


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В конструкциях конвейеров применяют два типа цепей: разборные пластинчатые (штампованные) и круглозвенные сварные.
Пластинчатые цепи (рис.1,б) просты в изготовлении, позволяют осуществить их сборку и разборку в любом месте по длине, что является их основным достоинством. Однако они допускают изгиб конвейера только в вертикальной плоскости, вытягиваются при эксплуатации и обладают относительно невысокой разрывной прочностью. Поэтому их используют, только в конструкциях разборных конвейеров.
Круглозвенные сварные цепи (рис.1,в) обладают высокой прочностью, допускают изгиб как в вертикальной, так и в горизонтальной плоскости, имеют относительно невысокую массу, что является их достоинствами. Недостатки – возможность сборки и разборки только в определенных местах и усложненная конструкция соединительных звеньев.
Круглозвенные цепи используются в конструкциях передвижных конвейеров типа СП, устанавливаемых на первой транспортной дороге в очистных и проходческих забоях, где они испытывают значительную эксплуатационную тяговую нагрузку. Передвижные конвейеры изготавливаются, как правило, двухцепными (рис.1,г), а наиболее мощные конвейеры-трехцепными (рис.1,д), у которых третья цепь является резервной, используемой при обрыве одной из цепей. Прочностьтретьей цепи в общей прочности тяговых цепей конвейера в расчетах не учитывается.
Двухцепные конвейеры типа СП изготавливают с разнесенным по ширине рештачного става положением (рис.1,з) и перемещаются в бортовых направляющих рештаков. Конвейеры типа СПЦ изготавливаются с цепями, вынесенными из направляющих рештачного става и расположенными сближенно в зоне центральной оси рештака (рис.1ы). Такое расположение цепей позволяет уменьшить сопротивление движению цепям, уменьшить габариты рештака по высоте и снизить неравномерность распределения тягового усилия между цепями.
Основные параметры цепей – разрывное усилие (кН) и линейная масса до кг/м (масса одного метра цепи со скребками). Они указываются в технической характеристике конвейеров.
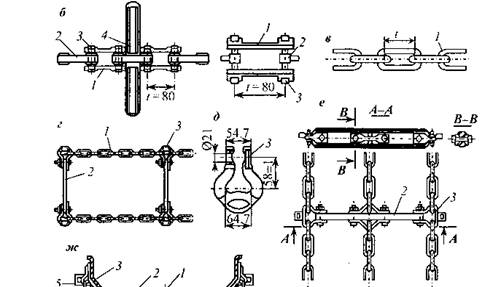
Рисунок 1.
Цепные тяговые органы скребкового конвейера:
1 - боковое звено; 2 внутреннее звено; 3 - валик звена; 4 - скребок; в, г, д, е круглозвенная сварная цепь (в), звенья цепи со скребками двухцепного (г) и трехцепного (д) конвейера, соединительное звено скребка с цепью (е): 1 - звено цепи; 2 - скребок; 3 - соединительное звено.
Рештачный став конвейера собирается из рештаков которые соединяются друг с другом с помощью зaтвора. В поперечном сечении рештаки имеют трапецеидальную или прямоугольную форму, по технологии изготовления - штампованные или сварные. Рештаки выполнены из износостойкой стали, места интенсивного износа на стыках защищены наплавкой с износостойкой смесью или термообработанными пластинами. Рештаки взаимозаменяемы. У переносных конвейеров рештаки укладываются один над другим и образуют открытый желоб для верхней грузовой тяговой цепи и груза и закрытый - для порожняковой ветви тяговой цепи.
Линейный рештак передвижных скребковых конвейеров состоит из двух термически обработанных боковин из прокатной стали специального профиля и днища, разделяющего рештак на 2 жёлоба - для грузовой и порожняковой ветви цепи. По конструкции затворы также различаются. Это могут быть пружины со скобой, стержневые затворы, болтовые соединения, и без болтовые соединения. Для увеличения производительности рештачный став снабжается съёмными бортами.
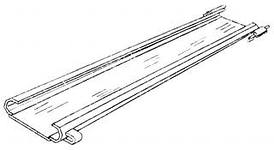
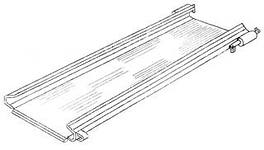
Рисунок 2. Рештаки скребкового конвейера.
У скребковых конвейеров используется блочная компоновка приводных станций. Конвейеры могут оснащаться одним, двумя, тремя или четырьмя унифицированными приводными блоками, устанавливаемыми на разгрузочном или на обоих концах конвейера. Количество приводных блоков определяетсяэксплуатационным расчетом, а схема их расстановки - условиями эксплуатации конвейера.
Приводные блоки устанавливаются на раме привода, состыкованной с рештачным ставом. Приводной блок включает: асинхронный короткозамкнутый электродвигатель, редуктор и соединительную муфту вала электродвигателя с валом редуктора.

Рисунок 3.
Кинематическая схема привода конвейера СР70:
1 - натяжной барабан; 2 - тяговая цепь; 3 - электродвигатель; 4 - гидромуфта; 5 - редуктор; 6 - приводной барабан; 7 - скребок.
Гидромуфта предохранительная водоэмульсионная унифицированная ГПВ-400У предназначена для передачи крутящего момента от электродвигателя к редуктору в приводах скребковых конвейеров, струговых установок и погрузочных машин, для обеспечения защиты редуктора, тяговой цепи, приводного электродвигателя от перегрузок, плавного запуска и согласованной работы электродвигателей многоприводных систем.
Гидромуфта пуско-предохранительная водоэмульсионная унифицированная ГПП-400У предназначена для передачи вращающего момента от электродвигателя к редуктору в приводах ленточных конвейеров 2ЛТ80, 2ЛТ/80У, 2ЛТП/80У и др.
В обозначении ГПВ-400У буквы и цифры означают: Г - гидромуфта, П - предохранительная, В - водоэмульсионная, 400 - активный диаметр, У - унифицированная.
Гидромуфта ограничивает момент при пуске и торможении машин, позволяет равномерно распределять нагрузку между отдельными приводами, обеспечивает согласованную работу электродвигателей многоприводных систем, обеспечивает плавный пуск конвейера вхолостую и под нагрузкой, ограничивая ускорение ленты и устраняя при этом опасные динамические усилия в ней. Во всех режимах гидромуфта защищает электродвигатель конвейера от перегрузок.
Область применения: в подземных выработках угольных и сланцевых шахт всех категорий, опасных по газу (метану) и угольной пыли.
Условия эксплуатации:
Þ температура окружающей среды, °С от 1 до 35;
Þ относительная влажность воздуха, % 98±2;
Устройство: гидромуфты состоят из корпуса турбины, насосного колеса, турбинного колеса, выполненного из алюминиевого сплава. Соединение гидромуфты с валом электродвигателя осуществляется полумуфтой и кулаками насосного колеса через резиновый вкладыш. Турбинное колесо жестко соединено с шлицевой ступицей и центрируется относительно насосной части с помощью радиальных шарикоподшипников. Соединение с валом редуктора производится через ступицу. Уплотнение подшипников от рабочей и окружающей среды осуществляется манжетами. Уплотнение неподвижных соединений осуществляется специальными резиновыми кольцами. Для ограничения крутящего момента при перегрузках в гидромуфтах имеются местные сопротивления, выполненные в виде порога.
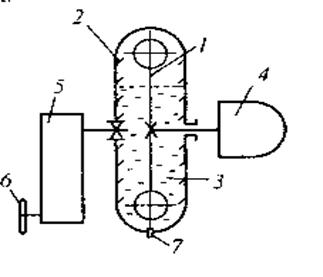
Рисунок 4.
Принципиальная схема
1- насосное колесо; 2 - турбинное колесо; 3 эмульсия; 4 - электродвигатель; 5 - редуктор; 6 - приводная звездочка конвейера; 7 - предохранительная плавкая пробка.
В гидромуфтах применена трехступенчатая тепловая защита. Первая и вторая ступени выполнены в виде защитных пробок с плавкими вставками. Третья ступень защиты (аварийная) в гидромуфте ГПВ-400 выполнена в виде местного ослабления, предусмотренного в корпусе турбины и предназначенного для безопасной разгерметизации гидромуфт при отказе или загрублении первых двух ступеней защиты. В гидромуфте ГПП-400У аварийная защита по давлению выполнена в виде разрывной мембраны, установленной на втулке. Место соединения втулки и мембраны уплотнено кольцом. Аварийная защита служит для предотвращения от механического разрушения корпусных деталей гидромуфты при образовании в полости высокого давления.
Натяжные станции (концевые), располагаемые в хвосте конвейера, могут быть выполнены с передвижной или неподвижной концевой секцией, с винтовым или гидравлическим натяжным механизмом. Однако такое расположение натяжной станции неудобно по причине того, что контроль провисания цепи осуществляется в голове конвейера. Поэтому у ряда типов конвейеров, особенно у передвижных, предусмотрено натяжение цепи приводом. Один конец цепи стопорят специальными зацепами и короткими толчками реверсированного двигателя производят натяжение цепи. От обратного вращения привод удерживается храповым механизмом, встроенным в редуктор или закрепленным на конце приводного вала.
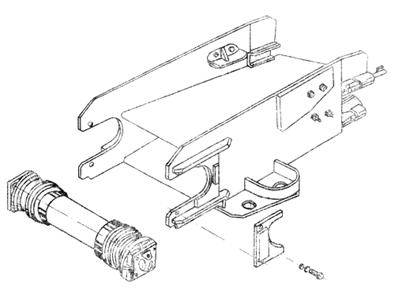
Рис.5
Концевая станция
Крепление скребкового конвейера в выработке
Приводная станция крепится четырьмя клиновыми стойками и четырьмя анкерами, а концевая станция – двумя стойками и двумя анкерами.
Четыре клиновые стойки устанавливаются в специальные места (лапы) на приводной головке с наклоном в 600 в сторону концевой головки и распираются в кровлю выработки. А на концевой головке устанавливаются две стойки, только с наклоном в сторону приводной головки. Анкера длиной не менее 1,2 м. – это дублирующее крепление, устанавливаются в почву
Рис.6
Схема крепления приводной станции
Рис.7
Схема крепления концевой станции
Крепление производится согласно паспорту крепления, разработанному шахтой, в зависимости от горно-геологических условий. При этом используются следующие рекомендации:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
