


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
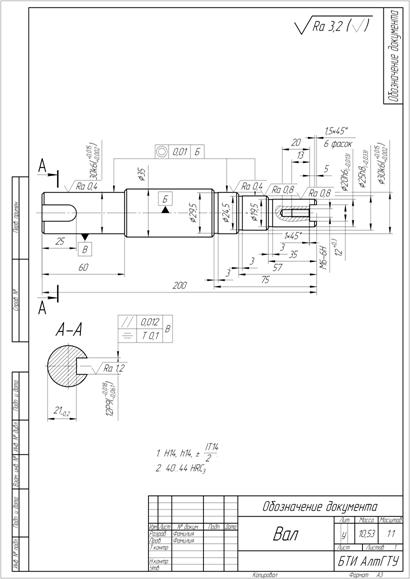
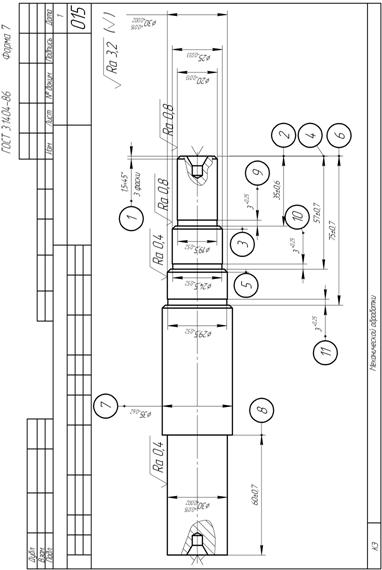
Изделие, изображенное на чертеже (рисунок А.1), относится к классу валов. Валы в машинах предназначены для базирования вращающихся деталей (втулок, зубчатых колес, маховиков, муфт), для базирования заготовок изготовляемых деталей или инструментов, для передачи крутящего момента и для преобразования вращательного движения в поступательное.
По геометрической форме вал, изображенный на чертеже, относится к прямому.
Базовыми поверхностями вала, обеспечивающими его работоспособность, являются опорные шейки (диаметрами 30, 20, 35 мм), паз, являющийся торцевым шпоночным пазом и служащий для передачи крутящего момента, а также паз под призматическую шпонку, которая предотвращает относительное перемещение вала при передаче крутящего момента (допуски и параметры шероховатости назначены верно по [1]).
Для большинства валов главным является обеспечение соосности рабочих поверхностей. Как правило, эта величина выбирается по 5-7 степеням точности (на чертеже соосность указана верно в соответствии с [1]).
Цилиндрические поверхности обрабатываются по 7 квалитету с шероховатостью Ra=0,8-0,4 мкм, что соответствует рекомендациям [1]. Для остальных поверхностей параметр шероховатости Ra=3,2 мкм.
На чертеже не указан материал изделия.
Валы в основном изготовляют из конструкционных и легированных сталей, к которым предъявляются требования высокой прочности, хорошей обрабатываемости, малой чувствительности к концентрации напряжений, а также повышенной износостойкости. Этим требованиям отвечают стали марок 35, 40, 45, 40Х, 40ХН, 40Г и др. Выбираем сталь 40Х по ГОСТ 4543-71, т. к. она обладает высокими механическими характеристиками.
Для изображения данного вала будет достаточно одного главного вида и сечения. Количество линейных и диаметральных размеров достаточно, и они указаны верно. Однако не хватает знаков диаметра.
Вывод: чертеж требует доработки.
А.4 Анализ технологичности изделия
На характер технологических процессов существенное влияние оказывает технологичность конструкции изделия и составляющих его деталей.
Технологичность конструкции изделия – это совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных качества, объема выпуска и условий выполнения работы. То есть чем меньше трудоемкость и себестоимость изготовления изделия, тем более оно технологично. В этом и состоит принцип технологичности конструкции.
Таким образом, основными критериями оценки технологичности конструкции являются трудоемкость и себестоимость изготовления.
Требования к технологичности конструкции изделия следующие:
• конструкция детали должна состоять из стандартных и унифицированных элементов или быть стандартной в целом;
• детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом;
• конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
|
1 – Чертеж вала |
Технологичность конструкции может оцениваться на двух уровнях: качественном и количественном.
Количественную оценку в учебных целях не применяют, т. к. изделие оценивается по формальным показателям. Ввиду сложности ее выполнения применим только качественную оценку (таблица А.1).
На качественном уровне изделие считается технологичным, если его можно выполнить на серийно-выпускаемом оборудовании с применением стандартных инструментов и приспособлений.
1 – Качественная оценка технологичности
Поверхность (рисунок А.2) | Машины и оборудование | Приспособления | Инструменты | Технологичность |
Фаски 1 | Токарный | Трехкулачковый патрон | Проходной | Технологично |
Паз 2 | Фрезерный | Трехкулачковый патрон | Концевая фреза | Технологично |
Резьба на внутренней поверхности 3 | Токарный | Трехкулачковый патрон | Метчик | Технологично |
Цилиндрические поверхности 4 | Токарный | Трехкулачковый патрон | Проходной | Технологично |
Канавки 5 | Токарный | Трехкулачковый патрон | Канавочный | Технологично |
Шпоночный паз 6 | Фрезерный | Машинные | Шпоночная фреза | Технологично |
|
2 – Поверхности детали |
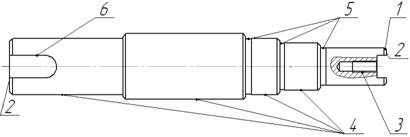
Вывод: по результатам качественного анализа было выяснено, что изделие, изображенное на чертеже, технологично.
А.5 Выбор исходной заготовки
Выбор исходной заготовки непосредственно связан с конкретным технико-экономическим расчетом себестоимости готовой детали, выполняемым для заданного объема годового выпуска с учетом других условий производства.
Таким образом, при выборе заготовки необходимо обеспечить заданное качество.
А.5.1 Литье
Литейное производство позволяет получать разнообразные по конфигурации и свойствам фасонные отливки из чугуна, стали и из сплавов цветных металлов. Высокие механические и эксплуатационные свойства отливок обусловливают их широкое применение в различных отраслях промышленности. Литьем изготавливают заготовки как простой, так и сложной формы, которые нельзя получить другими технологическими методами.
К способам литья относят литье в песчано-глинистые формы, в оболочковые формы, под давлением, по выплавляемым моделям, центробежное литье.
А.5.1.1 Литье в песчано-глинистые формы
Этот способ является универсальным для получения заготовок из материалов различных марок и габаритов. Его сущность заключается в получении отливок из расплавленного металла, затвердевшего в формах, изготовленных из формовочных смесей путем уплотнения с использованием модельного комплекта. После затвердевания залитого металла и охлаждения отливки производят ее выбивку, очистку и обрубку.
А.5.1.2 Литье в оболочковые формы
При этом методе используют песчано-смоляные смеси. По такому методу можно изготовить заготовки сложной конфигурации массой до 100 кг. Метод экономически оправдан при производстве ответственных отливок из труднообрабатываемых материалов.
А.5.1.3 Литье под давлением
Этот способ применяют для заготовок сложной формы. Изготовляют отливки на специальных машинах для литья под давлением с холодной и горячей камерами прессования. Эти машины могут выпускать до 400 отливок в час. Способ рентабелен при готовой программе не менее чем штук в год из-за высокой сложности оборудования.
А.5.1.4 Литье по выплавляемым моделям
Сущность этого способа заключается в процессе получения отливок из расплавленного металла в формах, которые не требуют разъема, т. к. рабочая полость образуется в результате удаления (вытекания) легкоплавкого материала модели при ее предварительном нагревании. Выплавляемые модели изготовляют из модельных составов, состоящих из двух и более компонентов. Масса заготовки до 150 кг. Рентабелен в крупносерийном производстве.
А.5.1.5 Центробежное литье
Его сущность заключается в получении отливок из расплавленного металла во вращающихся формах. По такому способу получают изделия типа втулок, отливки с высокими механическими свойствами. Масса заготовки от 0,01 до 1 тонны. Используется в крупносерийном и массовом производстве.
А.5.2 Ковка и штамповка
Ковку применяют с целью получения заготовки простой конфигурации с массой выше 4 тонн. Она осуществляется на гидравлических прессах или на пневматических молотках. Ковкой получают разнообразные по форме и размерам поковки массой до 300 тонн, которые служат заготовками для последующей обработки резанием. Также поковки применяют в единичном и мелкосерийном производстве.
Штамповка используется для изготовления мелких и средних заготовок. В качестве инструмента применяют штампы из конструкционных, алюминиевых, магниевых, титановых сплавов. Штамповку широко применяют для серийного и массового производства заготовок и деталей.
А.5.3 Заготовки из проката
Они чаще всего применяются для выпуска гладких и ступенчатых валов при небольшой разнице в диаметре.
Различают следующие виды проката:
• листовой прокат – профили такого проката легкие и достаточно жесткие;
• сортовой прокат – в виде прутков круглого, прямоугольного, шестигранного профиля или с фасонным профилем;
• трубы – получают сваркой заготовок, свернутых из полосы, или прокаткой на автоматических трубопрокатных станах из заготовок круглого сечения.
А.5.4 Выбор заготовки
Выбор заготовки осуществляется на двух уровнях: количественном и качественном. Количественный уровень применяют, когда экономическую целесообразность заготовки рассчитывают по затратам на заготовительное производство и дальнейшую механическую обработку. Как предварительный вариант для количественной оценки применяют качественный уровень, где предварительно заготовку выбирают, используя следующие критерии: технологические свойства материала изделия и геометрию изделия.
а) Технологические свойства материала изделия. В соответствии с данными чертежа материал, из которого изготовлен вал – сталь 40Х. Данная сталь обладает высокой прочностью, хорошей обрабатываемостью, малой чувствительностью к концентрации напряжений. Для вала, изготовленного из стали 40Х, в качестве способа получения заготовки могут быть использованы ковка, штамповка и прокат [9].
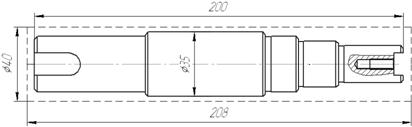
б) Геометрия изделия. Так как вал имеет простую конфигурацию, состоит из цилиндрических поверхностей (с небольшой разницей в диаметре), то его можно выполнить из круглого проката.
В соответствии с программой выпуска (в нашем случае это 200000 штук в год), методом заготовительного производства для вала также является прокат.
Таким образом, учитывая все критерии выбора и данные справочника [9], наиболее рациональным способом заготовки для вала является круглый прокат из стали 40Х ГОСТ 4543-71 (рисунок А.3).
|
3 – Эскиз заготовки |
Длина заготовки:
|
где LД – длина детали, мм;
Z – припуск, мм;
Т – ширина резца, мм.
 .
.
Длина заготовки для десяти деталей:

Принимаем необходимую длину заготовки, равную ![]()
Объем детали:
|
где VПi – объем элементарной охватываемой поверхности детали (цилиндр, призма, конус, шар и т. д.);
VПj – объем элементарной охватывающей поверхности детали (цилиндр, призма, конус, шар и т. д.).
 С учетом округления VД =135 см3.
С учетом округления VД =135 см3.
Объем заготовки:
![]() т. е.
т. е. 
Масса детали и заготовки:
|
где ρ – плотность материала, г/см3.
Коэффициент использования материала:
|
 .
.
Вывод: выбор заготовки осуществляется на качественном уровне. Заготовка на десять изделий – круглый прокат из стали 40Х диаметром 40 мм, длиной 208 мм. Оборудование – токарный станок и фрезерно-центровальный полуавтомат марки МР72.
А.6 Разработка технологического маршрута механической обработки
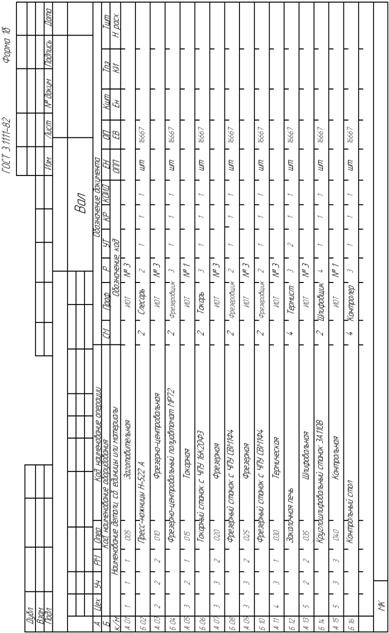
Маршрут – полный набор и строгая последовательность выполнения технологических операций с целью получить изделие заданного качества (заданное чертежом) при заданной программе и заданном сроке освоения.
А.6.1 Разработка структуры технологического процесса
Сначала следует определить методы финишной обработки.
Согласно техническим требованиям чертежа вал подвергается термической обработке в виде закалки и отпуска (на это указывает запись HRCЭ 40-44).
Определим состав операций обработки и их последовательность.
Сначала отрезаем заготовку длиной 208 мм на пресс-ножницах Н-522А.
Далее, закрепив заготовку в рифленый и гладкий центры на токарном станке, выполняем (рисунок А.4, таблица А.2):
• точение фасок 3, 6, 9, 12, 14, 16;
• точение цилиндрических поверхностей 4, 7, 10, 13, 15;
• точение канавок 5,8,11.
В результате получаем одну токарную операцию.
|
4 – Поверхности детали, подлежащие механической |

Затем на фрезерном станке закрепляем заготовку в патрон и выполняем фрезерование паза 2, сверление отверстия 18 и нарезание резьбы 19.
Затем на фрезерном станке, закрепив заготовку на столе, выполняем фрезерование шпоночного паза 17.
В результате получаем две фрезерные операции.
Таблица А.2 – Методы механической обработки отдельных
поверхностей
Номер поверхности | Метод механической |
1 | Фрезерование |
2 | Фрезерование |
3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 | Точение |
17 | Фрезерование |
18 | Сверление |
19 | Резьбонарезание |
Затем для достижения заданной твердости HRC 40-44 вал подвергается закалке с последующим отпуском. Поэтому следующая операция – термическая. В качестве оборудования используется закалочная печь.
Следующая операция – шлифовальная. Шлифованию подвергаются цилиндрические поверхности 4, 7, 10, 15.
Необходимым требованием при разработке технологического маршрута является качество детали, поэтому в технологический процесс вводят заключительную контрольную операцию.
Итак, структура технологического процесса включает операции:
1) заготовительную;
2) фрезерно-центровальную;
3) токарную;
4) фрезерную;
5) фрезерную;
6) термическую;
7) шлифовальную;
8) контрольную.
А.6.2 Выбор технологического оборудования
На выбор технологического оборудования влияет способ формообразования, точность обработки, габариты рабочего пространства станка и масштаб производства. Исходя из этих критериев сделан выбор оборудования [9].
Для заготовительной операции используем пресс-ножницы Н-522А.
Для фрезерно-центровальной операции – фрезерно-центровальный полуавтомат марки МР72.
Для токарной операции – токарный станок 16К20Ф3 с системой ЧПУ.
Для фрезерной операции – фрезерный станок с ЧПУ СВМ1Ф4 2Р32.
Для термической операции – закалочную печь.
Для шлифовальной операции – круглошлифовальный станок 3А110В.
А.6.3 Обоснование профессий исполнителей
В соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих (ЕТКСР и ПР) производится обоснование профессий исполнителей и определение разряда рабочих.
Согласно данным [4] указывается квалификационный разряд работ и осуществляется присвоение тарифного разряда рабочим:
1) заготовительную операцию выполняет слесарь 2-го разряда;
2) фрезерно-центровальную операцию выполняет фрезеровщик 3-го разряда;
3) токарную операцию выполняет токарь 3-го разряда;
4) фрезерную операцию выполняет фрезеровщик 2-го разряда;
5) термическую операцию выполняет термист 3-го разряда;
6) шлифовальную операцию выполняет шлифовальщик 4-го разряда;
7) контрольную операцию выполняет контролер 3-го разряда.
А.6.4 Обоснование экономических показателей
При разработке технологического процесса учитывают следующие экономические показатели:
· степень механизации (СМ);
· условия труда (УТ);
· количество одновременно изготавливаемых деталей (КОИД);
· единицу нормирования (ЕН);
· размер партии (ОП);
· штучное время (Тшт).
Выделяют пять степеней механизации:
· наблюдение за работой автоматов – 1;
· работа с помощью машин и автоматов – 2;
· работа вручную при машинах и автоматах – 3;
· работа на автоматах – 4;
· работа вручную при наладке машин и ремонте – 5.
Таким образом, определим степень механизации (СМ) по каждой операции технологического процесса:
· для заготовительной, фрезерно-центровальной, токарной и фрезерной операций СМ=2;
· для термической операции СМ=4;
· для шлифовальной операции СМ=2;
· для контрольной операции СМ=4.
Следующий экономический показатель – условия труда, которые делятся [7]:
· на нормальные;
· на вредные;
· на особо вредные (особо тяжелые).
Таким образом, выполнение заготовительной, фрезерно-центро-вальной, токарной, фрезерной, шлифовальной и контрольной операций протекает при нормальных условиях, а термической – при вредных условиях.
Количество одновременно изготавливаемых деталей принимаем равным 1.
Соответственно единица нормирования – одна штука.
Размер партии изделий (ОП) рассчитываем по следующей формуле:
 .
.
Размер партии 16667 изделий в месяц.
Вывод: обосновали основные экономические показатели, которые заносим в Форму № 1 маршрутной карты.
А.7 Разработка технологической операции
Технологическая операция – это часть технологического процесса, выполняемая на одном рабочем месте.
В процессе разработки технологической операции выполняют следующие инженерные задачи:
1) разработка операционного эскиза и схемы базирования;
2) разработка структуры технологической операции;
3) выбор приспособлений;
4) выбор режущего инструмента;
5) выбор вспомогательного инструмента;
6) выбор средств измерения;
7) расчет режимов резания;
8) определение штучного времени.
Разрабатываем токарную операцию.
А.7.1 Разработка операционного эскиза и схемы базирования
Операционный эскиз – технологическая задача, которая выполняется графически.
Под базированием понимается придание заготовке определенного положения в приспособлении.
Вал обрабатывается на токарном станке с помощью рифленого и гладкого центров. Обозначение на карте эскизов [6]: ![]() .
.
После базирования заготовку закрепляют для того, чтобы во время обработки она сохранила заданное положение.
А.7.2 Разработка структуры технологической операции
Для выполнения токарной операции необходимо дифференцировать ее на отдельные части, называемые технологическими переходами.
Технологический переход – это часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных режимах и установке.
Определим структуру технологической операции, т. е. последовательность выполнения основных и вспомогательных переходов.
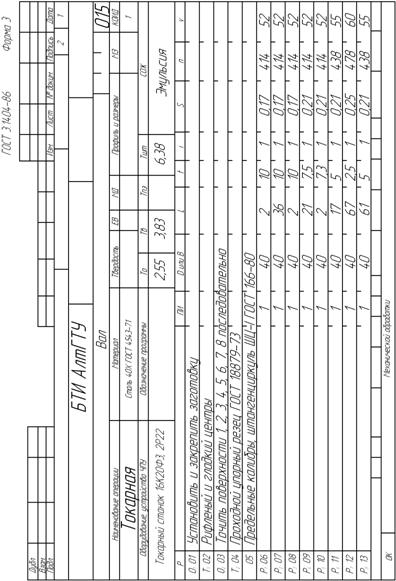
Структура технологической операции (смотри операционную карту ОК и карту эскизов КЭ, рисунки А.6, А.7, см. рисунок А.8):
· первый переход: установить и закрепить заготовку;
· второй переход: точить поверхности последовательно, выдерживая размеры 1, 2, 3, 4, 5, 6, 7, 8;
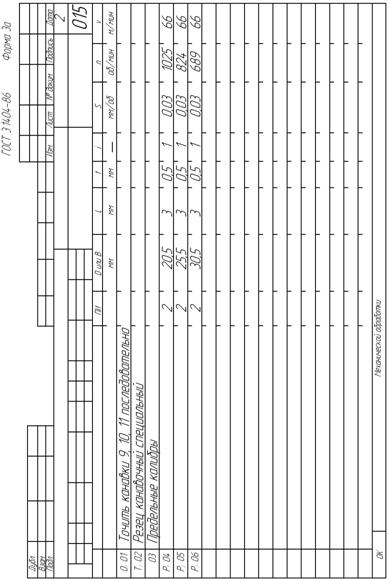
· третий переход: точить канавки последовательно, выдерживая размеры 9, 10 , 11.
А.7.3 Выбор приспособлений
При разработке технологической операции необходимо правильно выбрать приспособления, которые способствуют повышению производительности труда, качества и точности обработки детали, улучшению условий труда, сокращению трудоемкости обработки.
Выбор приспособлений зависит от типа производства, способа формообразования и конструкции станка.
При токарной обработке вала в качестве приспособлений используем рифленый и гладкий центры [6].
А.7.4 Выбор режущего инструмента
Основными критериями при выборе режущего инструмента являются метод обработки, механические свойства обрабатываемого материала и режущие свойства инструмента, требуемая точность обработки и качество обрабатываемой поверхности детали.
С учетом конструкции детали можно применить стандартный инструмент.
Второй переход (точение поверхностей 1-8) выполняем проходным упорным резцом, правым и левым, с пластинами из твердого сплава Т15К6. Условное обозначение резца в операционной карте: проходной упорный резец Т15К6 ГОСТ [6].
Третий переход (точение канавок 9-11) выполняем специальным канавочным резцом.
А.7.5 Выбор вспомогательного инструмента
Для закрепления проходного упорного резца и специального канавочного резца в револьверной головке токарного станка вспомогательный инструмент не требуется [6].
А.7.6 Выбор средств измерения
Измерительное средство – техническое устройство, используемое при измерениях и имеющее нормированные метрологические свойства.
При его выборе руководствуются следующими принципами: обеспечивая заданную точность, выбранное средство должно обладать высокой производительностью, не вызывать значительного удорожания продукции, т. е. обеспечивать экономическую целесообразность его применения.
Выбор средства измерения заключается в том, чтобы на основе данных по номинальному размеру и допуску определить допустимую погрешность средства измерения, а затем на основе полученной величины верно подобрать измерительное средство.
Средствами измерения для вала являются штангенциркуль ШЦ-I ГОСТ 166-80 и предельные калибры [6].
А.8 Расчет режимов резания и штучного времени
Операция 015 – Токарная.
Исходные данные: деталь – вал; обрабатываемый материал – сталь 40Х; заготовка – круглый прокат; станок – токарный с ЧПУ 16К20Ф3; частота вращения шпинделя – 12,5-2000 об/мин; приспособления – рифленый и гладкий центры.
А.8.1 Точение поверхностей 1-8
По таблицам 26, 30 [8] определяем подачу ST и поправочные коэффициенты на подачу, а по таблицам 36, 37 [8] – скорость резания VT и поправочные коэффициенты на скорость резания. Аналогичные значения ST, VT и поправочных коэффициентов можно определить по таблицам 17, 21, 25, 26 настоящего пособия.
А.8.1.1 Поверхность 1
Подача:
 (мм/об).
(мм/об).
Скорость резания:
 (м/мин).
(м/мин).
Частота вращения:

А.8.1.2 Поверхность 2
Подача:
 (мм/об).
(мм/об).
Скорость резания:
 (м/мин).
(м/мин).
Частота вращения:
А.8.1.3 Поверхность 3
Подача:
 .
.
Скорость резания:
 .
.
Частота вращения:
.
А.8.1.4 Поверхность 4
Подача:
 .
.
Скорость резания:
.
Частота вращения:
.
А.8.1.5 Поверхность 5
Подача:
.
Скорость резания:
.
Частота вращения:
.
А.8.1.6 Поверхность 6
Подача:
.
Скорость резания:
 .
.
Частота вращения:

А.8.1.7 Поверхность 7
Подача:
 .
.
Скорость резания:
 .
.
Частота вращения:

А.8.1.8 Поверхность 8
Подача:
.
Скорость резания:
 .
.
Частота вращения:
А.8.2 Точение канавок 9-11
По таблицам 29, 30 [8] определяем подачу ST и поправочные коэффициенты на подачу, а по таблицам 36, 37 [8] – скорость резания VT и поправочные коэффициенты на скорость резания. Аналогичные значения ST, VT и поправочных коэффициентов можно определить по таблицам 20, 21, 25, 26 настоящего пособия.
А.8.2.1 Поверхность 9
Подача:
 .
.
Скорость резания:
 .
.
Частота вращения:

А.8.2.2 Поверхность 10
Подача:
 .
.
Скорость резания:
.
Частота вращения:

А.8.2.3 Поверхность 11
Подача:
.
Скорость резания:
.
Частота вращения:

А.8.3 Расчет штучного времени [6]
1)  ;
;
2)  ;
;
3)  ;
;
4)  ;
;
5)  ;
;
6)  ;
;
7)  ;
;
8)  ;
;
9)  ;
;
10)  ;
;
11)  .
.


 .
.

 |
![]()
ЛИТЕРАТУРА
1. Анурьев, конструктора-машиностроителя [Текст]. В 3 т. Т. 1. / . – М.: Машиностроение, 1982. – 736 с.
2. Балабанов, справочник технолога-машиностроителя [Текст] / . – М.: Изд-во стандартов, 1992. – 464 с.
3. Добрыднев, проектирование по предмету «Технология машиностроения»: учеб. пособ. для техникумов по специальности «Обработка металлов резанием» [Текст] / . – М.: Машиностроение, 1985. – 184 с.
4. Единый тарифно-квалификационный справочник работ и профессий рабочих [Текст]. Вып. 2, часть 1. - М.: Экономика, 1990. – 237 с.
5. Маталин, машиностроения: учебник для машиностроительных вузов по специальности «Технология машиностроения» [Текст] / . – Л.: Машиностроение, 1985. – 496 с.
6. Обработка металлов резанием: справочник технолога [Текст] / [и др.]; под ред. . – М.: Машиностроение, 1988. – 736 с.
7. Организация и планирование машиностроительного производства: учебник для машиностроительных вузов [Текст] /
[и др.]; под ред. . – М.: Высшая шк., 1988. – 366 с.
8. Прогрессивные режущие инструменты и режимы резания металлов: справочник [Текст] / [и др.]; под общей ред. . – М.: Машиностроение, 1990. – 400 с.
9. Справочник технолога-машиностроителя [Текст]. В 2 т. / под. ред. и . – М.: Машиностроение, 1986. – 590 с.
10.Технология машиностроения: учеб. пособ. для вузов [Текст].
В 2 кн. / [и др.]; под ред. . – М.: Высш. шк., 2003. – 295 с.
Учебное издание
Боткин Илья Викторович
Рыжиков Владимир Васильевич
Фирсов Александр Максимович
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Учебное пособие
Редактор
Технический редактор
Подписано в печать 21.03.2011. Формат 60´84 1/16
Усл. п. л. - 7,4. Уч.-изд. л. - 7,9
Печать - ризография, множительно-копировальный
аппарат «RISO EZ300»
Тираж 50 экз. Заказ 2011-50
Издательство Алтайского государственного
технического университета
г. Барна
Оригинал-макет подготовлен ИИО БТИ АлтГТУ
Отпечатано в ИИО БТИ АлтГТУ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
