

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
10.1. Анализ условий и режимов эксплуатации крана (характер работ, выполняемых краном, время работы и количество циклов в смену, наличие агрессивной среды, температура окружающей среды, возможность перегрузки в зависимости от выполняемых работ и т. п.) и соответствие их паспортным данным осуществляется на основании изучения записей в паспорте, вахтенном журнале, проектов производства работ, справки о характере работ, выполняемых краном, устных опросов обслуживающего персонала и изучения особенностей производства, на котором используется кран.
10.2. Справка о характере работ, выполняемых краном составляется заказчиком (работодателем) в произвольной форме и должна содержать следующие сведения:
- режим эксплуатации крана;
- вид грузозахватного устройства;
- пробег крана за время эксплуатации;
- данные о наработке в мото-часах;
- характеристика работ и грузов (в том числе их массы), которые поднимаются краном;
- возможность перегрузки в зависимости от выполняемых работ;
- наличие агрессивной среды в местах производства работ краном;
- температурные условия работы крана;
- сведения об отказах, повреждениях, авариях и т. д..
11. РАЗРАБОТКА ПРОГРАММЫ РАБОТ ПО ЭКСПЕРТНОМУ ОБСЛЕДОВАНИЮ
11.1. Программу работ по экспертному обследованию в соответствии с требованиями разрабатывает экспертная организация в соответствии с требованиями настоящей Методики с учетом причин проведения обследования в соответствии с пунктом 4.1, особенностей и специфики эксплуатации крана.
11.2. Программой работ по экспертному обследованию должно предусматриваться следующее:
- подбор необходимых средств измерительной техники, испытательного оборудования, стандартных образцов, а также нормативно-правовых актов, организационно-методических и нормативных документов, необходимых для проведения экспертного обследования;
- сбор, обобщение и анализ имеющейся на начало работ информации о надежности кранов, а также кранов аналогичного вида или конструктивного исполнения (в том числе приобретенных за границей);
- определение мест контроля (несущих элементов металлических конструкций, мест сопряжений и соединений и т. д.) в зависимости от особенностей конструкции крана;
- составление схем расположения мест ультразвуковой толщинометрии, неразрушающего контроля сварных соединений металлоконструкций;
- демонтаж и разборка (при участии заказчика) отдельных частей крана в объеме, достаточном для определения их технического состояния, а также поиска места и определения причин отказа (неисправности);
- порядок проведения в соответствии с требованиями настоящих методических указаний и руководства по эксплуатации испытаний составных частей, комплектующих изделий, материалов (при необходимости), а также испытаний крана в целом (без нагрузки, статическое и динамическое) с указанием положений стрелы в вертикальной плоскости и относительно продольной оси крана, способа подвешивания дополнительного груза (при статических испытаниях) и мер безопасности при выполнении этой операции;
- прогнозирование технического состояния крана на продолжаемый срок безопасной эксплуатации и подготовка решения об условиях и срока его дальнейшей безопасной эксплуатации с учетом режима эксплуатации, определением мероприятий по обеспечению безопасной эксплуатации крана на продолжаемый срок, а также потребности в проведении ремонта, реконструкции или выводе из эксплуатации;
- подготовка по результатам проведенных работ отчетов, актов, расчетов, протоколов и др..
11.3. Программа работ по экспертному обследованию должна разрабатываться на каждый кран.
В зависимости от выявленных при обследовании повреждений, дефектов и отказов программа работ по экспертному обследованию может корректироваться.
12. ПРОВЕДЕНИЕ ОСМОТРА КРАНА
12.1. Общие требования
12.1.1. Осмотр крана проводится с целью проверки технического состояния составных частей и крана в целом и может состоять из следующих этапов:
- проведение осмотра металлических конструкций и неразрушающего контроля;
- проведение осмотра механизмов;
- проведение осмотра гидравлического и пневматического приводов;
- проведение осмотра электрооборудования;
- проведение осмотра приборов и устройств безопасности, сигнализации.
12.1.2. Проведение осмотра осуществляется визуально, измерениями с использованием инструментов, приборов и оборудования, рекомендованный перечень которого приведен в приложении 4, а при необходимости пользуются другими методами неразрушающего контроля.
12.2. Проведение осмотра металлических конструкций.
12.2.1. Проверке подлежат такие металлические конструкции крана:
- выносные опоры (выдвижная, поворотная или откидная балка, гидроцилиндр и его крепление, резьба винтовой опоры);
- опорная рама или другая опорная конструкция (накладная в автомобильных кранах, рама шасси автомобильного типа, ходовая (центральная) рама в железнодорожных, гусеничных и пневмоколесных кранов – зоны соединения поперечных и продольных балок, крепления опорно-поворотного устройства, крепления трансмиссии и насосной станции, узлов подрессоривания мостов);
- поворотная платформа (зоны соединения поперечных и продольных балок, стойка стрелы, зоны соединения с опорно-поворотным устройством, кронштейны пяты стрелы, гидроцилиндра подъема стрелы, зоны крепления механизмов и силовой станции, двуногая стойка)
- стрела телескопическая (сварные швы стенок и полок, зоны опирания секций друг на друга, головка стрелы, пята, все секции, кронштейн крепления гидроцилиндра подъема стрелы);
- стрела решетчатая (пояса, раскосы, перекладины, их соединения, стыки секций, все секции, головка стрелы, пятая)
- стрела коробчатая железнодорожных кранов (сварные швы стенок и полок, головка стрелы, пята, кронштейн крепления блоков полиспаста подъема стрелы);
- удлинитель, рожок, башенно-стреловое оборудование (те же элементы, что у стрел);
- кожухи, кабина, лестницы, площадки и другие не несущие элементы металлических конструкций.
12.2.2. Осмотр металлических конструкций крана осуществляется, чтобы выявить следующее:
- усталостные трещины в элементах металлоконструкций, их сварных соединениях и околошовной зоне;
- дефекты сварных швов;
- ослабление болтовых и заклепочных соединений;
- износ шарнирных соединений;
- деформации металлоконструкций (скручивание стрел и их секций, избыточный прогиб и несоосность секций телескопических стрел, несоосность секций решетчатых стрел и их скручивания, деформации кронштейнов гидроцилиндров, стоек и кронштейнов пяты стрелы, деформации и скручивания опорной рамы и поворотной платформы, выносных опор и т. д.) и их элементов (раскосов и поясов решетчатых конструкций, стенок и поясов коробчатых стрел, элементов рам и т. п.);
- местные повреждения элементов (вмятины, разрывы, изломы и т. п.);
- разрушение или уменьшение сечения элементов вследствие коррозии;
- разрушение или вздутие элементов замкнутого сечения вследствие замерзания в них воды;
- расслоение металла.
12.2.3. Внешними признаками наличия трещин могут быть подтеки ржавчины, выходящие на поверхность металла, шелушение лакокрасочного покрытия.
12.2.4. Места возможного наличия трещин должны быть очищены от коррозии, смазочных материалов, лакокрасочных покрытий и зачищены до металлического блеска стальной щеткой или другим способом.
При очистке не допускается ударять по сварным швам молотком или зубилом, оставлять вмятины или зарубки на наплавленном и основном металле.
В сомнительных случаях соответствующий участок металла или шва зачистить шлифовальным кругом, напильником, шкуркой и протравить.
12.2.5. При проверке необходимо учитывать, что усталостные трещины
возникают в местах концентраторов напряжений. К типичным концентраторам относятся следующие:
- элементы с резким перепадом сечений (рис. 1);
- места окончания накладок, диафрагм, косынок, ребер, ушек и т. д. (рис. 2);
- отверстия с необработанными кромками, прожженные, заваренные и т. д. (рис. 2);
- места сближения (менее 50 мм) и пересечения сварных швов и их окончания, прерывистые швы (рис. 3);
- перепад в толщинахлистов стыкуются (рис. 4);
- места прикрепления раскосов, связей, косынок к поясам (рис. 5);
- швы, расположенные перпендикулярно к усилиям в элементе;
- технологические дефекты сварных швов: наплывы, натеки, подрезы, прожиги, незаваренные кратеры, непровары, несплавления, пористость, перерывы в швах, резкие переходы от наплавленного металла к основному, нарушение формы швов с выпуклостью, по равномерности выпуклости и т. д..
12.2.6. При осмотре участков металлоконструкций, которые ремонтировались с применением сварки, особое внимание следует обращать на состояние металла сварного шва и околошовной зоны шириной от 20 мм до 30 мм по обе стороны шва.
12.2.7. Визуальный контроль сварных соединений осуществляется в соответствии с требованиями СТБ 1133-98. Контроль проводится с применением оптических средств (6-10 – кратная лупа). Сварные соединения такому контролю подлежат в объеме 100%.
12.2.8. В случае выявления во время визуального осмотра повреждений, дефектов или их признаков, или если возникли сомнения по поводу сварного соединения, а также для уточнения наличия и границ трещины подозрительные участки металлоконструкции и сварных соединений должны быть подвергнуты контролю с применением одного из методов неразрушающего контроля: ультразвуковым, капиллярным, магнитопорошковый т. п.

Рисунок 1.
Рисунок 2.
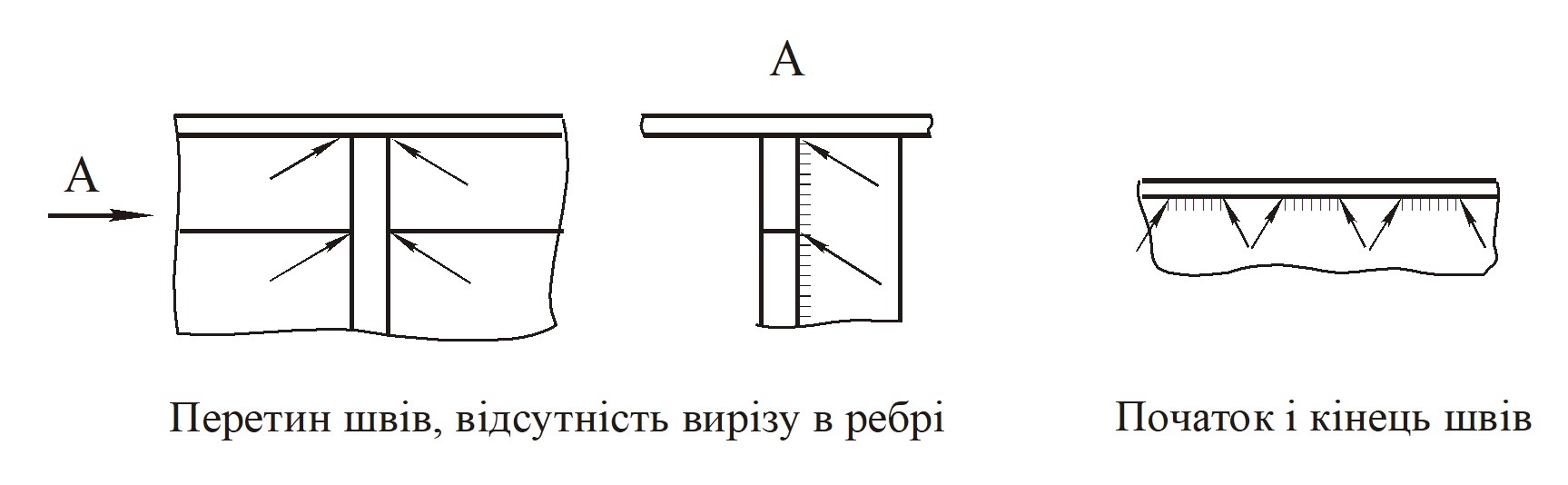

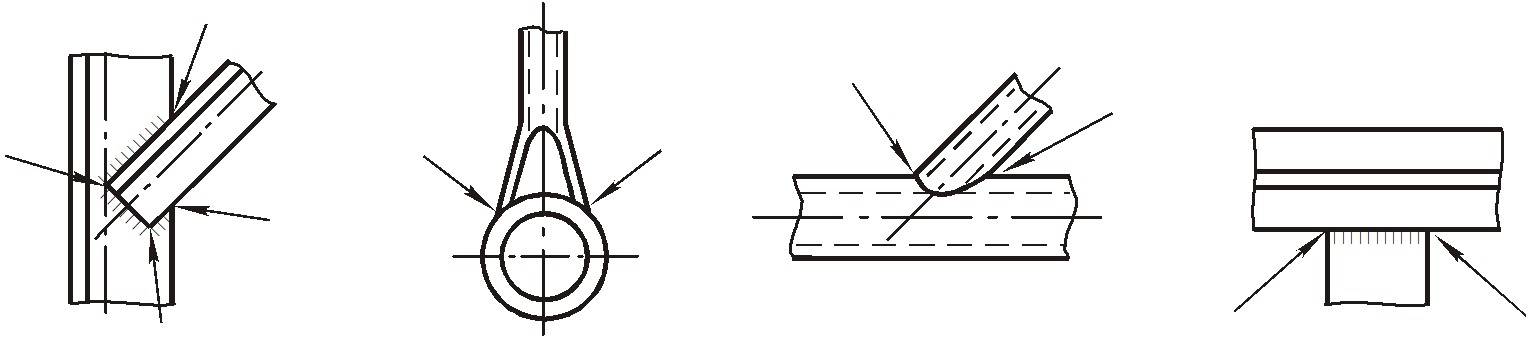
Рисунок 3.
Рисунок 4.
Рисунок 5.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
