

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При автоматической работе команды на движения являются выходными сигналами автоматических генераторов последовательностей с учетом блокировок.
При ручном рабочем режиме команды на движения являются выходными сигналами управляющих устройств с учетом условий блокировок.
Для режима обслуживания возле приводов предусмотрены дополнительные блоки переключения для обслуживания.
Местное управление возможно через полностью закрытую нажимную кнопку «ПРИВОД ВКЛ» и выбор ключом селектора МЕСТНЫЙ/ДИСТАНЦИОННЫЙ, оба этих устройства расположены около каждого привода насоса.
С помощью этих кнопок приводы могут работать в толчковом режиме, например во время ремонта, обслуживания и пуско-наладки (проверка направления вращения, рекомендованное время срабатывания обслуживающим персоналом около 30 с).
Система смазки маслом может быть запущена и управляться с главного стола управления или стола оператора в маслоподвале.
Подготовительные действия выполняющие в ручную.
Необходимо обеспечить нагрев масла в баке до рабочей температуры. Рабочая температура приблизительно 45 С.
Необходимо обеспечить заполнение фильтров и подающих линий нагретым до рабочей температуры маслом (приблизительно 42 С).Необходимо удостоверится, что уровень масла в баке не превышает 80% и не меньше 50%.
Перед запуском системы переключатели предварительного выбора для нагрева, охлаждения и подающих насосов должны быть установлены в правильное значение. Если переключатель предварительного выбора устройства в положении «ОТКЛ», такое устройство не может быть запущено. Ручные задвижки на линиях приема и нагнетания насосов должны быть открыты во время работы. Ручные задвижки на подающих линиях охлаждающей воды пластинчатого теплообменника, на питающих и обратных линиях должны быть открыты во время работы.
3.4 Обоснование посадок
При монтаже тела шпинделя с шарниром скольжения и с полумуфтой шарнира качения используем посадку с натягом
Разность размеров отверстий и вала, до сборки определяет характер соединения деталей или посадку, то есть большую или меньшую свободу относительного перемещения деталей или степень сопротивления их взаимному перемещению. Разность размеров отверстия и вала, если размер отверстия меньше, чем отверстие вала - называется зазором (рисунок 16).
шпиндель привод стан подшипник
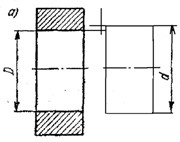
Рисунок 3.3 - Схема соединения деталей
Натяг обеспечивает плотное, надежное соединение.
Принимаем посадку в системе отверстия 650 
Максимальный зазор, обеспечиваемый посадкой:
![]() = 170 - 0 = 170 мкм
= 170 - 0 = 170 мкм
Минимальный зазор, обеспечиваемый посадкой:
![]() = 230 - 125 = 105 мкм
= 230 - 125 = 105 мкм
3.5 Смазка узлов трения
Правильный выбор смазочных материалов, правильно выбранная и безотказная действующая система смазки является одним из основных условий, которые позволяют увеличивать долговечность соединений шпинделей и повысить работоспособность.
Необходимо отметить, что соединение шпинделя с бронзовыми вкладышами требует сложной обработки гнезд и пригона к поверхности вкладышей. Кроме того, при перемещении вкладышей в гнездах и лопастях во вкладышах возникают большие силы трений, которые вызывают повышенное изнашивание деталей, которые трутся. Можно применять минеральные масла, которые обладают большой вязкостью, а также консистентные масла типа ИП.
Все пары соединения шпинделя, которые трутся, смазывают от автоматической станции густого масла.
Таблица 3.1 - Характеристика масла «ИП - 1»
Характеристика масла | |
Внешний вид | Однородная мазь от желтого к коричневому цвету |
Число пенетрации при 25 °С в пределах | 270-300 |
Температура каплепадения °С (не ниже), °С | 85 |
Содержание механических примесей, % (не более) | 0.05 |
Температурный диапазон, °С | Летний от -10 к +65, зимний от-15 к +60 |
На каждом шпинделе закрепленные по два небольших насоса плунжеров с резервуарами для масла. Каждый насос обслуживает один шарнир шпинделя. На стационарных подшипниках устройства для уравновешивания шпинделей закреплены профильные сегменты. При вращении шпинделя ролик на конце плунжера насоса обкатывается по наклонному профилю неподвижного сегмента и при этом за каждый оборот плунжер выдавливает порцию густого масла в маслопровод, соединенный с головкой шарнира шпинделя.
Исключение составляет универсальный шарнир с бронзовыми вкладышами. Смазка этого узла при эксплуатации затруднено. Поэтому масло подают разными способами, например шприц - масленками вручную.
Для смазки шпиндельного устройства и подшипников скольжения и шарнира качения для смазки подшипников принимаем масло типа «ИП - 1» (ГОСТ 3257-74).
3.6 Ремонт зубьев зубчатых колес
Как правило, зубчатые колеса с изношенными и поломанными зубьями подлежат не ремонту, а замене, причем замену рекомендуется производить одновременно обоих колес, входящих в данное зацепление. Однако, когда в зацеплении большое колесо во много раз превышает размер малого, необходимо своевременно заменить малое колесо, которое изнашивается быстрее большого примерно в передаточное число раз. Своевременная замена малого колеса предохранит от износа большое колесо.

Рисунок 3.5 - Ремонт зубьев при помощи ввертышей с последующей наваркой
Шестерни с цементированными зубьями следует заменять при износе слоя цементации свыше 80 % от его толщины, а также при растрескивании, выкрашивании или отлущивании цементированного слоя.
При поломке зубьев, но не более двух подряд в не особо ответственных передачах допускается восстановление их, которое производится следующим способом: поломанные зубья вырубают до основания, по ширине зуба просверливают два-три отверстия и в них нарезают резьбу, изготовляют шпильки и туго ввертывают их в подготовленные отверстия, приваривают шпильки к шестерне и электросваркой наплавляют металл, придавая ему форму зуба, на зуборезном, фрезерном или строгальном станке или путем опиливания вручную придают наплавленному металлу форму зуба, после чего восстановленный профиль проверяют сцеплением с сопряженной деталью и по шаблону (рисунок 3.5).
Последовательность операций восстановления зуба наплавкой показана на рисунке 3.6.

Рисунок 3.6 - Последовательность операций при наварке зубьев:
1 — поломанный зуб; 2— место вырубленного зуба; 3 — наплавленный зуб по шпилькам; 4— обработанный (опиленный) зуб.
Для облегчения процесса посленаплавочной обработки зубьев L-редних и больших модулей рекомендуется наплавлять их по медному шаблону (рисунок 3.6), применение которого основано на том, что медный шаблон, имеющий форму впадин шестерни, образует грани зуба. При сварке, вследствие высокой теплопроводности меди, металл к шаблону не приваривается и после наплавки шаблон легко вынимается, а наплавленный металл наваривается, образуя форму зуба.
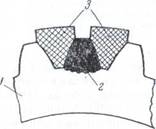
Рисунок 3.6 - Метод наплавки зубьев сваркой:
1 — ремонтируемая шестерня;
2 — наплавленный зуб; 3 — медный шаблон.
Наплавка должна вестись обязательно качественными (толстообмазанными) электродами марки не ниже. После наплавки желателен отжиг.
Для особо ответственных механизмов (например, механизмов подъема кранов) наплавка (ремонт) зубьев не допускается, зубчатые колеса в этих случаях - должны заменяться новыми.
Не следует закреплять зубья различного рода ввертышами без сварки или в паз в виде ласточкина хвоста, так как эти способы ненадежны и не обеспечивают нормальной работы оборудования.
Зубчатые колеса с лопнувшим ободом ремонтируют обычно дуговой сваркой, разрабатывая сварочную технологию так, чтобы в результате сварки не образовалось дополнительных напряжений, вызывающих трещины в других элементах колеса (рекомендуется нагрев всей шестерни до красного каления, а также отжиг ее после сварки).
Зубчатые колеса с трещиной в ступице ремонтируют посадкой на ступицу специально откованного или отлитого и проточенного на станке стального бандажа, нагретого до 300—400° С.
Зубчатые колеса особо ответственных передач (например, механизмов подъема кранов), имеющие трещины в ©боде, спицах и ступице, заменяют; ремонт их сваркой или другим методом не разрешается.
Шестерни, вращающиеся с большим числом оборотов, а также зубчатые колеса большого диаметра при средних числах оборотов, необходимо подвергать статической балансировке.
Скоростной ремонт зубчатых передач, как и других элементов оборудования, по своей методике должен быть узловым.
При скоростных узловых ремонтах замена отдельных шестерен или зубчатых колес не производится, замену их проводят заранее собранными узлами, причем, как это указано ранее, как ремонтно-монтажных единиц может быть три:
1) крупные узлы, в состав которых входят спорные корпусы
(например, корпусы редукторов) и весь комплекс зубчатых зацеплений, смонтированных в данных корпусах;
2) группа связанных между собой при помощи зубчатых зацеплений индивидуальных узлов;
3) отдельные индивидуальные узлы, в состав которых входят зубчатые колеса.
В зависимости от специфических условий, характерных для данного ремонта, в план организации работ принимается один из указанных видов узлового ремонта.
Наиболее качественным является скоростной ремонт, проводимый путем замены отдельных крупных узлов — редукторов.
Однако в этом случае необходимо, чтобы, во-первых, демонтируемый и вновь монтируемый редукторы были взаимозаменяемы, и, во-вторых, заранее была подготовлена соответствующая такелажно-монтажная оснастка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
