


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1 | 2 | 3 | 4 |
28 | Кшт | Б | Коэффициент штучного времени при многостаночном обслуживании |
29 | Тп. з | Б | Норма подготовительно-заключительного времени на операцию |
30 | Тшт | Б | Норма штучного времени на операцию |
5 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
5.1 Структура технологических операций
Структура технологических операции и последовательность выполнения переходов определяются средствами технологического оснащения. Технологическое оборудование (металлорежущие станки), технологическую оснастку (приспособления, вспомогательные и режущие инструменты и средства контроля), средства механизации и автоматизации производственных процессов выбирают с учетом типа производства, программы выпуска изделий. Выбор технологического оборудования основывается на анализе затрат на реализацию технологического процесса. Выбор технологической оснастки и режущего инструмента определяется в значительной степени типом производства и принятым технологическим оборудованием, во всех случаях следует стремиться к максимальному использованию универсально-сборных приспособлений.
При разработке технологических операций выполняют расчеты межоперационных припусков, режимов резания, определяют нормы времени и разряды работ. Определяют основное технологическое время для токарных, сверлильных, резьбонарезных работ, для зенкерования, развертывания, фрезерования по формулам:
|
где ТМ – машинное время, мин;
L – длина обработки, мм;
l – длина обрабатываемой поверхности, мм;
l1 – величина врезания инструмента, мм;
l2 – величина перебега (схода) инструмента, мм;
i – число ходов инструмента;
Sмин – подача, мм/мин (минутная подача);
n – частота вращения шпинделя или фрезы, об/мин;
S – подача на один оборот шпинделя или фрезы, мм/об;
Z – припуск на сторону, мм;
t – глубина резания на сторону, мм.
Нормы времени Тшт·к определяют после подсчета штучного Тшт и подготовительно-заключительного времени Тп. з по формуле
|
где n – число заготовок в партии.
Норма штучного времени определяется по формуле:
|
где То – норма основного технологического времени (расчет);
Тв – норма вспомогательного времени;
bтех – процент времени на техническое обслуживание рабочего места;
аорг – процент времени на организационное обслуживание рабочего места;
аотд – процент времени на отдых.
Значения bтех, аорг, аотд принимаются в соответствии с нормативами.
В условиях массового производства подготовительно-заключи-тельное время в норму времени не включают и в качестве нормы времени принимают Тшт. В единичном и серийном производствах время на обслуживание рабочего места (организационное и техническое), а также время на отдых и личные потребности рабочего определяют в процентах от оперативного времени.
Штучное время в этом случае:
|
где К – процент оперативного времени на обслуживание рабочего места (техническое и организационное) и на отдых.
5.2 Базирование и базы в машиностроении
Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется базированием.
База – это сочетание поверхностей, линий и точек применяемой заготовки, которое и используется для базирования.
Для обеспечения неподвижности заготовки на изделие необходимо наложить шесть двухсторонних геометрических связей, для создания которых необходим комплект баз.
Точка, символизирующая одну из связей избранной системы координат, называется опорной точкой.
База, используемая для определения положения заготовки в процессе изготовления, называется технологической.
База, лишающая заготовку трех степеней свободы (перемещение вдоль первой координатной оси и поворотов вокруг двух осей), называется установочной базой.
Отклонение фактического положения заготовки от требуемого называется погрешностью базирования.
5.2.1 Способы базирования заготовки в приспособлении
Под базированием понимается придание заготовке определенного положения в приспособлении. После базирования заготовку закрепляют, для того чтобы во время обработки она сохраняла заданное положение. Базирование и закрепление – два различных элемента установки заготовки. Базирование не заменяет закрепление.
Число опорных точек при базировании определяется размерной связью заготовки. От нее зависит число баз, необходимых для базирования заготовки, и, следовательно, число опорных точек.
Основные опорные элементы характеризуются тем, что каждый из них реализует одну или несколько опорных точек для базирования заготовки. Размещенные в приспособлении, они образуют необходимую при выбранном способе базирования совокупность опорных точек. К этим элементам относят опорные штыри и пластины, пальцы, центры и другие опоры.
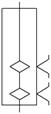
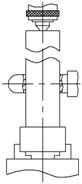
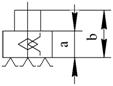
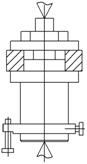
Зажимные устройства обозначаются как сочетание обозначения установочных устройств и зажимов. Обозначение формы рабочих поверхностей находится слева от обозначения опоры. Примеры схем базирования и установки изделий даны в таблице 4.
Установленные графические обозначения опор, зажимов и установочных устройств применяются в технологической документации (таблица 5).
5.3 Оформление карт эскизов
На каждую операцию механической обработки при операционном описании технологического процесса оформляется операционный эскиз на карте эскизов. На графических документах изображают эскизы изделий (деталей, сборочных единиц), эскизы технологических установок и позиций. Графические изображения выполняют с целью наглядной и дополнительной информации по выполнению действий, указанных в других документах (маршрутная карта, операционная карта и т. п.).
При выполнении эскизов соблюдение масштаба не обязательно, но необходимо соблюдать пропорции элементов изделий с указанием обрабатываемых поверхностей. Обрабатываемые поверхности на эскизе следует обводить линией толщиной 2S. Следует отметить, что эскизы разрешается выполнять как с применением чертежного инструмента, так и без него, от руки.
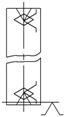
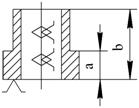
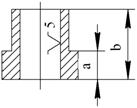
Таблица 4 – Схемы базирования и установки заготовок в приспособлениях и на станках | Рекомендуемое условное изображение на технологическом | 5 |
|
|
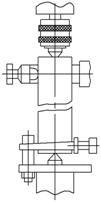
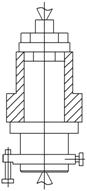
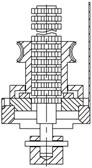
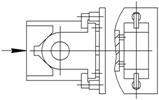
Пример возможной конструктивной реализации схемы | 4 |
|
| |
Общее число лишаемых степеней свобо-ды при базировании | 3 | 5 | 4 | |
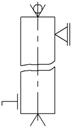
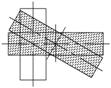
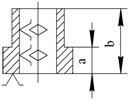
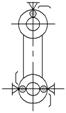
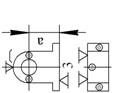
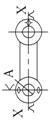
Теоретическая схема базиро-вания | 2 |
|
| |
Характеристика установки или | 1 | Установка вала в неподвижном переднем центре с поводковым патроном и вращающемся заднем центре с подвижным | Бесцентровое шлифование гладкого валика |

Продолжение таблицы 4 | 5 |
|
|
|
4 |
|
|
| |
3 | 4 | 5 | 5 | |
2 |
|
|
| |
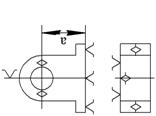
1 | Установка вала в двух - | Установка вала в само-центрирующем трехкулачковом патроне с механи-ческим зажимом с упо- | Установка диска в двух - или трехкулачковом |






Продолжение таблицы 4 | 5 |
|
|
|
4 |
|
|
| |
3 | 5 | 5 | 5 | |
2 |
|
|
| |
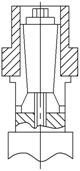
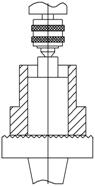
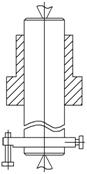
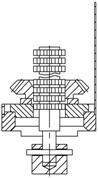
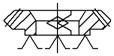
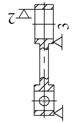
1 | Установка короткой втулки-диска на разжимной (цанговой) оправке (а) | Установка короткой втулки-диска на гладкой цилиндрической оправке с базированием по торцу | Обработка длинной втул-ки на разжимной (цанговой) оправке с упором по торцу, обеспечивающая строгую концентричность поверхностей вращения |



Продолжение таблицы 4 | 5 |
|
| ||
4 |
|
| |||
3 | 5 | 5 | |||
2 |
|
| |||
1 | Обработка втулки, установленной на цилиндрической оправке с гидропластовым зажимом, с упором в торец на рифленую поверхность и с поджимом вращающимся центром, обеспечивающая строгую концентричность поверх-ностей вращения | Обработка длинной | |||
Продолжение таблицы 4 | 5 |
|
|
|
|
4 |
|
|
|
| |
3 | 5 | 5 | 5 |
| |
2 |
|
|
|
| |
1 | Обработка длинной втулки на гладкой цилиндрической оправке с гайкой, допускающая эксцентриситет поверхностей вращения | Протягивание длинного | Протягивание короткого |
| |
Продолжение таблицы 4 | 5 |
|
|
| |
4 |
|
|
| ||
3 | 3 | 5 | 6 | ||
2 |
|
|
| ||
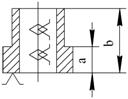
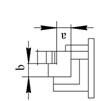
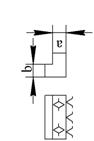
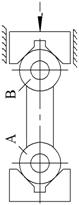
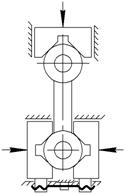
1 | Шлифование плоскости А на магнитном столе, | Фрезерование уступа, | Установка шатуна на плоскости торцов и по отверстиям головок для обработки наружного контура | ||









Продолжение таблицы 4 | 5 |
|
|
|
4 |
|
|
| |
3 | 5 | 6 | 6 | |
2 |
|
|
| |
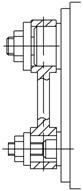
1 | Установка вала | Установка рычага для расточки отверстий в головках, обеспечи-вающая их положение на оси симметрии, концентричность отверстия и наружного контура головки А и перпендикулярность осей отверстий к торцам головок | Установка рычага для расточки отверстий, обеспечивающая симметричное располо-жение их осей относительно наружных поверхностей головок и перпендикулярность осей головок к торцам |




Продолжение таблицы 4 | 5 |
|
|
4 |
|
| |
3 | 6 | 6 | |
2 |
|
| |
1 | Установка рычага для расточки отверстий, обеспечивающая концентричность отверстия А по контуру головки, обеспечивая симметричность расположения осей отверстий относительно наружного контура и их перпендикулярность к торцам головок | Установка заготовки |
Продолжение таблицы 4 | 5 |
|
|
4 |
|
| |
3 | 5 | 5 | |
2 |
|
| |
1 | Сверление отверстия d | Сверление четырех отверстий перпендикулярно к плоскости А с центри-рованием на цилиндричес-кий палец, с упором |
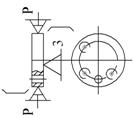
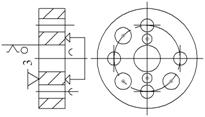
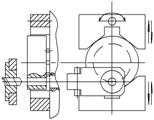
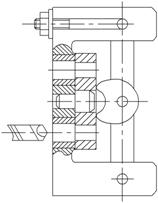
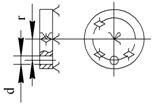
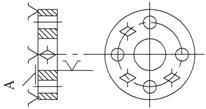
Таблица 5 – Условные обозначения опор, зажимов и установочных устройств, соответствующие ГОСТ 3.1107-81, и число лишаемых ими степеней свободы заготовок

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
