

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() - ширина полосы;
- ширина полосы;
![]() - длина очага деформации (рисунок 2.13).
- длина очага деформации (рисунок 2.13).
Для простого случая прокатки (рисунок 2.13) длина очага деформации определяется по формуле [1]:
![]() (2.2)
(2.2)
где ![]() - радиус рабочих валов;
- радиус рабочих валов;
![]() - абсолютное обжатие полосы валками.
- абсолютное обжатие полосы валками.
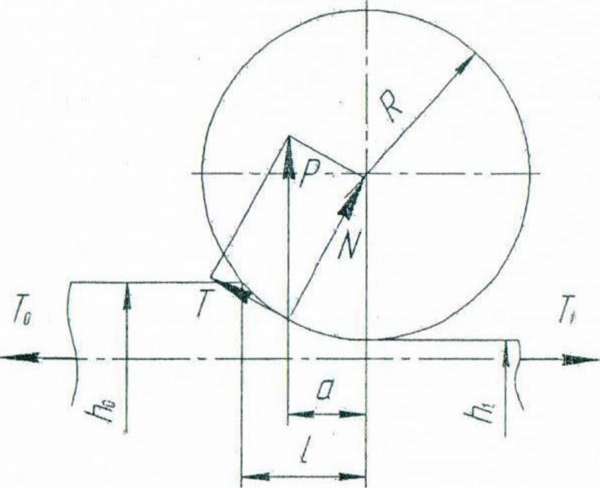
Рисунок 2.13 – К определению усилия прокатки
Среднее удельное давление металла на валки для любого случая прокатки
![]() (2.3)
(2.3)
где![]() - фактическое сопротивление металла деформации при линейном напряженном состоянии;
- фактическое сопротивление металла деформации при линейном напряженном состоянии;
![]() - коэффициент напряженного состояния (учитывает вид напряженного состояния металла при прокатке).
- коэффициент напряженного состояния (учитывает вид напряженного состояния металла при прокатке).
При холодной прокатке сопротивление деформации аА определяют с учетом упрочнения металла в очаге деформации по формуле [1, 8]:
![]() (2.4)
(2.4)
где![]() - предел текучести металла до деформации (на входе в валки);
- предел текучести металла до деформации (на входе в валки);
![]() - предел текучести металла после деформации (на выходе из валков).
- предел текучести металла после деформации (на выходе из валков).
Второй член уравнения (2.3) ![]() может быть определен:
может быть определен:
![]() (2.5)
(2.5)
где ![]() - коэффициент, учитывающий влияние ширины полосы;
- коэффициент, учитывающий влияние ширины полосы;
![]() - коэффициент, учитывающий влияние внешнего трения на контакте металла с валками;
- коэффициент, учитывающий влияние внешнего трения на контакте металла с валками;
![]() - коэффициент, учитывающий влияние внешних зон (ширина полосы);
- коэффициент, учитывающий влияние внешних зон (ширина полосы);
![]() - коэффициент, учитывающий влияние натяжения полосы.
- коэффициент, учитывающий влияние натяжения полосы.
Рассмотрим определение этих коэффициентов.
Коэффициент ![]() в формуле (2.5) зависит от соотношения ширины полосы и длины очага деформации -
в формуле (2.5) зависит от соотношения ширины полосы и длины очага деформации - ![]() . При
. При ![]() , когда имеются благоприятные условия для уширения металла
, когда имеются благоприятные условия для уширения металла ![]() =1. При широком очаге деформации, когда
=1. При широком очаге деформации, когда ![]() > 5,
> 5, ![]() = 1,15 (уширения нет). Для промежуточных значений
= 1,15 (уширения нет). Для промежуточных значений ![]() ,
, ![]() определяется по таблице 2.1.
определяется по таблице 2.1.
Таблица 2.1 - Значения показателя ![]()
| 1 | 2 | 3 | 4 | 5 |
| 1.00 | 1.07 | 1.10 | 1.13 | 1.15 |
Для определения второго члена в уравнении (2.5) – коэффициента ![]() , рассмотрим методику [1], где значение
, рассмотрим методику [1], где значение ![]() определяется в зависимости от условий скольжения металла по поверхности рабочих валков.
определяется в зависимости от условий скольжения металла по поверхности рабочих валков.
Если условия деформации таковы, что
![]() , (2.6)
, (2.6)
то в очаге деформации возникают только зоны скольжения (отставания и опережения) металла по поверхности валка и величина
![]()
 . (2.7)
. (2.7)
Если для заданных условий прокатки неравенство (2.6) не выполняется, то в очаге деформации между зонами скольжения возникает зона прилипания металла к валкам, условия трения металла на контакте резко меняются и коэффициент ![]() определяется из выражения:
определяется из выражения:
 . (2.8)
. (2.8)
В выражениях (2.6), (2.7), (2.8)
![]() - длина очага деформации;
- длина очага деформации;
![]() - средняя по очагу деформации толщина полосы;
- средняя по очагу деформации толщина полосы;
![]() - относительное обжатие полосы при прокатке;
- относительное обжатие полосы при прокатке;
![]() ;
;
![]() - коэффициент, характеризующий условия трения на контакте.
- коэффициент, характеризующий условия трения на контакте.
Значение в зависимости от величины коэффициента трения / можно определить из таблицы 2.2.
Таблица 2.2 - Значения показателя ![]()
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 |
| 8,00 | 2,30 | 0,85 | 0,28 | 0,00 |
Коэффициент ![]() в формуле (2.5) учитывает влияние на
в формуле (2.5) учитывает влияние на ![]() так называемых внешних зон - объемов металла, находящихся до и после очага деформации.
так называемых внешних зон - объемов металла, находящихся до и после очага деформации.
При ![]() < 1, когда прокатывается весьма "высокая" полоса
< 1, когда прокатывается весьма "высокая" полоса
![]() . (2.9)
. (2.9)
При прокатке тонких полос, когда ![]() 1,
1, ![]() =1 и влияние внешних зон не учитывается.
=1 и влияние внешних зон не учитывается.
Коэффициент ![]() в формуле (2.5) учитывает влияние на
в формуле (2.5) учитывает влияние на ![]() натяжения полосы, которое чаще всего применяют при холодной прокатке тонких полос.
натяжения полосы, которое чаще всего применяют при холодной прокатке тонких полос.
Величину ![]() определяют из выражения:
определяют из выражения:
![]()
![]() (2.10)
(2.10)
где![]() - среднее напряжение натяжения;
- среднее напряжение натяжения;
![]() - напряжения заднего и переднего натяжения полосы;
- напряжения заднего и переднего натяжения полосы;
![]() - сопротивление деформации при линейном напряженном состоянии (см. ф.(2.4));
- сопротивление деформации при линейном напряженном состоянии (см. ф.(2.4));
![]() - коэффициент влияния ширины полосы (см. формулу 2.5 и таблицу 2.1).
- коэффициент влияния ширины полосы (см. формулу 2.5 и таблицу 2.1).
Определив ![]() , находим по ф.(2.5) значение
, находим по ф.(2.5) значение ![]() и, учитывая (2.4), по ф.(2.3) найдем значение среднего удельного давления металла на валки
и, учитывая (2.4), по ф.(2.3) найдем значение среднего удельного давления металла на валки ![]() .
.
После этого из выражения (2.1) можно найти искомое усилие прокатки ![]() , возникающее при прокатке переднего конца полосы перед заправкой его в моталку.
, возникающее при прокатке переднего конца полосы перед заправкой его в моталку.
Момент прокатки определяют как момент сопротивления, создаваемый усилием прокатки ![]() относительно центра валка (рисунок 2.2), который необходимо преодолеть двигателю, чтобы осуществить процесс прокатки.
относительно центра валка (рисунок 2.2), который необходимо преодолеть двигателю, чтобы осуществить процесс прокатки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
