


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1) Пробурите в почве выработки по разметке или через отверстия в металлоконструкциях гнезда под анкера.
2) Пропустите анкера через отверстия металлоконструкций и утопите до отказа. При установке привода на подставке, анкера установите на некотором расстоянии от нее и закрепите привод посредством анкерной цепи, продетой через раму привода. Анкерная цепь должна надежно охватить анкера под головками и не иметь слабины. Удаление слабины производится перекручиванием цепи. Для крепления концов анкерной цепи используйте специальные соединительные звенья, входящие в комплект принадлежностей конвейера;
3) Установите стойки. Рекомендуемая схема расположения анкеров и стоек приведена на рис. 4. При слабых почвах (менее 6 по шкале проф. Потодьяконова) в паспортах крепления должны предусматриваться дополнительные меры крепления.
Закрепление концевых частей конвейера должно соответствовать паспорту крепления и инструкции конвейера.
6. Контрольные вопросы для самопроверки
6.1. Для чего и где применяют скребковые конвейеры?
6.2. Основные узлы скребковых конвейеров.
6.3. Привод скребковых конвейеров.
6.4. Назначение и принцип действия гидромуфты.
6.5. Концевая станция.
6.6. ПЭ и ПБ скребковых конвейеров.
7.Список литературы
Литература: [О2]; С. 70-77, [О3]; 28-42
Практическая работа №2
«Ленточные конвейеры»
Цель работы – уметь:
- осуществлять монтаж и наладку горнотранспортного оборудования;
-контролировать и анализировать регулировку смазки и технического осмотра оборудования, машин, механизмов;
-контролировать соблюдения ПБ и ПЭ оборудования и машин (ПК 1.3)
Пояснение к работе.
В результате практических работ обучающихся должен:
знать:
-устройство, принцип действия, условия применения и правила эксплуатации участкового и магистрального транспорта;
-основные сведения о подготовке к эксплуатации и ремонте горнотранспортного оборудования;
-алгоритмы и методы расчета эксплуатационных характеристик ленточных конвейеров, условия применения, принцип действия, устройство и правила эксплуатации рудничного транспорта;
уметь:
-производить эксплуатационные расчеты различного горно-транспортного оборудования в различных горно-геологических и горнотехнических условиях;
-обосновывать выбор применяемого горнотранспортного оборудования;
3.Оснащение занятия
3.1. Модель ленточного конвейера.
3.2. Инструкция для проведения практической работы.
3.3. Плакаты.
4. Задание:
4.1. Начертить кинематическую схему ленточного конвейера.
4.2. Перечислить основные части ленточного конвейера.
4.3. Начертить сечение ленты, дать краткие сведения о конструкции лент, указать марки лент наиболее широко применяемых в угольных шахтах.
4.4. Назвать способы соединения концов лент.
4.5. Сообщить основные сведения о натяжных устройствах ленточных конвейеров, проиллюстрировать эскизами.
5. Предварительная подготовка
5.1. Общее устройство, типы и области применения
Ленточные конвейеры (рис.1) являются наиболее распространенным средством непрерывного транспорта благодаря высокой производительности, большой длине транспортирования, высокой надежности, простоте конструкции и эксплуатации. Ленточные конвейеры широко используются для перемещения насыпных и штучных грузов во всех отраслях промышленности и сельского хозяйства, при добыче полезных ископаемых, в металлургическом производстве, на складах и в портах в качестве элементов погрузочных и перегрузочных устройств и технологических машин. Ленточные конвейеры обеспечивают высокую производительность (до 30000 т/ч) независимо от длины установки со скоростью транспортирования до 6,3 м/с.
На верхней ветви ленты перемещается транспортируемый груз, она является грузонесущей (рабочей), нижняя ветвь является холостой (нерабочей). На всем протяжении трассы лента поддерживается роликоопорами верхней и нижней ветвей, в зависимости от конструкции которых лента имеет плоскую или желобчатую форму.
Для обеспечения устойчивого положения груза на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза о ленту в покое, т. к. во время движения лента на роликоопорах встряхивается и груз сползает вниз. На конвейерах, имеющих наклонный участок, обязательно устанавливается тормоз.

Рисунок 1.
Ленточный телескопический конвейер 1Л80 относится к полустационарным установкам. Он предназначен для транспортирования угля крупностью до 300мм по горизонтальным и слабонаклонным прямолинейным в плане горным выработкам с углом наклона от -3 до +6 в шахтах, опасных по газу или пыли.

Рисунок 2. Кинематическая схема ленточного конвейера 1Л80.
1- лента; 2, 3 – приводные барабаны; 4 – двигатель; 5 – редуктор; 6 – натяжной барабан; 7 – канатный полиспаст; 8 – гидродатчик натяжения ленты; 9 – электрическая лебедка.
Основное применение – транспортирование угля в выработках, примыкающих у очистному забою, в комплекте с телескопическим ленточным конвейером, надвижным перегружателем или скребковым конвейером.
Соединение всех элементов линейной секции – безболтовое, легкоразборное.
5.2. Элементы конвейеров
Конвейерная лента. Грузонесущим и тяговым элементом ленточного конвейера является бесконечная вертикально замкнутая гибкая прорезиненная лента, (это самый дорогой и самый недолговечный элемент конвейера.
Типоразмер ленты выбирают по характеристике транспортируемого груза и окружающей среды, прочности по расчетному натяжению и производительности.
а. б.
Рисунок 3. Основные типы конвейерных лент: а— тканевая; б — резинотросовая.
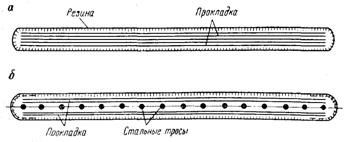
Рисунок 4. Сечение конвейерных лент.
Конвейерные ленты с тканевой основой (рис.3, а) состоят из каркаса, воспринимающего основные нагрузки на ленту, и обкладок, защищающих каркас от механических повреждений. Каркас представляет собой многослойную конструкцию, состоящую из нескольких слоев тканевых прокладок (толщиной 1,2…1,5 мм), связанных между собой тонкими резиновыми прослойками толщиной 0,2—0,3 мм. Толщина верхней обкладки составляет 3-6 мм, нижней 1-3 мм. Тканевые прокладки делаются из капрона, лавсана, анида, иногда из комбинированных тканей, сотканных из синтетических и хлопчатобумажных нитей.
Обкладки выполняют из резины или поливинилхлорида. Толщина верхней обкладки (на которой лежит груз) больше, чем нижней. Прочность тканевых конвейерных лент характеризуют разрывным усилием (Н/мм) одной прокладки, отнесенным к 1 мм ее ширины. Запас прочности на растяжение тканевых лент 8,5-10.
Мощные конвейеры оборудуют конвейерными лентами с основой из тросов (рис.3, б). Каркас этих лент состоит из одного слоя стальных тросов диаметром 2,5—10 мм в количестве до 160 штук. Резиновые обкладки служат для защиты тросов от механических повреждений и коррозии. Запас прочности на растяжение резинотросовых лент 6,5—8,5.
Для конвейеров, используемых на горных предприятиях, принят следующий ряд лент по ширине: 800; 1000; 1200; 1400; 1600; 1800; 2000; 2500; 3000 мм.
В связи с тем, что заводами выпускаются ленты отрезками длиной не более 300 м, при монтаже приходится соединять концы для образования бесконечной ленты. Соединение концов производят как в мастерской, так и непосредственно на конвейере. К соединениям предъявляют требования возможно малого ослабления ленты в месте стыка, отсутствия заметного утолщения, сохранения гибкости стыка и долговечности (рис.5).
В некоторых случаях для соединения концов применяют шарнирные металлические скобы, крючки или соединение внахлестку заклепками. Прочность и долговечность таких соединений невелика. Наилучшие результаты дает соединение горячей или холодной вулканизацией. Длина стыка как многопрокладочных, так и резинотросовых лент должна быть на 200—400мм больше ширины ленты. Горячая и холодная вулканизация применяется также при профилактическом ремонте поверхности ленты.

Рисунок 5. Способы соединения лент.
Опорные устройства. Роликовый став ленточного конвейера предназначен для поддержания грузовой и порожняковой ветвей конвейерной ленты и для направления ее движения.

Рисунок 6. Секция роликоопор
К роликоопорам предъявляются следующие требования:
![]() удобство при установке и эксплуатации; малая стоимость;
удобство при установке и эксплуатации; малая стоимость;
![]() долговечность;
долговечность;
![]() малое сопротивление вращению;
малое сопротивление вращению;
![]() обеспечение необходимой устойчивости и желобчатости ленты во время движения.
обеспечение необходимой устойчивости и желобчатости ленты во время движения.
По расположению на конвейере роликоопоры классифицируют на верхние:
![]() прямые – для плоской формы ленты при транспортировании штучных грузов;
прямые – для плоской формы ленты при транспортировании штучных грузов;
![]() желобчатые – для желобчатой формы ленты (для сыпучих грузов) на двух, трех и пяти роликах;
желобчатые – для желобчатой формы ленты (для сыпучих грузов) на двух, трех и пяти роликах;
нижние:
![]() прямые однороликовые (рис. 7, а) (сплошные цилиндрические и дисковые);
прямые однороликовые (рис. 7, а) (сплошные цилиндрические и дисковые);

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
