
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Необходимо найти объем мгновенной выборки n и приемочное число Ас, если заданы следующие величины:
- приемочный уровень дефектности р0=0,025;
- браковочный уровень дефектности р1=0,15;
- риск незамеченной разладки β=0,05;
- риск излишней наладки α=0,20.
Вычислим величину  . Из табл. 3.2 для указанных значений α, β, λ определяем приемочное число Ас=1,0. Из табл. 3.3 извлекаем величину w=0,82, которая соответствует найденному значению Ас и α = 0,20. Теперь можно вычислить объем мгновенной выборки:
. Из табл. 3.2 для указанных значений α, β, λ определяем приемочное число Ас=1,0. Из табл. 3.3 извлекаем величину w=0,82, которая соответствует найденному значению Ас и α = 0,20. Теперь можно вычислить объем мгновенной выборки:
 .
.
Таблица 3.3
Значения w при различных значениях риска излишней наладки α
Ас | α | Ас | α | Ас | Α | ||||||
0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | 0,05 | 0,10 | 0,20 | |||
0 | 0,05 | 0,11 | 0,22 | 10 | 6,2 | 7,0 | 8,2 | 20 | 14 | 15 | 17 |
1 | 0,36 | 0,50 | 0,82 | 11 | 6,9 | 7,8 | 9,0 | 22 | 16 | 17 | 19 |
2 | 0,82 | 1,1 | 1,5 | 12 | 7,7 | 8,6 | 9,9 | 24 | 17 | 19 | 21 |
3 | 1,4 | 1,7 | 2,3 | 13 | 8,4 | 9,5 | 11 | 26 | 19 | 21 | 23 |
4 | 2,0 | 2,4 | 3,1 | 14 | 9,2 | 10 | 12 | 28 | 21 | 22 | 24 |
5 | 2,6 | 3,2 | 3,9 | 15 | 10 | 11 | 12 | 30 | 22 | 24 | 26 |
6 | 3,3 | 3,9 | 4,7 | 16 | 11 | 12 | 13 | 35 | 27 | 29 | 31 |
7 | 4,0 | 4,7 | 5,6 | 17 | 12 | 13 | 14 | 40 | 31 | 33 | 36 |
8 | 4,7 | 5,4 | 6,5 | 18 | 12 | 14 | 15 | 45 | 35 | 38 | 40 |
9 | 5,4 | 6,2 | 7,3 | 19 | 13 | 15 | 16 | 50 | 40 | 42 | 45 |
Границы регулирования для р-карт вычисляются следующим образом:
 ;
;  , (3.4)
, (3.4)
где р - это доля дефектности при налаженном ТП. Для найденных таким образом границ регулирования при заданном значении р1, риск незамеченной разладки β будет равен:  , где к - это ближайшее целое к величине
, где к - это ближайшее целое к величине  .
.
Хотелось бы отметить, что для практического применения важна только верхняя граница регулирования, нарушение же нижней границы регулирования говорит о том, что характеристики ТП значительно лучше тех, которые были заложены при формировании плана контроля. В этом случае рекомендуется сформировать новый план контроля, соответствующий реальным характеристикам ТП.
Иногда объем мгновенной выборки n не является постоянной величиной. В этом случае для каждого значения n необходимо заново найти границы регулирования. Пример такой р - карты представлен на рис. 3.1. Значения верхней границы регулирования вычислены с помощью выражения (3.4). Здесь n поочередно принимает значения 100, 150,120, 100, 80, 90, 90, 60 при р=0,1.
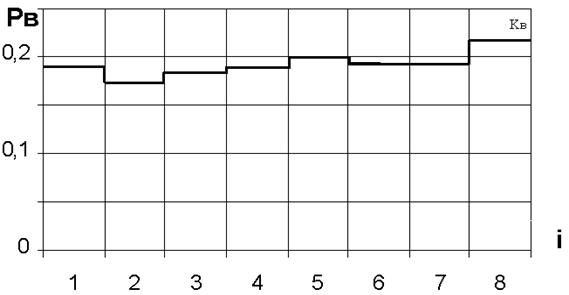
Рис.3.1. Верхняя граница регулирования р - карты для случая переменного n.
При использовании р-карты через установленные промежутки времени (или через некоторое количество изготовленных деталей) извлекаются выборки некоторого объема ni (не обязательно одинакового), подсчитывается количество дефектных единиц ni, d и вычисляется их доля от общего объема выборки:  . Полученное значение в виде точки наносят на карту. Если при этом хотя бы одна точка пересечет верхнюю границу регулирования, то ТП признается разлаженным.
. Полученное значение в виде точки наносят на карту. Если при этом хотя бы одна точка пересечет верхнюю границу регулирования, то ТП признается разлаженным.
В ряде случаев вместо р-карты используют так называемую стабилизированную р-карту, или как ее еще называют t-карту. В этом случае вычисляют величину:  , где
, где  . Границы регулирования в этом случае будут: Кв=Zдов, Кн=-Zдов. В остальном использование t-карты является таким же, как и р-карты.
. Границы регулирования в этом случае будут: Кв=Zдов, Кн=-Zдов. В остальном использование t-карты является таким же, как и р-карты.
Достоинством t-карт является то, что границы регулирования можно нанести на бланк не дожидаясь анализа ТП.
При постоянном значении n - объема мгновенной выборки р-карту можно заменить контрольной картой числа дефектных единиц в каждой выборке – np-картой. На бланки таких карт наносят среднюю линию и границы регулирования.
Среднюю линию определяют по формуле:
 , (3.5)
, (3.5)
где m - число выборок, а ni – объемы выборок.
Границы регулирования:
![]() ;
; ![]() . (3.6)
. (3.6)
При использовании np-карт через установленные промежутки времени (или через установленное количество изготовленных деталей) извлекаются выборки некоторого объема n (n является неизменной величиной), определяют число дефектных единиц продукции и наносят его на карту в виде точки. Если точка располагается выше верхней границы регулирования, то ТП признается разлаженным.
С-карты используются в том случае, если ведется подсчет не числа дефектных изделий, а числа дефектов (на одном изделии, на некотором количестве изделий). Предполагается, что эта величина распределена по закону Пуассона. Это предположение справедливо, если выполняются следующие условия:
- существует несколько независимо действующих причин образования дефектов;
- на практике дефекты встречаются редко.
На бланки С-карт наносят среднюю линию и границы регулирования.
Значение, по которому строят среднюю линию, вычисляют по формуле:
 , (3.7)
, (3.7)
где Сi- количество дефектов в i-м проверенном изделии (или в i-й группе проверенных изделий).
Положения границ регулирования вычисляют по формулам:
 ;
; ![]() . (3.8)
. (3.8)
При использовании С-карты через установленные промежутки времени (или через установленное количество изготовленных деталей) извлекаются выборки некоторого объема n, определяют число дефектов на единицу продукции и наносят его на карту в виде точки. Если нанесенная точка оказывается выше верхней границы регулирования, то ТП признается разлаженным.
Пример 3.2.
При налаженном состоянии ТП взяты на исследование 15 подряд изготовленных изделий, для каждого из которых определено следующее количество дефектов: 2, 10, 12, 8, 6, 5, 11, 3, 7, 1, 9, 4, 3, 2, 5. Найти границы регулирования для С-карты.
Найдем значение среднего:  . Тогда положение верхней границы регулирования определяется следующим выражением:
. Тогда положение верхней границы регулирования определяется следующим выражением:
![]() .
.
В последующем при контроле ТП через каждые 10 изделий взято 18 раз по одному изделию, для каждого из которых определено количество дефектов: 2, 8, 1, 13, 20, 1, 4, 7, 17, 10, 8, 10, 3, 12, 2, 1, 8, 15. Сделать вывод о состоянии ТП.
Поскольку 5-е значение 20 >Кв=13,13, то ТП следует признать разлаженным начиная с этого изделия.
U-карты используются в том случае, если в процессе контроля регистрируется среднее количество дефектов в каждой проверенной детали, которое будем обозначать как Ui.
На бланк карты наносят среднюю линию и границы регулирования, которые вычисляют по формулам:
 ;
;  ;
;  . (3.9)
. (3.9)
При работе с U-картой через установленные промежутки времени (или через установленное количество деталей) извлекают выборку деталей объемом n и по ним подсчитывают среднее число дефектов. Полученное значение в виде точки наносят на карту, если она оказывается выше верхней границы регулирования, то ТП признается разлаженным.
3.3. Контрольные карты кумулятивных сумм числа
дефектов или числа дефектных единиц продукции
Рассмотренные ранее виды контрольных карт, применяемых при использовании метода учета дефектов, работали с каждым числом, полученным в ходе контроля изделий в отдельности. Между тем, как уже ранее говорилось (см. раздел 1.8), методики обработки статистической информации, не основанные на поочередной обработке данных, использующие различного рода накопительные суммы, позволяют достичь значительно большей точности. С этой целью применяются контрольные карты кумулятивных сумм. Распространим область применения этих карт на случай, когда используется метод учета числа дефектов.
Условием возможности применения данного вида контрольных карт является то, что число дефектов или дефектных изделий есть случайная величина, подчиняющаяся биномиальному закону распределения или закону Пуассона.
При использовании контрольных карт кумулятивных сумм числа дефектов или числа дефектных изделий, вычисляется кумулятивная сумма (в дальнейшем - Sm) всего количества дефектов, или дефектных изделий, с начала ведения контрольной карты и до текущего измерения. Контрольная карта представляется в виде бланка, на вертикальной оси которого откладывается значение кумулятивной суммы Sm, а на горизонтальной – номер текущего измерения i. В том случае, если значение количества дефектов, или дефектных изделий, при очередном контроле превосходит значение предупредительной границы KS, то начинается образование кумулятивной суммы Sm. Если значение кумулятивной суммы Sm больше, чем граница регулирования hS, то ТП признается разлаженным, если же Sm≤0, то ТП признается налаженным и образование кумулятивной суммы прекращается.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
