопреобразователями по ГОСТ 26266. Допускается применение нестандартных преобразователей в соответствии с требованиями СТ РК 2.21.
В.1.2 Для обеспечения автономности и безопасности проводимых работ используемая аппаратура должна иметь автономное аккумуляторное или батарейное питание, обеспечивающее продолжительность непрерывной работы в течение рабочей смены.
В.1.3 При проведении УЗК рекомендуется использовать следующие вспомогательные принадлежности:
- акустическую контактную жидкость (смазку) для обеспечения акустического контакта между ультразвуковым преобразователем и контролируемой поверхностью;
- кисть для нанесения акустической контактной жидкости;
- металлическую линейку (рулетку) для разметки зон перемещения ПЭП;
- несмываемые разметочные маркеры.
В.1.4 УЗК нахлесточных сварных соединений рекомендуется проводить с применением специализированного механоакустического устройства УН1.
В.1.5 Для повышения достоверности УЗК нахлесточных, угловых и стыковых сварных соединений тройников рекомендуется применять многоэлементные механоакустические блоки, входящие, в комплекты ультразвуковых измерительных установок. Применение данных блоков при автоматизированном УЗК обеспечивает:
- слежение за акустическим контактом в процессе контроля;
- автоматическую коррекцию чувствительности при случайных изменениях акустического контакта и затухании ультразвуковых колебаний в материале тройника;
- определение в автоматическом режиме характера и размеров дефектов.
В.2 Подготовительные работы
В.2.1 Перед проведением УЗК необходимо выполнить следующие подготовительные работы:
- разметить зоны контроля элементов тройника;
- зачистить зоны перемещения ультразвуковых преобразователей на тройнике;
- выбрать схему и параметры УЗК;
- настроить прибор.
В.2.2 Разметку зон контроля при УЗК сварных швов и элементов тройника выполнять в соответствии со схемами, приведенными на рисунках 1 и В.1÷В.3.
В.2.3 Поверхность элементов и сварных швов тройника в зонах контроля должна быть зачищена до чистого металла от ржавчины, окалины, грязи, краски, масла, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений. Шероховатость поверхности в зачищенных местах должна быть не хуже Rz 40 мкм.
В.2.4 Схемы и параметры контроля определяются типоразмерами и конструкционными особенностями сварных соединений тройников.
В.2.5 Перед выбором схем и параметров контроля тройников, типоразмеры которых не соответствуют требованиям технических условий, необходимо предварительно определить:
- толщину S и S0 стенок элементов тройника;
- ширину К и К1 валиков всех сварных швов;
- ширину l1 воротника (рисунок В.1);
- наружные диаметры обечайки Dн и патрубка dн;
- длину обечайки 2L;
- высоту патрубка ho.
Схемы и параметры УЗК сварных швов тройников приведены на рисунках В.1÷В.3.
При выборе параметров контроля швов угловых сварных соединений (рисунки В.1 и В.2) L2*[1]должно быть меньше ho, а L4 - меньше l1.
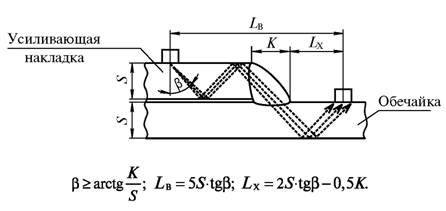
При выборе параметров контроля нахлесточного сварного соединения накладки с обечайкой (рисунки В.4 и В.5) Lx должно быть больше (L - 0,5dн - l1), а (L2 - К) - больше (L - 0,5dн - l1).
Типоразмеры и параметры УЗК нахлесточных, угловых и стыковых сварных соединений тройников, которые соответствуют техническим условиям, приведены в 1 и В.2.
При невыполнении упомянутых требований сварные швы тройников являются неконтролепригодными для УЗК.
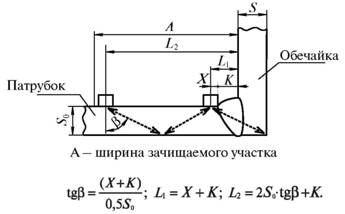
1 - Схема и параметры УЗК углового сварного соединения тройника без накладок
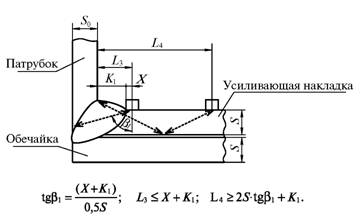
2 - Схема и параметры УЗК углового сварного соединения тройника со стороны накладки

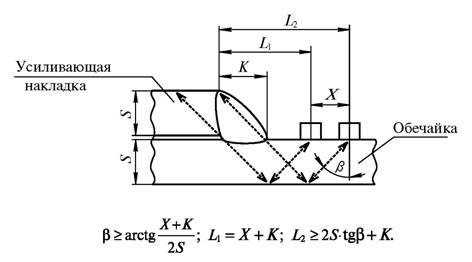
3 - Схема и параметры УЗК углового шва тройника
со стороны патрубка
4 - Схема и параметры УЗК наxлесточного сварного соединения тройника со стороны обечайки по совмещенной схеме
5 - Схема и параметры УЗК наxлесточного сварного соединения тройника по раздельной схеме
1 - Типоразмеры и параметры УЗК сварных соединений тройников без накладок (при угле ввода ультразвуковых колебаний в сталь b равном 75°)
Тип тройника* | S, мм | S0, мм | K, мм | L1, мм, не более | L2, мм, не менее | Зона контроля, мм, не менее |
ТС 325х325 | 12 | 12 | 14 | 25 | 125 | 145 |
ТС 426х325 | 14 | 12 | 14 | |||
ТС 530х325 | 14 | 12 | 14 | |||
ТС 720х325 | 16 | 12 | 14 | |||
ТС 720х325 | 14 | 12 | 14 | |||
ТС 426х426 | 14 | 14 | 17 | 30 | 135 | 155 |
ТС 530х426 | 14 | 14 | 17 | |||
ТС 530х530 | 14 | 14 | 17 | |||
ТС 720х426 | 16 | 14 | 17 | |||
ТС 720х530 | 16 | 14 | 17 | |||
ТС 720х720 | 16 | 16 | 19 | 32 | 150 | 170 |
__________ * по ТУ 51-29-81 [22] |
2 - Типоразмеры и параметры УЗК сварных соединений некоторых тройников с накладками (b - угол ввода ультразвуковых колебаний в сталь)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
