


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4 При базировании заготовки по длинному цилиндрическому гладкому, резьбовому или шлицевому отверстию на соответствующей оправке с упором по торцу заготовка лишается пяти степеней свободы (четыре по двойной направляющей базе – цилиндрической поверхности отверстия и одна по упорной базе – торцу базируемой заготовки). При базировании коротких дисков цилиндрическая оправка также лишает заготовку пяти степеней свободы, однако по цилиндрической поверхности в этом случае осуществляется только центрирование заготовки с лишением ее двух степеней свободы. Направление оси диска обеспечивается его базированием по большой торцовой плоскости (установочная база, лишающая заготовку трех степеней свободы). 5 При установке заготовки цилиндрическим отверстием на конической беззапорной оправке трения или конической роликовой оправке заготовка лишается пяти степеней свободы (длинный конус – упорно-направляющая база). Однако следует учитывать, что положение заготовки в осевом направлении в этом случае изменяется в широких пределах, потому что погрешность базирования в этом направлении очень сильно зависит от колебаний диаметра базового отверстия в пределах его допуска, так как конусность оправки трения весьма мала |
На эскизах, относящихся к конкретным операциям, изделия следует изображать в рабочем положении. Нанесение размеров и их предельных отклонений на эскизах следует производить в соответствии с ГОСТ 2.307-68, а указание допусков формы и расположение поверхностей – с ГОСТ 2.308-79. Обозначение шероховатости обрабатываемых поверхностей указывают в соответствии с ГОСТ 2.309-73. На эскизах необходимо указывать обозначения опор, зажимов и установочных устройств, которые представляются в соответствии с ГОСТ 3.1107-81 (см. таблицы 4, 5).
При разработке эскизов допускается изделия изображать упрощенно, без указания его отдельных конструктивных элементов, не относящихся к обрабатываемым поверхностям и не влияющих на установку, базирование и закрепление изделия. Также упрощенно в плане следует изображать технологические наладки и установки с инструментом, причем невидимые контуры инструмента не указывать.
Все размеры или конструктивные элементы обрабатываемых поверхностей на эскизах к операциям должны быть пронумерованы арабскими цифрами, при этом номер размера или конструктивного элемента обводят окружностью диаметром 6-8 мм и соединяют с размерной или выносной линией. Нумерацию производят по часовой стрелке. Такое оформление эскиза позволяет в изложении содержания операции или перехода не указывать исполнительные размеры с предельными отклонениями, а указывать только номер размера или конструктивного элемента (рисунок А.8).
При необходимости изображения на графических документах таблиц и графиков их следует выполнять в соответствии с ГОСТ 2.105-95. При оформлении таблиц следует размеры и наименования граф выполнять аналогично графам, имеющимся в других технологических документах.
При заполнении текстовых документов разрабатывают эскизы отдельных технологических операций обработки резанием на листах графической части проектов (карта наладки) или на картах эскизов (КЭ) (форма 5, ГОСТ 3.1105-84) (см. рисунок А.8).
5.4 Разработка карты наладки
На картах наладки режущий инструмент показывают в конце рабочего хода. Если необходимо, штриховой линией показывают и исходное положение инструмента. Если последовательно применяют несколько различных инструментов, например: сверло, зенкер, развертку, то один из них показывают в конечном положении, а остальные вычерчивают рядом в порядке выполнения переходов.
Изображают и часть заготовки с обрабатываемой поверхностью, указывают ее размеры и шероховатость, а также траекторию движений подачи. При наличии большого числа одинаковых переходов эскизы инструмента дают на несколько характерных переходов, отличных друг от друга по виду и особенностям конструкции применяемых инструментов. Например, если на операции обрабатывают несколько отверстий, можно показать инструмент для обработки отверстий в сплошном материале у литых отверстий. Данные об остальных инструментах сводят в таблицы, помещаемые на том же листе. Сложный инструмент не следует вычерчивать полностью, достаточно, например, показать габариты и форму фрезы, два-три зуба и способ их крепления. Винтовые канавки, например у сверл, можно показать наклонными линиями. Во всех случаях из эскиза должен быть ясен способ крепления инструмента на шпинделе, суппорте и т. п. В таблице указывают государственный стандарт или технические условия на каждый инструмент (кроме специального).
Стрелками показывают траекторию движения режущего инструмента или заготовки. Технические требования, таблицы режимов резания, компоновочные схемы оборудования, графики следует помещать на свободной части листа справа от технологического эскиза или под ним. Технические требования излагают по ГОСТ 2.316-68, а таблицы выполняют по ГОСТ 2.105-95. Опоры, зажимы и установочные устройства изображают по ГОСТ 3.1107-81. Эти эскизы выполняют также упрощенно на картах эскизов.
Формы и правила оформления карт эскизов установлены ГОСТ 3.1105-84 «ЕСТД. Формы и правила оформления документов общего назначения». Основные надписи на карте эскизов следует выполнять по ГОСТ 3.1103-82.
Количество эскизов и схем, поясняющих операции, а также количество изображений видов, разрезов и сечений изделия на эскизе устанавливает разработчик документов.
Если технологу требуется предопределить форму рабочей поверхности опор или зажимов, то ее обозначают символами: плоская; сферическая; цилиндрическая (шариковая); ромбическая; призматическая; коническая; трехгранная, которые проставляются слева от условных обозначений опор или зажимов.
6 КОНТРОЛЬ И УПРАВЛЕНИЕ КАЧЕСТВОМ МАШИНОСТРОИТЕЛЬНОЙ ПРОДУКЦИИ
При разработке технологий предусматриваются как операции контроля, так и элементы контроля, входящие в операции механической обработки.
При выборе средств измерения необходимо учитывать экономические показатели, их себестоимость, время на настройку и измерения, надежность и стабильность контроля.
В массовом производстве экономически целесообразнее применять специальные контрольные приборы, калибры, приборы для комплексной проверки деталей по многим параметрам точности, устройства активного контроля качества.
Для единичного и мелкосерийного производства характернее применять универсальные средства измерения, штангенинструмент, микрометрические приборы, измерительные приборы.
6.1 Предельные калибры
Предельные калибры – калибры, номинальные размеры которых соответствуют наибольшему и наименьшему предельным размерам изделий.
Калибры для контроля гладких валов и отверстий подразделяют на проходные (обозначают ПР) и непроходные (обозначают НЕ).
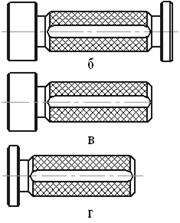
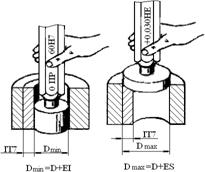
Гладкие калибры для контроля отверстий (рисунок 2) выполняют в форме цилиндров (прототип контролируемого отверстия), поэтому их называют пробками. Калибр-пробка ПР отличается от калибра-пробки НЕ значительно большей высотой цилиндра.
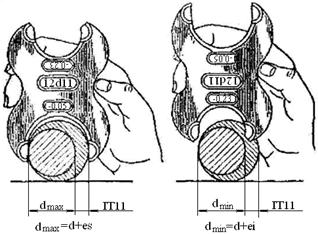
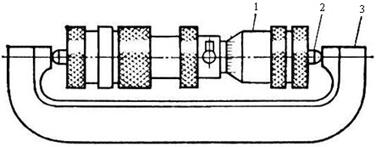
Гладкие калибры для контроля валов (рисунок 3) выполняют по форме кольца с внутренней цилиндрической измерительной поверхностью и в виде скобы. Преимущественное распространение получили не калибры-кольца, а калибры-скобы, позволяющие контролировать размеры валов без снятия их со станка. Калибрами-скобами контролируют коленчатые валы и другие детали сложной формы.
6.2 Штангенинструмент (штангенприборы)
Отсчетное устройство штангенприборов (рисунок 4) – штанга с нанесенной на ней шкалой с интервалом деления 1 мм и свободно перемещающаяся по штанге рамка, на скосе которой (напротив миллиметровой шкалы штанги) нанесена вспомогательная шкала, называемая нониусом (нониус служит для отсчета дробных долей миллиметра). Каждое пятое деление шкалы штанги отмечено удлиненным штрихом, а каждое десятое – штрихом более длинным, чем пятое, и соответствующим числом миллиметров.
|
| ||||||
а | |||||||
а – измерение калибром-пробкой; б – двухсторонний калибр-пробка; в – односторонний проходной калибр-пробка; г – односторонний непроходной калибр-пробка | |||||||
Рисунок 2 – Калибр-пробка |
Модуль шкалы нониуса показывает, через какое число делений миллиметровой шкалы штанги будут располагаться штрихи шкалы нониуса, смещенные на величину отсчета по нониусу. Штангенприбор модуля 1 с отсчетом по нониусу 0,1 мм (см. рисунок 4) имеет шкалу длиной 9 мм с десятью делениями.
Расстояние между двумя соседними штрихами шкалы нониуса составляет 0,9 мм, что короче на 0,1 мм интервала деления шкалы штанги, равного 1 мм.
На рисунке 5 приведены штангенциркули типов ШЦ-I, ШЦ-II, ШЦ-III.
При измерении наружных размеров измеряемое изделие 10 устанавливают между губками штангенциркуля (рисунок 6). Неподвижную губку прижимают к поверхности изделия, а губку с рамкой приближают до соприкосновения с изделием.
|
| ||
а | ||
| ||
б | в | г |
| ||
д | ||
а – измерения калибром-скобой; б – скоба листовая двухсторонняя; в – скоба листовая круглая односторонняя; г – скоба штампованная односторонняя; д – скоба штампованная двухсторонняя | ||
Рисунок 3 – Калибры-скобы | ||
|
| |
Рисунок 4 – Отсчетное устройство штангенприборов |
| |
|
|
а |
|
|
|
б |
|
|
|
в |
|
1 – штанга; 2 – губка штанги; 3 – губка рамки; 4 – рамка; 8 – микроподача; 9 – винт микроподачи |
|
Рисунок 5 – Штангенциркули типов ШЦ-I (а), ШЦ-II (б), ШЦ-III (в) |
|
| |
а | |
| |
б | |
1 – штанга; 2 – губка штанги; 3 – губка рамки; 4 – рамка; 5 – зажим рамки; 6 – нониус; 7 – линейка глубиномера; 8 – микроподача; 9 – винт микроподачи; 10 – измеряемое изделие | |
Рисунок 6 – Измерения штангенциркулем типа ШЦ-I (а), типа ШЦ-II (б) |
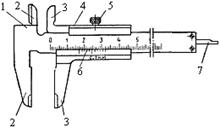
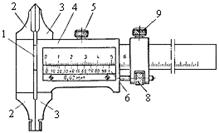
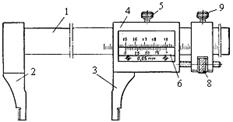
Схема измерения глубины штангенциркулем типа ШЦ-I приведена на рисунке 6а.
При наличии микроподачи рамки 4 (рисунок 6б) вторую губку штангенциркуля приводят в соприкосновение с поверхностью изделия вращением гайки 8 (при застопоренной микрометрической подаче с помощью винта 9), обеспечивая при этом нормальную силу измерения; как слишком большая, так и недостаточная сила измерения искажает результат измерения. Застопорив рамку 4 на штанге 1 винтом 5, снимают показания по шкалам штангенциркуля. При измерении внутренних размеров губки штангенциркуля (рисунок 6) вводят в контролируемое отверстие, обеспечивая соприкосновение их с поверхностью изделия с нормальной силой измерения. При отсчете показаний и определении результатов измерения необходимо к показаниям по шкалам штангенциркуля прибавлять толщину губок b, маркированную на них, если измерение проводилось штангенциркулем типов ШЦ-II или ШЦ-III.
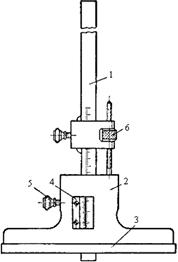
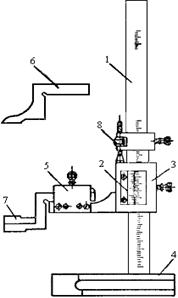
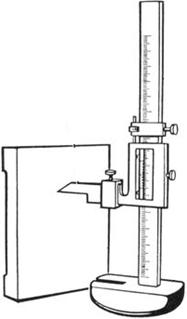
Штангенглубиномеры (рисунок 7а) и штангенрейсмасы (рисунок 7б) предназначены для измерения глубин пазов и отверстий (рисунок 8а), а также высот выступов (рисунок 8б).
|
|
а | б |
1 – штанга; 2 – рамка; 3 – основание; 4 – нониус; 5 – зажим рамки; 6 – микроподача рамки | 1 – штанга; 2 – нониус; 3 – рамка; 6 – разметочная ножка; 7 – измерительная ножка; 8 – микроподача рамки |
Рисунок 7 – Штангенглубиномер (а), штангенрейсмас (б) |
|
|
а | б |
Рисунок 8 – Примеры измерения с помощью штангенглубиномера (а) и разметки с помощью штангенрейсмаса (б) |
Примеры обозначения в технологической документации штангенциркуля типа ШЦ-II с пределами измерений от 0 до 250 мм и от-счетом по нониусу 0,05 мм: Штангенциркуль ШЦ-II-250-0,05
ГОСТ 166-80; то же типа ШЦ-III с пределами измерения от 01.01.01 мм и отсчетом по нониусу 0,1 мм: Штангенциркуль ШЦ-III-1600-0,1 ГОСТ 166-80; штангенглубиномера с пределами измерений от 0 до 200 мм: Штангенглубиномер ШГ-200 ГОСТ 162-80; штангенрейсмаса с пределами измерений от 0 до 250 мм и отсчетом по нониусу 0,05 мм: Штангенрейсмас ШР-250-0,05 ГОСТ 164-80.
6.3 Микрометрические приборы
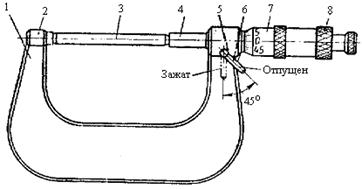
Более точными по сравнению со штангенприборами являются микрометрические приборы, к которым относят микрометры различных типов, микрометрические глубиномеры и микрометрические нутромеры (рисунки 9, 10, 11).
|
1 – скоба; 2 – пятка; 3 – установочная мера; 4 – микровинт; |
Рисунок 9 – Микрометр гладкий |
|
1 – микрометрическая головка; 2 – измерительный наконечник; 3 – установочная скоба |
Рисунок 10 – Микрометрический нутромер |
|
1 – основание; 2 – стебель; 3 – измерительный стержень; |
Рисунок 11 – Микрометрический глубиномер |
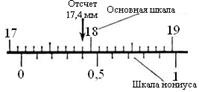
Принцип действия микрометрических приборов основан на преобразовании вращательного движения точного микрометрического винта, установленного в неподвижную гайку, в его поступательное перемещение вдоль оси. На наружной цилиндрической поверхности стебля 1 имеется продольная отсчетная линия, над и под которой нанесены миллиметровые деления (рисунок 12).
Начальные штрихи шкалы и штрихи, соответствующие каждому пятому миллиметру, отмечены цифрами. Сверху отсчетной линии нанесены деления миллиметровой шкалы, смещенной относительно начального деления нижерасположенной шкалы на 0,5 мм. Указателем отсчета по шкалам, нанесенным на стебле, является торец барабана 2. На торце барабана выполнен скос, на котором нанесено 50 делений. Штрихи шкалы барабана, соответствующие каждому пятому делению, удлинены и отмечены цифрами: 0; 5; 10; 15; 20; 25; 30; 35; 40 и 45.
|
1 – стебель; 2 – барабан |
Рисунок 12 – Измерения микрометрическим инструментом |
Поворот барабана вместе с микрометрическим винтом на одно деление соответствует их перемещению в осевом направлении на величину 0,01 мм. Таким образом, цена деления микрометра составляет 0,01 мм.
При отсчете показаний сначала отсчитывают целое число миллиметров по нижней шкале стебля и прибавляют число сотых долей миллиметра, например, 35-й штрих шкалы барабана согласно рисунку 12 соответствует 0,35 мм.
Итоговый отсчет по шкалам микрометрической головки составит: 6+0,35=6,35 мм. Если при отсчете показаний край барабана перешел за деление миллиметровой шкалы, нанесенной выше продольной линии, то к результату, отсчитанному по описанной методике, необходимо прибавить 0,5 мм (т. е. 6+0,35+0,5=6,85 мм).
Характеристики микрометрических приборов приведены в таблице 6.
Микрометры предназначены для измерения линейных размеров прямым абсолютным контактным методом. Они выпускаются следующих типов: МК – гладкие; МЛ – листовые; МТ – трубные; МЗ – зубомерные; МП – для проволоки; МГ – горизонтальные настольного типа; MB – вертикальные настольного типа; МН-1 и МН-2 – настольные со стрелочным отсчетным устройством и мод. 19005 – с цифровым электронным отсчетом.
Таблица 6 – Характеристики микрометрических приборов
Тип | Диапазон измерения прибора (микрометрической головки) | Предельная погрешность приборов класса точности | |
1 | 2 | ||
Микрометры с ценой деления 0,01 мм (ГОСТ 6507-78) | |||
МК | 0-25 | ±0,002 | ±0,004 |
25-50; 50-75; 75-100 | ±0,0025 | ±0,004 | |
100-125; 125-150; 150-175; 175-200 | ±0,003 | ±0,005 | |
200-225; 225-250; 250-275; 275-300 | ±0,004 | ±0,006 | |
300-400; 400-500 | ±0,005 | ±0,008 | |
500-600 | ±0,006 | ±0,01 | |
МЛ | 0-5; 0-10; 0-25 | ±0,004 | |
МТ | 0-25 | ±0,004 | |
МЗ | 0-25; 25-50; 50-75; 75-100 | ±0,005 | |
МП | 0-10 | ±0,004 | |
МГ | 0-25 | ±0,004 | |
Микрометры настольные со стрелочным отсчетным | |||
МН-1 | 0-10 | ±0,002 | |
Микрометрические глубиномеры (ГОСТ 7470-78) | |||
ГМ | 0-25 | ±0,002 | ±0,004 |
25-50 | ±0,003 | ||
50-100 | ±0,005 | ||
100-150 | ±0,004 | ±0,006 | |
Микрометрические нутромеры (ГОСТ 10-75) | |||
НМ | 5075 | ±0,004 | |
(75- | ±0,006 | ||
(75- | ±0,015 | ||
(150-1 | ±0,02 | ||
(150-175) | ±0,04 | ||
НМИ | 1250-4 | ±0,06 | |
2500-6 | ±0,08 | ||
Кроме того, по ГОСТ 4380-78 выпускаются микрометры для измерений среднего диаметра резьб.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
