

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Величину ![]() определим согласно [12] по выражению:
определим согласно [12] по выражению:
![]() ,
,
где ![]() - коэффициент внешней динамической нагрузки, значение которого найдено для равномерного режима нагружения [12];
- коэффициент внешней динамической нагрузки, значение которого найдено для равномерного режима нагружения [12];
![]() - максимальное значение крутящего момента, соответствующего заданным условиям прокатки;
- максимальное значение крутящего момента, соответствующего заданным условиям прокатки;
![]() - момент прокатки, определенный для заданных условий прокатки (см. п. 2.2).;
- момент прокатки, определенный для заданных условий прокатки (см. п. 2.2).;
![]() - передаточное число редуктора, установленного в главном приводе, соответственно (см. п. 2.1).
- передаточное число редуктора, установленного в главном приводе, соответственно (см. п. 2.1).
Согласно [2, 5], проверим соответствие значения контролируемого параметра ![]() его предельному справочному значению
его предельному справочному значению ![]() по условию (2.31), и установим вид состояния муфты на исследуемый момент времени по критерию несущей способности:
по условию (2.31), и установим вид состояния муфты на исследуемый момент времени по критерию несущей способности:
![]() .
.
Поскольку условие работоспособности (2.33) выполняется, вид технического состояния муфты по критерию несущей способности (параметру![]() ) признается как «работоспособное».
) признается как «работоспособное».
Коэффициент запаса надежности муфты на рассматриваемый момент времени по условию (2.34) будет равен:
![]()
Таким образом, в заданных условиях работы механизма качания работоспособность муфты по критерию несущей способности обеспечена: она находится в работоспособном состоянии почти с четырехкратным запасом надежности по величине контролируемого параметра - передаваемого крутящего момента![]() .
.
3 РАСЧЕТ СМАЗОЧНОГО МАТЕРИАЛА и выбор системы смазки для оборудования рабочей клети №1 стана 2000 холодной прокатки
3.1 Выбор марки смазочного материала в узел трения «зубчатое зацепление»
Данные для расчета
Длина шестеренного валка, мм | 520 |
Материал шестеренных валков | Сталь 18X2H2M |
Твердость поверхности зубьев | НВ=210…260 |
Межцентровое расстояние, мм | 700 |
Ширина зубчатого венца, мм | 582 |
Частота вращения, об/мин | 0/402/1350 |
Определение необходимой вязкости минерального масла для стальных зубчатых передач производится по графику в зависимости от параметра х :
![]()
где НV – твердость по Виккерсу, МПа;
рmax – максимальное нормальное контактное напряжение, МПа;
х – окружная скорость, м/с.
Для нахождения твердости по Виккерсу, зная значение твердости по Роквеллу, можно пользоваться зависимостью:
![]()
В данном случае твердость поверхности зубьев 210 НВ соответствует 19 HRC.
HV=1.86*![]()
![]()
Наибольшее нормальное контактное напряжение равно:
![]()
где b – ширина зубчатого венца, м;
Мк =562кН*м - крутящий момент на колесе;
к – коэффициент, равный 1,3…1,5 (меньшее значение следует выбирать при расположении колес на валах, близком к симметричному).
![]()
Найдем окружную скорость х:
![]()
где d – диаметр делительной окружности колеса, м;
n – частота вращения колеса, об/м.
v=![]()
![]()
Находим параметр х:
x=![]()
![]()
Значению параметра х=161.7 соответствует значение кинематической вязкости
![]()
Найдем значения кинематической вязкости при температуре 40 єС.
n=(1+![]()
![]()
![]()
![]() .
.
Т. к контактные нормальные напряжения ![]()
![]() ,то
,то
на основании проведенных расчетов принимаем минеральное масло без присадок И-Т-С -140 ТУ-38.1011337-90.
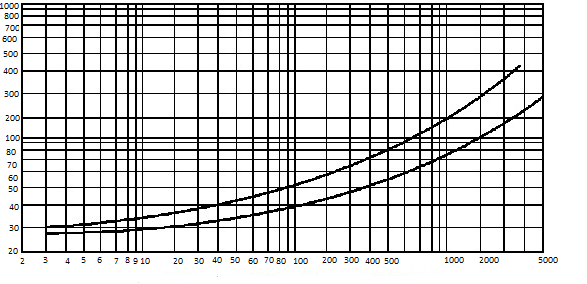
Рисунок 3.1 - Зависимость вязкости минерального масла от параметра х
3.2 Выбор марки смазочных материалов для зубчатой муфты
В зубчатых муфтах наиболее эффективно применение высоковязких минеральных масел, но трудности по обеспечению герметичности в процессе эксплуатации зубчатых муфт побуждает применять ПСМ, а так же битумные композиции, рекомендуемые для открытых зубчатых передач.
Для смазки зубчатых муфт примем марку смазочного материала: Графитная Ус-А ГОСТ 3333-79.
Свойства графита были описаны выше.
Температурный диапазон Графитная Ус-А -30…+60°C.
3.3 Выбор марки смазочного материала для подшипников качения рабочих валков
На рабочих валках установлены подшипники М270400:
D = 180 мм; d = 120 мм; Т = 109 мм.
Частота вращения внутреннего кольца подшипника:
n = 30щ/р = 1023 об/мин.
Рабочая температура: tp = 60°С.
Средний диаметр подшипника:
D0 = (d + D) / 2 = (120+180)/2 = 150 мм
По номограмме «а» на рисунке 8.1 [5] из точки, соответствующей D0 = 150 мм, проводим вертикаль до пересечения с линией, обозначающей n = 1023 об/мин.
Получаем вязкость смазочного материала:
ν60 = 8 мм2/с
По номограмме «б» рисунка 8.1 [5] определяем для номинальных температур:
ν40 = 18 мм2/с
ν50 = 13 мм2/с
Из таблицы 1 приложения В [5] выбираем, что для подшипников рабочих валков необходим материал И-12А или по ГОСТ 17479 И-Л-А-22.
На опорных валках установлены подшипники М224700:
D = 600 мм; d = 400 мм; Т = 355 мм.
Частота вращения внутреннего кольца подшипника:
n = 30щ/р = 1023 об/мин.
Рабочая температура: tp = 60°С.
Средний диаметр подшипника:
D0 = (d + D) / 2 = (400+600)/2 = 500 мм
По номограмме «а» на рисунке 8.1 [5] из точки, соответствующей D0 = 500 мм, проводим вертикаль до пересечения с линией, обозначающей n = 1023 об/мин.
Получаем вязкость смазочного материала:
ν60 = 4 мм2/с
По номограмме «б» рисунка 8.1 [5] определяем для номинальных температур:
ν40 = 10 мм2/с
ν50 = 7 мм2/с
Из таблицы 1 приложения В [5] выбираем, что для подшипников рабочих валков необходим материал И-12А или по ГОСТ 17479 И-Л-А-22.
Карта смазывания привода клети №1 стана 2000 х. п
№п/п | Наименование узла | Смазочный материал | Система смазывания | Режим смазывания |
1 | Зубчатая муфта | Графитная Ус-А ГОСТ 3333-79 | Закладная | При ревизии |
2 | Зубчатое зацепление | И-Т-С -140 ТУ -38 101413-78 | Централизованно-циркуляционное | Постоянно |
3 | Подшипник рабочего валка | Mobil», GR-600 XP 320 | масло-воздух | Постоянно |
3.3 Техническая характеристика централизованной системы смазывания ZOS-1300
Центральная система смазки маслом ZOS используется для подачи смазочного масла на редукторы 1-5 и натяжные моталки. Система смазки состоит из следующих основных компонентов:
-Масляный бак с детектором воды, контролем уровня и температуры;
-Схема нагрева с насосом для нагрева, нагревателем и контролем температуры;
-Питающие насосы с фильтрацией, охлаждением, контролем температуры и давления;
-Контроль потребителей.
Вышеупомянутое оборудование работает и управляется с каждой панели ЧМИ на стане (с главного пульта управления, с помещения управления маслоподвалом и т. п.). Система может работать либо в автоматическом либо в ручном режиме через ЧМИ.
Оборудование системы смазки (ZOS) расположено в маслоподвале.
Оборудование расположено непосредственно на устройствах потребителя (полустана, приводная сторона). Все вращающиеся, подвижные и опасные части закрыты. Поэтому переключения на безопасные режимы работы не предусмотрено. Для работы на соответствующем оборудовании питающее напряжение должно быть отключено.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
