
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Приднестровский государственный университет им. ,
Инженерно-технический факультет,
кафедра “Программное обеспечение вычислительной техники”
С. Г. ФЕДОРЧЕНКО
КОНТРОЛЬНЫЕ КАРТЫ
Учебное пособие
Тирасполь
2000 г.
УДК 519.24
Учебное пособие написано на основе материала, читаемого автором в курсе “Методы обработки экспериментальных данных” для студентов инженерно-технического факультета, обучающихся по специальности “Вычислительные машины, комплексы, системы и сети”. В пособии собрана информация о различных видах контрольных карт, области и способах их применения. Приведено большое количество таблиц, позволяющих разработать план контроля и реализовать его. Изложенный материал иллюстрирован значительным количеством примеров применения контрольных карт.
Предназначено для студентов инженерных специальностей ВУЗов.
Ó РИО ПГУ, 2000 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ................................................................... | 4 | |
1. | ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ ПРИ КОНТРОЛЕ ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ................................... | 7 |
1.1 | Общие положения.......................................................... | 7 |
1.2 | Контрольные карты индивидуальных значений........................ | 10 |
1.3 | Контрольные карты средних арифметических.......................... | 16 |
1.4 | Контрольные карты средних арифметических и размахов....... | 25 |
1.5 | Признаки нарушения нормального хода технологических процессов на контрольных картах ............................... | 33 |
1.6 | Применение контрольных карт при распределении контролируемого параметра по закону, отличному от нормального ...... | 37 |
2. | КОНТРОЛЬНЫЕ КАРТЫ КУМУЛЯТИВНЫХ СУММ……… | 39 |
2.1 | Контрольные карты кумулятивных сумм выборочного среднего................................................. | 39 |
2.2 | Контрольные карты кумулятивных сумм мер рассеяния......... | 46 |
3. | ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ ПРИ КОНТРОЛЕ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ ................................... | 54 |
3.1 | Общие положения ......................................... | 54 |
3.2 | Применение контрольных карт при контроле качества продукции методом учета числа дефектов....................... | 57 |
3.3 | Контрольные карты кумулятивных сумм числа дефектных единиц продукции......................................... | 63 |
ЛИТЕРАТУРА ............................... | 69 |
ВВЕДЕНИЕ
В настоящее время при серийном изготовлении продукции избегают сплошного контроля проверки качества изделий, так как это приводит к неоправданно большим экономическим затратам и требует значительного времени. Вместо этого применяют методы выборочного контроля и регулирования качества продукции и технологических процессов, которые позволяют обойтись анализом качества лишь части произведенной продукции, но судить при этом о качестве всей партии.
Большое распространение получила идеология и методология Всеобщего Управления Качеством (Total Quality Management-TQM). В соответствии с ним, в частности, необходимо организовать контроль всех этапов ТП, сравнивая затем измеренные значения параметров ТП с заданными. В этом случае говорят о системе контроля процесса [2, с. 78]. Главное требование к такой системе – это выработка сообщения о начавшейся разладке ТП еще до того, как на выходе процесса получена бракованная продукция. Одним из инструментов, позволяющих реализовать систему контроля процесса, и являются контрольные карты.
Контрольная карта (КК) представляет собой отпечатанный на бумаге формуляр, на который в виде точек наносятся результаты, полученные в результате контроля состояния технологического процесса (ТП). Формуляр содержит сетку значений контролируемого параметра (или характеристики его распределения), на которой отмечены допустимые границы его изменения. Выход значений параметра за указанные границы говорит о необходимости принятии мер по наладке ТП. Как правило, строится несколько различных КК по результатам контроля состояния ТП в нескольких различных точках, на различных технологических операциях. Это позволяет выявить эффект разладки ТП еще до того, как изделие прошло весь технологический цикл и принять меры по его наладке. Достоинством КК является их простота и наглядность. Заполнение КК может производить рабочий, производящий операцию, по которой строится КК, контролер или работник ОТК. К недостаткам можно отнести возможность контроля с помощью одной КК только одного параметра ТП. Вследствие этого стараются выбрать для построения КК такой параметр, который бы в наибольшей степени характеризовал состояние ТП в точке контроля.
Поскольку, проверяется лишь часть продукции, то выборки установленного отбирают объема через некоторый (обычно постоянный) промежуток времени или через некоторое количество изготовленных изделий. Полученная таким образом выборка называется мгновенной.
Мгновенные выборки принципиально отличаются от выборок, используемых в теории вероятностей и математической статистике, где выборки формируются с соблюдением принципа случайности [4, с. 355]. При формировании мгновенной выборки ни о какой случайности не может быть и речи, выбор контролируемых изделий, наоборот, закономерен. При этом возникают вопросы:
- каков должен быть объем выборки?
- через какое количество изделий (промежуток времени) следует отбирать мгновенные выборки?
- как должны располагаться границы допустимых значений контролируемого параметра?
Ответы на эти вопросы (или количественные показатели, позволяющие их найти) образуют так называемый план контроля.
В зависимости от решаемой задачи применяются:
- контрольные карты мер положения (КК индивидуальных значений, КК средних арифметических, КК медиан и т. д.);
- контрольные карты мер разброса (КК дисперсий, КК стандартных отклонений, КК размахов и т. д.);
- контрольные карты числа дефектов или количества дефектных изделий.
В зависимости от структуры КК различают:
- обычные контрольные карты, на которых отмечаются значения измеренного параметра ТП или изделия;
- контрольные карты кумулятивных сумм, в которых используются нарастающие суммы значений измеренного параметра.
При организации контроля чаще всего встречается ситуация, когда значение контролируемого параметра может быть измерено либо непосредственным образом, либо с помощью измерительной аппаратуры. В этом случае говорят о контроле по количественным признакам. Однако в ряде случаев такое измерение невозможно, и приходится прибегать к услугам экспертов, которые оценивают качество изделия на основании субъективных ощущений. В этом случае говорят о контроле по качественным признакам. Примером контроля по количественному признаку может служить контроль резисторов по величине их электрического сопротивления постоянному току, а примером контроля по качественному признаку может служить оценка качества вина с помощью экспертов.
В ряде случаев нас интересует не количественная оценка контролируемого параметра, а сам факт браковки или принятия изделия. В этом случае говорят о контроле по альтернативному признаку.
Рассмотрению методики применения КК и посвящены последующие разделы.
1. ПРИМЕНЕНИЕ КОНТРОЛЬНЫХ КАРТ ПРИ КОНТРОЛЕ
ПО КОЛИЧЕСТВЕННОМУ ПРИЗНАКУ
1.1 Общие положения
С помощью КК можно визуально представить колебания значений показателя качества ТП. Говорят, что ТП “дышит”, его состояние постоянно меняется, оно никогда не остается неизменным. На текущее состояние ТП оказывают влияние следующие четыре фактора:
- материал, из которого изготавливается изделие;
- метод измерения контролируемого параметра;
- человек, выполняющий технологическую операцию;
- оборудование, используемое для выполнения технологической операции.
Так как изменение величины контролируемого параметра обусловлено действием всех четырех вышеперечисленных факторов, то рассмотрим их влияние более подробно.
Первый вопрос, на который стремятся получить ответ – позволяет ли имеющееся оборудование изготовить продукцию требуемого качества. Для того чтобы ответить на него, зафиксируем все вышеперечисленные факторы и проведем измерение выходного показателя качества для достаточно большой выборки изделий. По полученным данным построим кривую плотности вероятности показателя качества, которая получила название кривой точности работы оборудования (ТРО). Нанесем на ось Х верхнюю - Хв и нижнюю – Хн границы допустимого изменения параметра. Центр технологического интервала обозначим как Х0. Полученные кривые приведены на рис. 1.1-а, 1.1-б и 1.1-в. Площадь под кривой, ограниченной границами технологического допуска, соответствует вероятности выпуска годной продукции, а площадь под оставшейся частью кривой (так называемые «хвосты») – вероятности появления брака.
Рис. 1.1-а демонстрирует ситуацию, когда точность работы оборудования позволяет изготовить продукцию с незначительной долей брака. Однако, из-за того, что центр кривой ТРО (обозначен сплошной вертикальной линией) не совпадает с центром технологического допуска Х0, процент бракованной продукции будет весьма значителен. Об этом свидетельствует достаточно большая площадь «хвостов». В этом случае рекомендуется проверить правильность простановки границ технологического допуска или переналадить оборудование с тем чтобы центр ТРО и Х0 были как можно ближе друг к другу (так называемая центровка ТП).
Рис. 1.1-б демонстрирует ситуацию, когда кривая ТРО заведомо находится в границах технологического допуска. Вероятность изготовления бракованной продукции в таком случае будет практически равна нулю.
Рис. 1.1-в демонстрирует ситуацию, когда имеющееся оборудование в принципе не позволяет изготавливать продукцию с небольшой долей брака. Как видно из рисунка, площадь «хвостов» достаточно велика, следовательно, процент бракованной продукции будет весьма значителен.
Кривая ТРО характеризует влияние на величину контролируемого параметра только одного фактора – неточности работы оборудования. В реальности же на ход ТП влияние оказывают все вышеперечисленные факторы.
Проведем серию измерений величины контролируемого параметра в условиях, когда его колебания обусловлены всеми возможными причинами, и построим по ним кривую плотности вероятностей. Полученная кривая называется шириной рассеяния процесса (ШРП). Возможные соотношения между ШРП и ТРО, показаны на рис. 1.1-г, 1.1-д и 1.1-е. Очевидно, что ширина кривой ШРП всегда будет больше, чем ширина кривой ТРО.
Рис. 1.1-г демонстрирует ситуацию, когда центр технологического допуска и центры ТРО и ШРП не совпадают, что приводит к значительному количеству брака, хотя ширина ТРО свидетельствует о потенциальной возможности изготовления данной продукции на используемом оборудовании со значительно меньшей долей брака. В этом случае рекомендуется провести переналадку оборудования с тем, чтобы центры ШРП и ТРО совпали с центром технологического допуска. После проведения переналадки оборудования или, иначе говоря, центровки ТП можно достичь минимально возможного уровня брака для используемого оборудования, сырья и т. д.
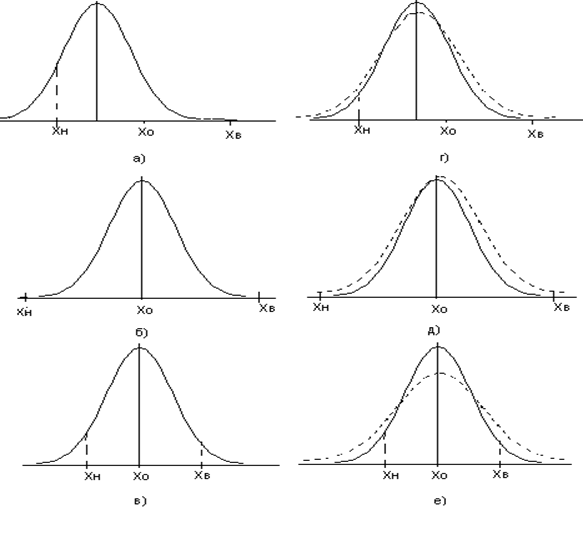
Рис.1.1. Возможные соотношения ТРО (сплошная кривая),
ШРП (пунктирная кривая) и границ технологического допуска
Рис. 1.1-д демонстрирует ситуацию, когда центровка ТП не требуется, а ширина ТРО и ШРП свидетельствует о том, что данный ТП настроен на минимально возможный уровень брака, величина которого невелика (площадь «хвостов» незначительна). То есть перед нами идеальный случай.
Рис. 1.1-е демонстрирует ситуацию, когда ТП отцентрирован, но величина брака все еще весьма значительна. Здесь возможны два варианта действий – или заменить используемое оборудование на иное, позволяющее достичь требуемого уровня брака, или смириться с большой долей бракованной продукции.
Хотелось бы отметить, что на рис. 1.1 приведены кривые ТРО и ШРП, подчиняющиеся нормальному закону распределения. Этот закон встречается в приложениях наиболее часто. Контрольные карты, которые мы будем рассматривать далее, предполагают чаще всего именно такой закон распределения контролируемого параметра. Поэтому, в дальнейшем, если не оговорено противное, мы будем полагать, что исследуемый параметр подчиняется нормальному закону.
Приведенные на рис. 1.1 иллюстрации свидетельствуют о том, что за счет уменьшения ширины технологического допуска при неизменной ширине ТРО можно получить обратный эффект, т. е. добиться увеличения доли брака. Организационные же меры (например, повышение квалификации персонала, ужесточение контроля за используемым сырьем) могут повлиять только на часть причин, вызывающих нестабильность ТП, но полностью ее ликвидировать не могут. Таким образом, задача любой службы, осуществляющей управление качеством продукции при серийном производстве, заключается в том, чтобы поддерживать ТП в центрированном виде, при достаточно малой величине его нестабильности.
В процессе подготовки к использованию КК для статистического регулирования ТП, специалисты должны указать, при каких значениях контролируемого параметра его можно считать налаженным, а при каких - нет. Для формирования плана контроля необходимо задаться следующими величинами – средней длиной серий для налаженного процесса L0 и средней длиной серий для разлаженного процесса L1. Средней длиной серий выборок называется среднее число выборок между соседними наладками ТП. При этом предполагается, что закон распределения контролируемого параметра остается неизменным. Величину L0 желательно иметь достаточно большой (, а L1 – минимальной (1,0-1,2).
Рассмотрим различные виды контрольных карт, которые используются для решения этих задач.
1.2. Контрольные карты индивидуальных значений
При построении контрольных карт индивидуальных значений объем мгновенной выборки принимается равным единице. Через некоторые промежутки времени (обычно они постоянны) производится измерение контролируемого параметра, и полученный результат наносится на контрольную карту в виде точки. Если точка выходит за границы технологического допуска, то это свидетельствует о разладке ТП.
При построении КК индивидуальных значений (в дальнейшем – ККХ) требуется, чтобы контролируемый параметр подчинялся нормальному закону распределения. Если это требование не выполняется, то выводы сделанные по КК Х, могут оказаться неверными.
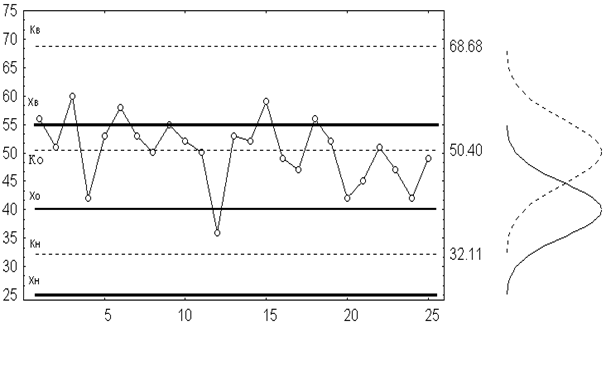 Рис. 1.2. Контрольная карта индивидуальных значений
Рис. 1.2. Контрольная карта индивидуальных значений
Различают статистические границы регулирования, которые будем обозначать как Кн и Кв, и технологические границы – Хн, Хв. Статистические границы рассчитываются исходя из экспериментальных данных и требуемой вероятности изготовления годных изделий, а технологические границы - задаются в технологической документации. Необходимо так настроить ТП, чтобы эти границы были как можно ближе друг к другу.
Пример графика, построенного при использовании ККХ, приведен на рис. 1.2. Здесь пунктиром обозначены статистические границы регулирования, а непрерывной линией – технологические границы и их центр. Справа от КК представлены предполагаемый закон распределения контролируемой величины (непрерывная кривая), и реальный закон распределения (пунктирная кривая).
Для того чтобы вычислить значения статистических границ регулирования поступают следующим образом:
 , (1.1)
, (1.1)
 , (1.2)
, (1.2)
где: ![]() - среднее арифметическое контролируемой величины,
- среднее арифметическое контролируемой величины,
![]() - ее стандартное отклонение,
- ее стандартное отклонение,
![]() - величина, извлекаемая из табл. 1.1, которая определяется заданной вероятностью изготовления годных изделий Рдов.
- величина, извлекаемая из табл. 1.1, которая определяется заданной вероятностью изготовления годных изделий Рдов.
По полученным экспериментальным данным можно рассчитать статистические границы регулирования. В нашем случае ![]() , а
, а ![]() , тогда:
, тогда:
Кв=50,6+3*5,88=57,64; Кн=50,6-3*5,88=22,36;
(расчет проведен для Zдов=3, что соответствует Рдов=0,9973).
Таблица 1.1
Зависимость Zдов от величины Рдов
Рдов как функция от Zдов | Zдов как функция от Рдов | |||||
1-Рдов | Рдов | Zдов | Zдов | 1-Рдов | Рдов | |
1 | 0,00 | 0,0000 | 0,0 | 1,00000 | 0,00000 | |
0,95 | 0,05 | 0,0627 | 0,2 | 0,84148 | 0,15852 | |
0,90 | 0,10 | 0,1257 | 0,4 | 0,68916 | 0,31084 | |
0,85 | 0,15 | 0,1891 | 0,6 | 0,54851 | 0,45149 | |
0,80 | 0,20 | 0,2533 | 0,8 | 0,42371 | 0,57629 | |
0,75 | 0,25 | 0,3186 | 1,0 | 0,31731 | 0,68269 | |
0,70 | 0,30 | 0,3853 | 1,2 | 0,23014 | 0,76986 | |
0,65 | 0,35 | 0,4538 | 1,4 | 0,16151 | 0,83849 | |
0,60 | 0,40 | 0,5244 | 1,6 | 0,10960 | 0,89040 | |
0,55 | 0,45 | 0,5978 | 1,8 | 0,07186 | 0,92814 | |
0,50 | 0,50 | 0,5745 | 2,0 | 0,04550 | 0,95450 | |
0,45 | 0,55 | 0,7554 | 2,2 | 0,02781 | 0,97219 | |
0,40 | 0,60 | 0,8416 | 2,4 | 0,01640 | 0,98360 | |
0,35 | 0,65 | 0,9346 | 2,6 | 0,00932 | 0,99068 | |
0,30 | 0,70 | 1,0364 | 2,8 | 0,00511 | 0,99489 | |
0,25 | 0,75 | 1,1503 | 3,0 | 0,00270 | 0,99730 | |
0,20 | 0,80 | 1,2816 | 3,2 | 0,00137 | 0,99863 | |
0,15 | 0,85 | 1,4395 | 3,4 | 0,00067 | 0,99933 | |
0,10 | 0,90 | 1,6449 | 3,6 | 0,00032 | 0,99968 | |
0,05 | 0,95 | 1,9600 | 3,8 | 0,00014 | 0,99986 | |
0,01 | 0,99 | 2,5758 | 4,0 | 0,00006 | 0,99994 | |
0,001 | 0,999 | 3,8906 |
Примечание: Рдов - вероятность изготовления годного изделия,

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
