


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() – число измерений данного ряда.
– число измерений данного ряда.
![]() , где
, где ![]() - погрешность отдельного измерения,
- погрешность отдельного измерения,
![]() - результат отдельного измерения,
- результат отдельного измерения, ![]() - среднее арифметическое из результатов измерений.
- среднее арифметическое из результатов измерений.
Предельная погрешность ![]() равна утроенной средней квадратической погрешности:
равна утроенной средней квадратической погрешности: ![]() (5)
(5)
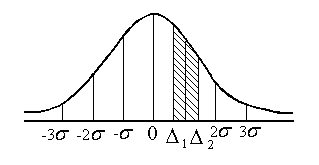
Рисунок 1- Кривая нормального распределения
На рисунке 1 показана кривая нормального распределения. По оси абсцисс отложены погрешности, а по оси ординат - соответствующие им частоты. Площадь ограниченная кривой и осью абсцисс, всегда принимается равной единице в выбранном масштабе изображения. Т. к. оси кривой всегда уходят в бесконечность, не пересекаясь с осью абсцисс, то в пределах всегда располагается 0,997 всей площади, ограниченной кривой, т. е. вероятность получения погрешностей, выходящих за пределы ![]() равна 0,003 или 0,3 %. В общем случае, вероятность получения отклонений в пределах от до определяется величиной площади кривой в заданных пределах. Для вычисления этой площади составлены таблицы Ф(z) (функция Лапласа), в которой указаны площади в любых интервалах:
равна 0,003 или 0,3 %. В общем случае, вероятность получения отклонений в пределах от до определяется величиной площади кривой в заданных пределах. Для вычисления этой площади составлены таблицы Ф(z) (функция Лапласа), в которой указаны площади в любых интервалах: 
Площадь от![]() до
до![]() равна
равна  (6)
(6)
На практике пользуются готовыми таблицами значений допускаемых погрешностей ![]() . Допускаемые погрешности измерения
. Допускаемые погрешности измерения ![]() при приёмочном контроле на линейные размеры до 500мм устанавливаются ГОСТ 8.051 - 81. Погрешности измерения приняты равными 20- 35% от допуска на изготовление детали и являются наибольшими допускаемыми, включающими - погрешности от средств измерения, установочных мер, температурных деформаций, измерительных усилий, базирования детали. ГОСТ устанавливает зависимость между номинальным размером детали, её допуском на изготовление, квалитетом и
при приёмочном контроле на линейные размеры до 500мм устанавливаются ГОСТ 8.051 - 81. Погрешности измерения приняты равными 20- 35% от допуска на изготовление детали и являются наибольшими допускаемыми, включающими - погрешности от средств измерения, установочных мер, температурных деформаций, измерительных усилий, базирования детали. ГОСТ устанавливает зависимость между номинальным размером детали, её допуском на изготовление, квалитетом и ![]() .
.
2 Классы точности средств измерения и выбор средств измерения
При повседневном измерении повышенная точность не всегда нужна. Информация о возможной инструментальной погрешности измерения содержится в указаниях класса точности СИ. В ГОСТе есть примечание: "Класс точности СИ характеризующих свойства в отношении точности, но не является непосредственным показателем точности измерения, выполняемого с помощью этого средства".
Обозначения класса точности наносят на циферблат, щитки и корпуса СИ в виде букв латинского алфавита: М, С, L или римских цифр (I, II, III и т. д.)
Правильный выбор средств измерения имеет важное значение для обеспечения требуемой точности измерения. На предприятии в выборе средств измерения принимают участие конструкторская, технологическая и метрологическая службы:
- конструкторская служба назначает допускаемые отклонения на размер детали;
- технологическая служба выбирает конкретные измерительные средства;
- метрологическая служба оценивает правильность выбранных СИ.
При выборе средств измерения необходимо помнить:
- диапазон измерения ИС должен превышать допуск на изготовление детали;
- погрешности СИ (паспортные данные) должна быть меньше на 20 - 50% допустимой погрешности ![]() .
.
- температурный режим условий эксплуатации, класс концевых мер для настройки прибора, положение прибора при измерении должны соответствовать паспортным данным.
3 Влияние погрешностей измерений на результаты разбраковки
Погрешности измерения не должны нарушать взаимозаменяемости изделий и ухудшать их качество. Однако, из-за погрешности измерения ![]() часть деталей, принятых как годные, окажутся бракованными (m,%), а часть забракованных деталей - годными (n,%). Значение параметров m и n могут быть определены при композиционном вероятностном решении задачи от совместного действия следующих факторов: распределения размеров деталей и погрешности измерения в области границ поля допуска детали и относительной погрешности
часть деталей, принятых как годные, окажутся бракованными (m,%), а часть забракованных деталей - годными (n,%). Значение параметров m и n могут быть определены при композиционном вероятностном решении задачи от совместного действия следующих факторов: распределения размеров деталей и погрешности измерения в области границ поля допуска детали и относительной погрешности

где ![]() среднее квадратичное отклонение погрешности измерения, a
среднее квадратичное отклонение погрешности измерения, a ![]() допуск измеряемой детали. При этом может быть решена задача о вероятностно предельной величине
допуск измеряемой детали. При этом может быть решена задача о вероятностно предельной величине ![]() - выхода размера за предельные размеры у неправильно принятых деталей.
- выхода размера за предельные размеры у неправильно принятых деталей.
В ГОСТ 8.051 - 81 приведены графики, определяющие m, n и c в зависимости от ![]() и
и ![]() ,(
,(![]() - среднеквадратическое отклонение погрешности изготовления детали). Рекомендуется принимать значения m, n и с в зависимости от
- среднеквадратическое отклонение погрешности изготовления детали). Рекомендуется принимать значения m, n и с в зависимости от ![]() из таблицы № 1.
из таблицы № 1.
Т а б л и ц а № 1 - Предельные значения параметров разбраковки (ГОСТ 8.05 – 81)
квалитеты |
| m % | n % | c % |
18 16-17 14-15 12-13 10-11 8-9 2-7 | 1,6 7 5 8 10 12 16 | 0,37-0,39 0,87-0,90 1,6-1,7 2,6-2,8 3,1-3,5 3,75-4,4 5,0-5,4 | 0,7-0,75 1,2-1,3 2,0-2,25 3,4-3,7 4,5-4,75 5,4-5,8 7,8-8,25 | 0,01 0,03 0,06 0,1 0,14 0,17 0,25 |
Конструкторская служба назначает допускаемые отклонения на размер детали, учитывая варианты установления приёмочных границ (размеров деталей, по которым производится их контроль) и возможное количество неправильно принимаемых деталей m%.
Для конструктора возможны варианты установочных приемочных границ.
В основном варианте приемочные границы могут совпадать с границами поля допуска детали ![]() , что показано на рис З. З.
, что показано на рис З. З.
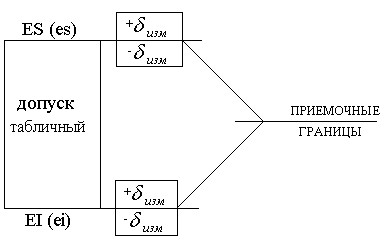
Рисунок 2 - Основной вариант назначения приемочных границ.
Если приемочные границы совпадают с нормируемыми значениями контролируемого размера, влияние погрешности измерения учитывается конструктором при выборе номера квалитета и вида посадки. Конструктор должен выбрать такие квалитет и вид посадки, при которой возможные предельные выходы размера за границы допуска не влияли бы на эксплуатационные характеристики посадки.
Этот вариант назначения приемочных границ, совпадающих с границами поля допуска детали, является наиболее предпочтительным, как в отечественной практике, так и в зарубежной. В этом варианте влияние, погрешностей измерения признается допустимым.
Если влияние погрешностей измерения признается существенным и переход на более точный квалитет или другой вид посадки оказывается невозможным, то конструктор должен принять решение о введении производственного допуска ![]() , который позволяет уменьшить влияние погрешности измерения, одновременно сместив приемочные границы внутрь поля допуска детали.
, который позволяет уменьшить влияние погрешности измерения, одновременно сместив приемочные границы внутрь поля допуска детали.
При введении производственного допуска возможны два варианта назначения приемочных границ:
- точность технологического процесса неизвестна. В этом случае предельные отклонения уменьшаются у каждой границы поля допуска детали на половину допускаемой погрешности измерения (7) (рисунок 3)
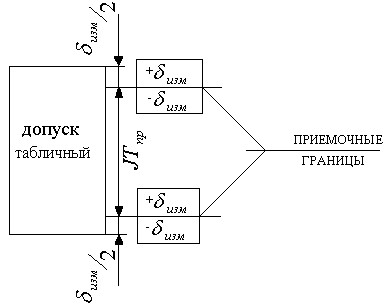
JTпр = JT – дизм (7)
Рисунок 3 - Точность технологического процесса неизвестна.
- точность технологического процесса известна. В этом случае предельные отклонения уменьшаются у каждой границы поля допуска детали на величину параметра "C". (8) (рисунок 4)
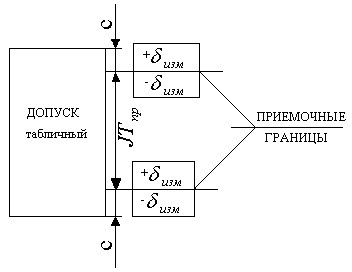
JT = JT – 2C (8)
Рисунок 4 - Точность технологического процесса известна.
Производственный допуск следует назначать в исключительных случаях. Размеры, по которым этот допуск вводится, на чертеже обозначается буквой (например, М.) В технических требованиях оговаривается следующий текст:
"При измерении размера "М" должен вводиться производственный допуск:
размер должен быть не более… и не менее...мм."

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
