

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При анализе данных выявили, что основными проблемами на протяжении последних лет были:
- разрушение зубьев шестерни 1ой и 2ой передачи 1й клети; осмотр и замена шпинделей на 1ой клети; гул в редукторе клети.
Согласно методике работы, рабочее техническое диагностирование оборудования стана позволило установить местоположение и причины повреждений, а также предсказать их последствия. Выявленные недостатки приводят к значительному снижению технических и экономических показателей стана.
На основе результатов проведённого анализа, для подробного аналитического контроля технического состояния и оценки надёжности элементов, выбран привод клети №1 стана 2000 ХП .
2 ОЦЕНКА РАБОТОСПОСОБНОСТИ ЛИНИИ ПРИВОДА рабочей клети №1
2.1 Назначение, характеристика и устройство главного привода рабочей клети №1
Общий вид и кинематическая схема главного привода показаны на рисунке 2.1.
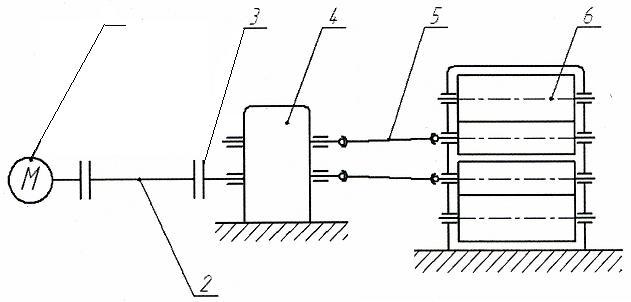
Рисунок 2.1 Кинематическая схема привода рабочих валков клети №1
1 – электродвигатель; 2 - главный шпиндель; 3 - муфты зубчатые; 4 - шестеренная клеть; 5 - зубчатые шпиндели; 6 – прокатная клеть
В состав привода входят следующие основные элементы:
- электродвигатель клети №1 2МП12600-ОУ4с мощностью 2х7200 2х6430 и частотой вращения ![]() = 85;
= 85;
- главный шпиндель 2 служит для передачи крутящего момента от электродвигателя к валку шестеренной клети.
- шестеренная клеть 4 предназначена для разделения крутящего момента, получаемого от главного двигателя, и привода рабочих валков клети
- зубчатые шпиндели 5, соединяющие шестеренную клеть с рабочими валками;
- рабочие валки выполняют основную операцию прокатки – деформацию (обжатие) металла и придание ему требуемых размеров и формы поперечного сечения;
- опорные валки в процессе прокатки практически полностью воспринимают усилие прокатки (98-99% от общего усилия прокатки).
Рабочие и опорные валки выполнены из сталей 90ХФ, 8Х2СГФ, 75ХМФ, AST70X. Для смазывания подшипников рабочих валков используется пластичный смазочный материал марки "УНИОЛ-2" по ГОСТ 23510-79. Для смазывания подшипников опорных валков используется минеральное масло И-Т-А-460 ГОСТ 12869-77
Задачей данного привода является передача энергии от двигателя 1 к рабочим элементам – прокатной клети 6. Эта энергия необходима для преодоления работы сопротивления деформирующейся в зоне контакта с валками 5 полосы из данного материала и данных размеров. Другими словами, от двигателя к рабочим валкам должна быть передана энергия, достаточная для создания усилия, момента и мощности, действующих со стороны валков на полосу, которые необходимы для осуществления процесса ее пластической деформации. Определим указанные энергосиловые параметры.
2.2 Описание обнаруженных повреждений привода, анализ причин и последствий
Важнейшими повреждениями привода являются выкрашивание зубьев зубчатых колес редукторов привода, износ шпинделей, передающих крутящий момент от редукторов до рабочих валков клети. Кроме того, гул в редукторах показывает, что система смазки несовершенна, поэтому необходимо в дальнейшем предусмотреть реконструкцию системы редукторов.
Зубчатые колеса выходят из строя по двум основным причинам: из-за износа зубьев или из-за их поломки.
Износ обычно является следствием: 1) неполного сцепления и 2) повышенного трения (постепенный износ).
Износ в первом случае является, главным образом, результатом плохого монтажа и при правильной сборке (строгом соблюдении радиального зазора) обычно отсутствует. Однако изменение радиального зазора может быть также следствием выработки вкладышей подшипников, причем в результате выработки подшипников может быть как увеличение радиального зазора, так и его уменьшение (работа в распор).
Если нагрузка на вкладыши передается в стороны, противоположные сцеплению в процессе работы по мере выработки вкладышей возможно увеличение радиального зазора.
Если нагрузка на вкладыши передается в сторону оцепления, в процессе работы по мере выработки вкладыша возможно уменьшение радиального зазора.
В обоих случаях после смены вкладышей радиальный зазор восстанавливается.
Постепенный износ от повышенного трения зависит от ряда условий, в число которых входит твердость материала, из которого изготовлены шестерни, термообработка, правильность подбора смазки, недостаточная чистота масла и несвоевременность смены его, перегрузка передачи и т. п.
Правильный монтаж и хороший надзор в процессе эксплуатации — основные условия продолжительной и бесперебойной работы оборудования.
Поломки зубьев шестерен происходят по следующим причинам: перегрузка шестерен, односторонняя (с одного конца зуба) нагрузка, подрез зуба, незаметные трещины в материале заготовки и микротрещины, как результат плохо проведенной термообработки, слабая сопротивляемость металла толчкам (в частности, как следствие непроведения отжига отливок и поковок), повышенные удары, попадание между зубьями твердых предметов и т. д.
Износ приводных шпинделей может происходить по различным причинам. В данном случае на стане 2000 холодной прокатки в рабочей клети №1 используется шпиндель с карданным валом с возможностью осевой сдвижки (шлицевого типа). Для того, чтобы шпиндельная головка со стороны валка оставалась прикрепленной к валку во время осевой сдвижки рабочих валков, ось шпиндельной головки крепится к торцу валка с помощью пружинного байонетного фиксатора. Рабочее диагностирование оборудования стана показывает, что зачастую причинами выхода из строя шпинделей является износ трущихся деталей, выход из строя соединения в результате отказа пружинного фиксатора.
2.3 Анализ возможных вариантов реконструкции привода
Как правило, зубчатые колеса с изношенными и поломанными зубьями подлежат не ремонту, а замене, причем замену рекомендуется производить одновременно обоих колес, входящих в данное зацепление. Однако, когда в зацеплении большое колесо во много раз превышает размер малого, необходимо своевременно заменить малое колесо, которое изнашивается быстрее большого примерно в передаточное число раз. Своевременная замена малого колеса предохранит от износа большое колесо.
Износ зубьев зубчатых колес не должен превышать 10—20 %: толщины зуба, считая по дуге начальной окружности. В малоответственных передачах износ зубьев допускается до 30% толщины зуба, в передачах ответственных механизмов значительно ниже.
Шестерни с цементированными зубьями следует заменять при износе слоя цементации свыше 80% его толщины, а также при растрескивании, выкрашивании или отлущивании цементированного слоя.
При поломке зубьев, но не более двух подряд, допускается восстановление их, которое производится следующим способом: поломанные зубья вырубают до основания, по ширине зуба просверливают два-три отверстия и в них нарезают резьбу, изготовляют шпильки и туго ввертывают их в подготовленные отверстия, приваривают шпильки к шестерне и электросваркой наплавляют металл, придавая ему форму зуба, на зуборезном, фрезерном или строгальном станке или путем опиливания вручную придают наплавленному металлу форму зуба, после чего восстановленный профиль проверяют сцеплением с сопряженной деталью и по шаблону.
Проанализируем возможные варианты реконструкции шпиндельного устройства.
На рисунке 2.2 показан универсальный шпиндель четырехвалкового реверсивного клети конструкции ВНИИМетмашу. В конструкции шпинделя предусмотрен оригинальный и весьма простой способ подведения густого масла к бронзовым вкладышам через осевые и радиальные отверстия от стационарного подшипника с уплотнением, которое входит в состав устройства для уравновешивания шпинделя; в подшипник густое масло периодически подается питательными клапанами, включенными в цеховую систему автоматической централизованной смазки.
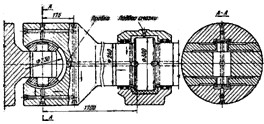
Рисунок 2.2 - Универсальный шпиндель привода валков реверсивного стана
Большой износ вкладышей, который вызывает значительную затрату дорогой и дефицитной бронзы для изготовления запасных вкладышей, масса каждого из которых на больших станах достигает 300 кг, побуждает конструкторов находить более рациональные конструкции шарниров. Опыт замены бронзовых вкладышей пластмассовыми (текстолитовыми) дает позитивные результаты при надежном подведении смазки и охлаждения шарниров. На рисунке 2.3 представлено устройство шпинделя с гидравлическим уравновешиванием для четырехвалковой реверсивной клети 2800. В средней части шпиндели опираются на подшипники с баббитовой заливкой. Подшипник нижнего шпинделя опирается на плунжер гидроцилиндра, установленного в стойке на фундаменте. Верхний шпиндель уравновешивается двумя боковыми гидроцилиндрами.
Гидравлическое устройство уравновешивания работает плавно и отличается большой надежностью, однако применять его целесообразно только тогда, когда в цехе действует насосно-аккумуляторная станция высокого давления, обслуживающая другие механизмы и устройства (гидравлическое уравновешивание валов, гидрозбив окалины и тому подобное).
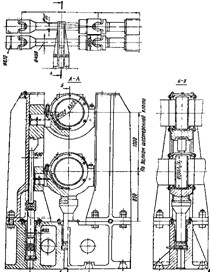
Рисунок 2.3 - Гидравлическое уравновешивание шпинделей
На рисунке 2.4 приведен общий вид шпиндельного устройства с пружинным уравновешиванием шпинделей четырехвалкового стана 2500 холодной прокатки. Шпиндели изготовлены из кованой высокопрочной стали марки 30ХГВТ.
Баббитовые подшипники уравновешивающего устройства и шарниры шпинделей смазываются густым маслом, которое подается через осевые и радиальные отверстия, соединенные с системой централизованной автоматической густой смазки.
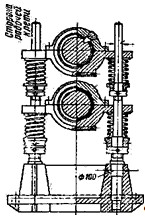
Рисунок 2.4 - Пружинное уравновешивание шпинделей
За последние годы разработано несколько удачных конструкций универсальных шарниров на подшипниках качения по типу карданных валов автомобилей. Трудности, связанные с применением таких шарниров для передачи больших крутящих моментов до 2 - 3 МН-м шпинделями прокатных станов, ограничены в настоящее время только недостаточной грузоподъемностью подшипников качения. Опыт эксплуатации таких шпинделей на прокатных станах при передаче крутящих моментов до 1,2 МН-м дал полностью удовлетворительные результаты.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
