

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В.4.11 Признаком развития дефекта является увеличение его условной протяженности в два и более раз, что определяется при периодическом контроле зон локализации дефектов.
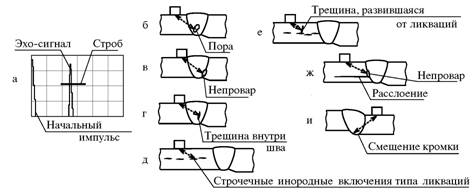
15 - Изображение на экране дефектоскопа (а) и возможные причины (б-и) отражения ультразвуковых колебаний при УЗК стыкового сварного соединения на прямом луче 0 < Y < S

16 - Изображение на экране дефектоскопа (а) и возможные причины (б÷е) отражения ультразвуковых колебаний при УЗК углового сварного соединения на прямом луче 0 < Y < S
В.4.12 Контроль шва нахлесточного сварного соединения воротника с обечайкой рекомендуется выполнять по схеме, приведенной на рисунках В.17 и В.18.
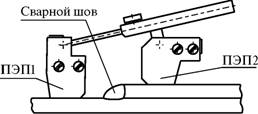
ПЭП1 – типа П21-5.0-45-S; ПЭП2 – типа П121-5.0-45
17 - Схема УЗК нахлесточного сварного соединения с применением устройства УН1
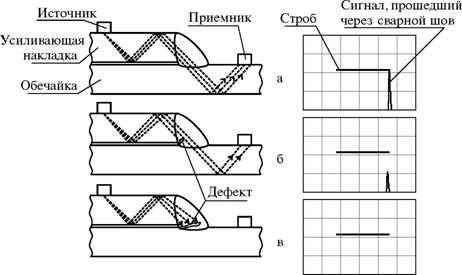
18 - Схема распространения ультразвуковых колебаний и наблюдаемые сигналы при отсутствии (а) и наличии (б, в) дефектов в шве нахлесточного сварного соединения тройника
В.4.13 Схема подключения к дефектоскопу при зеркально-теневом методе контроля - раздельная. ПЭП 1 подключается к генератору, а ПЭП 2 - к усилителю. При использовании эхо-метода ПЭП 1 может подключаться к генератору по совмещенной схеме. Реализуемые методы УЗК: зеркально-теневой и эхо-метод.
В.4.14 При отсутствии доступа к зоне отражения ультразвуковых колебаний определение характера отражателя и принятие решения о дефектности сварного соединения выполнять по схеме, приведенной на рисунке В.19.
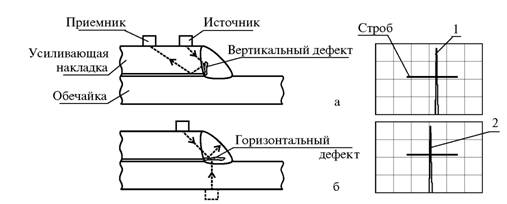
1 - эхо-сигнал от двугранного угла, образованного вертикальным дефектом и внутренней поверхностью усиливающей накладки;
2 - эхо-сигнал от валика шва, наблюдаемый при наличии горизонтального дефекта
19 - Распознавание вертикального (а) и горизонтального (б) плоскостных дефектов с применением соответственно раздельной схемы «тандем» и совмещенного ультразвукового преобразователя при контроле шва нахлесточного сварного соединения
Приложение Г
(информационное)
Порядок определения браковочного уровня чувствительности дефектоскопа
Г.1 Определение браковочного уровня чувствительности дефектоскопа проводится по АРД-диаграмме.
Г.2 Для настройки предельной чувствительности дефектоскопа используется разность в децибелах между опорным сигналом и эхо-сигналом от контрольного дефекта с заданной эквивалентной площадью. В качестве опорного сигнала для наклонных преобразователей используется донный сигнал, полученный с использованием двух однотипных датчиков, включенных по раздельной схеме.
Г.3 Построение АРД-диаграмм производится для каждого пьезопреобразователя по соответствующей типовой методике.
Г.4 Настройка браковочного уровня чувствительности по АРД-диаграмме
Г.4.1 Объект контроля и условия его проведения
Г.4.1.1 Объект контроля - угловое сварное соединение тройника.
Г.4.1.2 Контроль производится однократно отраженным лучом со стороны патрубка толщиной 16 мм. Используется преобразователь типа П121-2,5-65 с рабочей частотой 2,5 МГц и углом ввода 65°. Определяется браковочный уровень чувствительности Абр УЗК.
Г.4.2 Порядок выполнения настройки
Г.4.2.1 Браковочная чувствительность определяется из таблиц 20 и 21 [25] (или Таблиц 6 и 7 настоящего стандарта) и для толщины 16 мм соответствует зарубке площадью 5 мм2 размерами (2,5×2,0) мм. Такая зарубка эквивалентна плоскодонному отражателю диаметром 1,75 мм.
Г.4.2.2 На основном металле патрубка экспериментально определяются значения усиления, необходимые для выявления донных эхо-сигналов по схемам, приведенным на рисунке В.8 приложения В. Допустим, получены значения поискового уровня чувствительности ультразвукового контроля Ап. л. и Ао. л. равные соответственно 22 дБ и 25 дБ для схем, реализующих контроль на прямом и однократно отраженном луче.
Г.4.2.3 Для заданной толщины контролируемых сваренных деталей S равной 16 мм по АРД-диаграмме (рисунок Г.1) определяют разность К в децибелах между опорным сигналом (кривая «¥») и значением на кривой, соответствующей устанавливаемой чувствительности (кривая «Æ1,8»). При толщине контролируемых деталей 16 мм значения Кп. л. и Ко. л. составляют соответственно 20 дБ и 25 дБ.
Г.4.2.4 Браковочный уровень чувствительности для контроля на прямом луче равен
Абр. п.л.= Ап. л. + Кп. л. = 22 + 20 = 42 дБ.
Г.4.2.5 Браковочный уровень чувствительности для контроля на однократно отраженном луче равен
Абр. о.л.= Ао. л. + Ко. л. = 25 + 25 = 50 дБ.
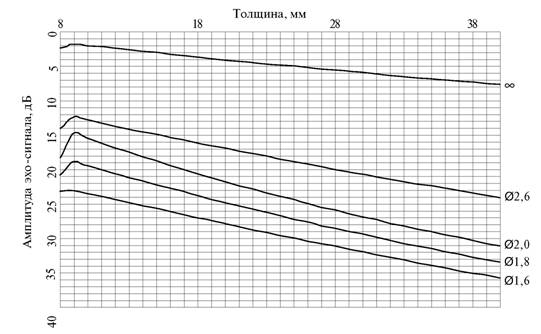
1 - АРД-диаграмма для наклонного пьезоэлектрического преобразователя П121-2,5-65
Приложение Д
(информационное)
Формы заключений по результатам неразрушающего контроля тройников
Д.1 Форма заключения по результатам ультразвуковой толщинометрии
Наименование лаборатории НК Адрес, телефон, факс | Наименование обследуемого объекта | |
Уровень качества | ||
Название трассы | ||
Участок газопровода, километраж | ||
Свидетельство об аттестации № ______________ | Наименование организации, построившей объект | |
Наименование эксплуатирующей организации |
ЗАКЛЮЧЕНИЕ № ______
от ____________ 20__ года
по результатам ультразвуковой толщинометрии
Номер сертификата качества на изделие | Диаметр и толщина стенки по сертификату качества | Номер технологической карты по ультразвуковой толщинометрии |
Тип применяемого прибора (наименование, заводской номер, дата и номер свидетельства о поверке) | Пьезоэлектронный преобразователь (тип, частота и др.) | Стандартный образец предприятия (организации) | Наименование, шифр технической документации на проведение работ |
Результаты ультразвуковой толщинометрии
Номер точки по схеме* | Толщина стенки (по сертификату), мм | Номер элемента | Тип элемента | Измеренные значения, мм | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||||
__________ * Ссылка на прикладываемую схему расположения точек контроля. |
Заключение по результатам ультразвуковой толщинометрии:_________________
___________________________________________________________________________________
Контроль провел: | Фамилия, инициалы | Уровень квалификации, уд. № ________________ | Подпись | Дата |
Заключение выдал: | Фамилия, инициалы | Уровень квалификации, уд. № ________________ | Подпись | Дата |
Печать (штамп) лаборатории НК |
Д.2 Форма заключения по результатам феррозондового контроля
Наименование лаборатории НК Адрес, телефон, факс | Наименование обследуемого объекта | |
Уровень качества | ||
Название трассы | ||
Участок газопровода, километраж | ||
Свидетельство об аттестации № ______________ | Наименование организации, построившей объект | |
Наименование эксплуатирующей организации |
ЗАКЛЮЧЕНИЕ № ______
от ____________ 20__ года
по результатам феррозондового контроля _________________________
Номер сертификата качества на изделие | Применяемые приборы и принадлежности (наименование, заводской номер, дата и номер свидетельства о поверке) | Наименование, шифр технической документации на проведение работ |
Результаты феррозондового контроля
Наименование контролируемого элемента | Обозначение по схеме* | Нt**, А/м | Gn***, А/м2 | Протяженность дефекта, мм | Примечание |
___________ * Ссылка на прикладываемую схему расположения элементов контроля. ** Нt - тангенциальная составляющая вектора напряженности магнитного поля. *** Gn - градиент нормальной составляющей напряженности магнитного поля. |
Заключение по результатам проведения феррозондового контроля:____________

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
