


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Министерство образования и науки РФ
Бийский технологический институт (филиал)
государственного образовательного учреждения
высшего профессионального образования
«Алтайский государственный технический университет
им. »
, ,
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Рекомендовано Сибирским региональным учебно-методическим
центром высшего профессионального образования для межвузовского использования в качестве учебного пособия для студентов,
обучающихся по специальности 080502.65 «Экономика и управление
на предприятии (по отраслям)»
Бийск
Издательство Алтайского государственного технического
университета им.
2011
УДК 62
ББК 34.5
Р 93
Рецензенты:
д. т.н., профессор заведующий кафедрой «Общей технологии машиностроения» Алтайского государственного технического университета им. ;
д. т.н., профессор заведующий кафедрой «Технология машиностроения» Новосибирского государственного технического университета
|
Технология машиностроения: учебное пособие / , , ; Алт. гос. техн. ун-т, БТИ. - Бийск: Изд-во Алт. гос. техн. ун-та, 20с.
ISBN 0207-9
Пособие разработано в соответствии с программой курса «Технология машиностроения» для студентов специальности 080502.65 «Экономика и управление на предприятии (по отраслям)». Оно включает необходимый материал для изучения дисциплины, выполнения лабораторных, практических работ и расчетного задания студентами дневной и заочной форм обучения.
В пособии рассмотрены основные задачи проектирования технологических процессов объектов машиностроения. Приводятся расчетные формулы и таблицы, позволяющие обоснованно определить компоненты, формирующие себестоимость обработки. Приведены основные положения решения экономической задачи проектирования технологических процессов.
УДК 62
ББК 34.5
ISBN 0207-9 ã , ,
, 2011
СОДЕРЖАНИЕ
ВВЕДЕНИЕ | 3 |
1 ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЧЕРТЕЖА ИЗДЕЛИЯ | 6 |
2 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЯ | 8 |
3 ВЫБОР ЗАГОТОВКИ | 10 |
3.1 Литые заготовки | 10 |
3.2 Заготовки, получаемые горячим пластическим | 11 |
3.3 Заготовки, получаемые объемной холодной штамповкой | 11 |
3.4 Холодноштампованные заготовки | 12 |
3.5 Заготовка из проката | 12 |
3.6 Заготовки из пластмасс | 12 |
3.7 Методика выбора заготовки | 12 |
4 РАЗРАБОТКА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА | 14 |
4.1 Проектирование технологического маршрута – сложная многовариантная задача | 14 |
4.2 Общие требования к оформлению технологического | 14 |
4.3 Оформление технологического маршрута | 15 |
5 РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ | 23 |
5.1 Структура технологических операций | 23 |
5.2 Базирование и базы в машиностроении | 24 |
5.3 Оформление карт эскизов | 25 |
5.4 Разработка карты наладки | 40 |
6 КОНТРОЛЬ И УПРАВЛЕНИЕ КАЧЕСТВОМ МАШИНОСТРОИТЕЛЬНОЙ ПРОДУКЦИИ | 42 |
6.1 Предельные калибры | 42 |
6.2 Штангенинструмент (штангенприборы) | 42 |
6.3 Микрометрические приборы | 49 |
6.4 Рычажно-зубчатые головки и индикаторы | 53 |
6.5 Рычажные скобы и микрометры | 57 |
7 ВЫБОР СРЕДСТВ КОНТРОЛЯ КАЧЕСТВА МАШИНОСТРОИТЕЛЬНОЙ ПРОДУКЦИИ | 58 |
8 РАСЧЕТ ПАРАМЕТРОВ РЕЖИМОВ РЕЗАНИЯ | 67 |
8.1 Классификация цветных и черных металлов | 67 |
8.2 Режимы резания при точении | 68 |
8.3 Режимы резания при нарезании резьбы | 76 |
8.4 Режимы резания при сверлении | 79 |
8.5 Режимы резания при зенкеровании | 83 |
8.6 Режимы резания при развертывании | 86 |
8.7 Режимы резания при фрезеровании | 89 |
ПРИЛОЖЕНИЕ А. Пример выполнения и оформления | 103 |
ЛИТЕРАТУРА | 126 |
ВВЕДЕНИЕ
Учебное пособие составлено как методическое руководство по изучению курса «Технология машиностроения».
Попытка представить материал в виде, приемлемом для студентов, не изучающих базовые технические курсы (теоретическая механика, теория машин и механизмов, процессы резания материалов, режущие инструменты, проектирование средств технологического оснащения), вызвала необходимость пересмотреть и дополнить ряд разделов курса «Технология машиностроения».
Необходимость пересмотра продиктована тем, что студенты экономических специальностей решают в основном экономические задачи проектирования машинных технологий. Тем не менее решение этих задач без знаний материала построения технологических процессов невозможно.
Комплексный подход рассмотрения названных проблем дает возможность студенту разработать технологический процесс и с достаточной для инженера точностью определить основные компоненты, составляющие себестоимость обработки.
Реальное проектирование технологических процессов базируется на различных технических приемах, множестве творческих моментов, суть которых в учебной литературе освещена не полностью. Кроме того, учебная и специальная литература по дисциплине «Технологии машиностроения» написана для студентов специальности «Технология машиностроения».
В учебном пособии для студентов-экономистов реализуется комплексный подход с единых позиций по всем этапам проектирования (анализ конструкторской документации, анализ технологичности изделий, выбор заготовки и т. д.). Для более качественного восприятия курса материал излагается в виде разделов в порядке решения задач проектирования технологического процесса.
Пособие рассчитано на студентов специальности «Экономика и управление на предприятии» дневной и заочной форм обучения.
1 ТЕХНИЧЕСКИЙ КОНТРОЛЬ ЧЕРТЕЖА ИЗДЕЛИЯ
Чертежи изделия разрабатываются конструкторскими организациями. Основная задача разработчика конструкции – работоспособность изделия. Все параметры работоспособности изделия представлены на чертеже в виде размеров и их предельных отклонений, шероховатости поверхностей и пространственных отклонений (непараллельность, овальность, нецилиндричность, биение и т. д.).
Цель анализа конструкторской документации – выявить работоспособность изделия с тем, чтобы не допустить выпуск некачественной продукции. Выполнение этого этапа возможно на качественном и количественном уровнях. Количественный уровень предполагает расчет некоторых размерных цепей, проверочные расчеты на прочность и кинематическую точность, которые выполняют опытные работники конструкторской и технологической служб завода. Такая работа продолжительна и трудоемка. С целью приобретения навыков анализа качества разработанной конструкторской документации на уровне студенческой работы применяется качественный (упрощенный) вид анализа. Причем анализируются (в учебных целях) два-три параметра работоспособности изделия (шпоночное соединение, шлицевое соединение, опорные шейки под подшипники и т. д.). Кроме этой работы проверяется качество чертежа, так как технические ошибки в чертеже отрицательно влияют на работоспособность (например, недостаточно линейных или диаметральных размеров). А также на чертеже могут быть изображены конструктивные элементы, затрудняющие процесс производства изделий, тогда как их замена не повлияет на работоспособность изделия (например, наличие канавок на валу различной ширины и конфигурации).
Порядок выполнения проверки чертежа следующий:
а) определение по конструкторской справочной литературе класса изделия (валы, втулки, рычаги, корпуса и т. д.) и служебного назначения изделия, номенклатуры изделий этого класса;
б) определение исходя из назначения изделия поверхностей на чертеже, выполняющих служебное назначение (работоспособность изделия);
в) определение по рекомендациям конструкторской литературы рекомендуемых допусков и параметров шероховатости на анализируемые поверхности и сравнение их с чертежом;
г) проверка обоснованности назначения материала и термической обработки для изделия;
д) проверка качества чертежа с использованием рекомендаций справочной литературы по черчению, которая ведется по критериям:
· достаточно ли проекций, видов, сечений для однозначного представления всех элементов чертежа;
· достаточно ли линейных, диаметральных и прочих размеров и размерных параметров, включая допуски на свободные размеры.
По результатам анализа конструкторской документации разрабатываются рекомендации по её изменению. Эти рекомендации должны учитывать условия эксплуатации изделия и не оказывать отрицательного воздействия на его работоспособность.
2 АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ИЗДЕЛИЯ
Отработка конструкции изделия на технологичность предусматривает определение путей сокращения затрат времени на технологическую подготовку производства и процесса механической обработки. Технологичность конструкции изделия должна соответствовать технологическим требованиям производства и заданной серийности. Порядок и правила отработки изделия на технологичность регламентированы стандартами. Для количественной оценки применяют необходимое и достаточное число показателей технологичности, которые также регламентированы стандартами. В учебных целях выполняется качественная оценка технологичности. Качественная оценка технологичности предполагает определение соответствия конструкции некоторым технологическим требованиям, причем эти требования не должны влиять на работоспособность изделия.
Конструкция изделия должна:
· состоять из стандартных или унифицированных элементов;
· обеспечивать возможность групповых, типовых и стандартных технологических процессов;
· обеспечивать возможность обработки поверхностей изделия с применением станков, серийно выпускаемых станкостроительной промышленностью;
· обеспечивать возможность обработки изделий с использованием приспособлений, режущего, вспомогательного инструмента и средств контроля качества из числа стандартных.
Выяснив в ходе анализа нетехнологичные элементы, вносят необходимые изменения в конструкцию изделия.
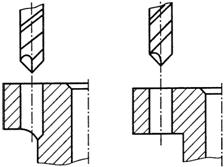
На рисунке 1 приведен пример нетехнологичного (рисунок 1а) и технологичного (рисунок 1б) решений конструкции корпуса с отверстием, выполняемым сверлением. При сверлении отверстия по варианту а) на выходе сверла неизбежно возникновение одностороннего усилия, что может привести к поломке сверла и увеличению расхода режущего инструмента. Обработка отверстия по варианту б) обеспечивает нормальную работу сверла за счет взаимной компенсации радиальных усилий на его режущих кромках.
В специальной технической литературе излагаются требования по оценке технологичности изделия.
Пример выполнения анализа технологичности на уровне студенческой работы приведен в
| |
а | б |
Рисунок 1 – Варианты конструктивного оформления |
3 ВЫБОР ЗАГОТОВКИ
Основное направление технологии машиностроения – совершенствование заготовительных процессов с целью снижения затрат на механическую обработку, ограничения технологических операций окончательной обработки, обеспечение малоотходной или безотходной технологии.
Метод получения заготовки определяется размерами программного задания и технологическими возможностями заготовительных цехов, возможностями получения заготовок от специализированных предприятий, материалом детали, формой ее поверхности, объемами производственной программы и техническими требованиями на изготовление детали.
Метод получения заготовки, кроме вышеперечисленного, зависит от возможностей завода по изготовлению технологической оснастки (изготовление штампов, моделей, пресс-форм).
При внедрении быстропереналаживаемого оборудования и оснастки возможно внедрение высокопроизводительных методов в мелкосерийное производство.
Себестоимость изготовления детали состоит из затрат на заготовку и механическую обработку. Важно обеспечить снижение всей суммы затрат, а не одной составляющей. Создание конструкции, позволяющей, например, обработку резанием заменить штамповкой или высадкой, во многих случаях ведет к уменьшению расхода материала и снижению трудоемкости.
При необходимости улучшить механические свойства материала (уплотнить материал, а также улучшить структуру материала) заготовку из проката заменяют ковкой.
Если имеется возможность получить и литые, и горячештампованные заготовки, следует учесть, что трудоемкость обработки литой заготовки на 15-30 % ниже, чем горячештампованной.
3.1 Литые заготовки
При выборе литья для получения заготовки учитываются следующие факторы:
· пригодность данного способа для формообразования с учетом размеров;
· соответствие материала, из которого нужно выполнить литье, требованиям чертежа детали;
· технологические возможности способа литья по получению точности размеров и шероховатости поверхностей при конкретных производственных условиях.
К прогрессивным методам литья относятся: литье в оболочковые формы, в формы из быстротвердеющих смесей, по выплавляемым моделям, под давлением, центробежное литье.
3.2 Заготовки, получаемые горячим пластическим
деформированием
Около 90 % выплавляемых сталей обрабатываются давлением, что показывает важность данного метода получения заготовок.
В зависимости от серийности выпуска деталей применяются различные методы обработки заготовок давлением. В единичном и мелкосерийном производствах заготовки чаще всего изготавливают свободной ковкой. Этим способом можно получить поковки только простой конфигурации. В средне - и мелкосерийном производствах применяют горячую штамповку на молотах, прессах и горизонтально-ковочных машинах. В массовом производстве применяют специализированные кузнечные машины. К машинам этого типа относят высокоскоростные штамповочные молоты, ковочные, обжимные, раскатные, накатные, гибочные вальцы и т. д.
К малоотходным процессам формообразования деталей обработкой давлением относятся: точная штамповка, накатка зубьев зубчатых колес, шлиц и резьбы, горячее и холодное выдавливание, радиальная и ротационная ковка.
При внедрении малоотходных процессов обработки давлением необходимо решение проблем, связанных с их спецификой:
· получение точной по массе и объему исходной заготовки;
· предварительная подготовка заготовки (нанесение защитно-смазочных покрытий);
· повышение стойкости инструмента;
· применение безокислительного нагрева заготовки.
3.3 Заготовки, получаемые объемной холодной штамповкой
При внедрении этого метода производства можно получить окончательные размеры и форму сложных деталей (шестерни, шпиндели, шатуны, клапаны, распределительные валы и др.), причем последующая механическая обработка сводится к минимуму или исключается. Этот способ устраняет потери металла на угар и отходы в окалину, обеспечивает высокое качество поверхностей изделия. В результате холодного деформирования в металле обеспечивается однородность структуры, происходит упрочнение поверхностного слоя.
3.4 Холодноштампованные заготовки
Холодная штамповка – способ получения заготовок из листа или ленты посредством вырубки, вытяжки, проколки, гибки, фланцовки и т. д. Целесообразность ее применения определяется рядом условий: серийностью выпуска изделий, конфигурацией изделий, механическими свойствами материала, точностью изготовления деталей.
Применение холодной штамповки для получения заготовки выгодно, если деталь имеет сложную форму, размеры при этом не требуется выполнять точно; при наличии у деталей прорезей с острыми углами; при изготовлении деталей, заготовки которых имеют вид целых шайб или шайб с центральным отверстием; для изготовления других деталей при условии, если будут оправданы затраты на изготовление и эксплуатацию штампа.
3.5 Заготовка из проката
Прокат применяется, когда геометрия изделия соответствует форме сортового материала (круглого, шестигранного и т. д.). Широко используют бесшовные трубы и профильный прокат (уголки, швеллеры, балки). При использовании гнутых, открытых и закрытых профилей значительно снижается масса детали.
3.6 Заготовки из пластмасс
Пластмассы широко применяются для изготовления несложных деталей (крыльчатки, насосы, шкивы, втулки). Следует учитывать, что пластмассам свойственны: низкая ударная вязкость, недостаточная прочность, старение, низкая теплостойкость (250-300 °С).
3.7 Методика выбора заготовки
Метод получения заготовки определяют исходя из назначения и конструкции изделия, её материала, объёма выпуска изделий и типа производства. Решение по выбору технологического процесса получения заготовки принимается на основе сравнительной оценки сопоставимых вариантов. Экономически целесообразным считается тот вариант получения заготовки, который обеспечит минимальные приведенные затраты заготовительных и механических цехов завода.
Расчет приведенных затрат выполняется в соответствии с методиками технико-экономического обоснования варианта технологического процесса. Такие расчеты выполняют технические службы завода, имеющие опыт расчета технологических проработок. Поскольку студенты начинают изучать основы построения технологических процессов и, следовательно, не смогут выполнить техническое обоснование в полном объеме, принимается приближенный метод выбора заготовки. Сущность его в том, что для простых изделий в учебных целях задача выбора заготовки решается путем анализа технологических свойств материала изделия, сложности изделия, габаритов и программы выпуска.
Анализ выполняется по четырем критериям.
Во-первых, технологические свойства материала изделия. Например, материал изделия – сталь 20. Технологические свойства стали 20 позволяют получить кованную, штампованную, а также заготовки из проката.
Во-вторых, конструкция изделия. Здесь конструкцию изделия следует рассмотреть с точки зрения сложности геометрических элементов, описывающих изделие. Например, вал образован сочетанием цилиндров с небольшими перепадами в диаметрах, следовательно, для изготовления валов лучший вариант заготовки – сортовой прокат.
В-третьих, габариты изделия. Все существующие способы заготовительных производств имеют ограничения по габаритам заготовок. Изучая по справочной литературе заготовительные производства, следует выбирать те методы, которые будут соответствовать габаритам изделия по чертежу.
Четвертый критерий – тип производства. Поскольку решение задачи выбора заготовки – наименьшая себестоимость готового изделия (минимум затрат на заготовительное производство и механическую обработку заготовки), а заготовительное производство, выпускающее заготовку с наименьшими затратами на механическую обработку, требует больших капитальных вложений, то оно неприемлемо при единичном и мелкосерийном производствах.
Следовательно, анализируя существующие методы получения заготовок, следует найти оптимальное соответствие затрат «заготовка – механическая обработка». Выполнив приближенный анализ, находят вариант получения заготовки, удовлетворяющий критериям оценки. Это и будет оптимальный вариант качественного выбора заготовки.
4 РАЗРАБОТКА И ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
4.1 Проектирование технологического маршрута – сложная многовариантная задача
При проектировании технологий обработки сложных заготовок составляется несколько вариантов обработки, окончательный выбор производится на основе расчетов трудоемкости, выражаемых нормой штучного времени Тшт, и срока окупаемости капитальных затрат.
В начале проектирования устанавливаются методы обработки отдельных поверхностей. После чего устанавливаются технологические базы на все предполагаемые операции механической обработки. Одновременно идет разработка последовательности выполнения операций, т. е. технологического маршрута механической обработки.
Технологический маршрут начинается с черновой обработки поверхностей, имеющих наибольшие припуски. В дальнейшем обработка идет по принципу: обработка грубых поверхностей, затем более точных. Наиболее точные поверхности обрабатываются последними.
В конце маршрута выполняются второстепенные операции (сверление мелких отверстий, нарезание крепежных резьб, прорезка пазов, снятие фасок и т. д.). Наиболее легкоповреждаемые поверхности обрабатываются на заключительной стадии технологического процесса.
4.2 Общие требования к оформлению технологического
маршрута
Описание технологических процессов по степени детализации подразделяют на маршрутное, операционное, маршрутно-операцион-ное.
Маршрутное описание технологического процесса – это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционное описание технологического процесса – это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов. Операционное описание технологических процессов применяется в серийном и массовом производствах.
Маршрутно-операционное описание технологического процесса – это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Выбор степени детализации описания технологического процесса зависит от типа производства. В соответствии с ГОСТ 14.004-83 различают следующие типы производства: единичное, мелкосерийное, среднесерийное, крупносерийное, массовое.
Маршрутное описание технологического процесса применяется при единичном и мелкосерийном типах производства, которые характерны для опытного и вспомогательного производств.
При единичном и мелкосерийном типах производства применяется также и маршрутно-операционное описание технологического процесса. Маршрутно-операционное описание технологического процесса представляет собой конгломерат маршрутного и операционного описания, когда наиболее простые операции описываются в маршрутном описании, а сложные операции описываются в операционном описании, т. е. с указанием переходов и технологических режимов.
Операционное описание технологического процесса применяется при среднесерийном, крупносерийном и массовом типах производства.
Применение операционного описания при среднесерийном, крупносерийном и массовом типах производства, для которых характерно установившееся производство, обусловлено тем, что в этих условиях должны действовать расчетно-технические нормы времени, которые обусловлены в основном подробным описанием выполняемых исполнителем действий и технологическими режимами.
4.3 Оформление технологического маршрута
Альбом карт технологического процесса механической обработки начинается с маршрутных карт, содержащих краткое текстовое описание всего технологического процесса (рисунок А.5).
В маршрутных картах указываются все операции (механические, контрольные, термические и т. д.), начиная с заготовительной.
Согласно ГОСТ 3.1702-79 «Правила записи операций и переходов. Обработка резанием» наименование операции обработки резанием должно отражать применяемый вид оборудования и записываться именем прилагательным в именительном падеже. Например, «Токарная», «Сверлильная» и т. д.
Операции, в соответствии с ГОСТ 3.1104-81 «Общие требования к формам, бланкам и документам», рекомендуется нумеровать числами ряда арифметической прогрессии (5, 15, 30 и т. д.). Допускается к числам добавлять слева нули (005, 010, 015 и т. д.).
Например: 005. Заготовительная; 010. Контрольная; 015. Токарная; 020. Фрезерная и т. д.
При таком способе нумерации предусмотрен резерв для введения новых операций. При записи наименований операций между смежными операциями оставляется одна свободная строка.
При записи наименования операции следует руководствоваться «Классификатором технологических операций машиностроения и приборостроения» (таблица 1).
Таблица 1 – Классификатор технологических операций машиностроения и приборостроения
Наименование операции | Наименование операции |
1 | 2 |
Абразивно-отрезная | Ленточно-шлифовальная |
Автоматная токарная | Лоботокарная |
Автоматно-линейная | Ножовочно-отрезная |
Агрегатная | Обдирочно-шлифовальная |
Алмазно-расточная | Опиловочная |
Барабанно-фрезерная | Пило-отрезная |
Бесцентрово-шлифовальная | Плоскошлифовальная |
Болтонарезная | Полировальная |
Вальцетокарная | Поперечно-строгальная |
Вальцешлифовальная | Притирочная |
Вертикально-протяжная | Продольно-строгальная |
Вертикально-расточная | Продольно-фрезерная |
Вертикально-сверлильная | Радиально-сверлильная |
Вертикально-фрезерная | Расточная с ЧПУ |
Виброабразивная | Резьбонакатная |
Внутришлифовальная | Резьботокарная |
Гайконарезная | Резьбофрезерная |
Галтовка | Резьбошлифовальная |
Горизонтально-протяжная | Сверлильная с ЧПУ |
Горизонтально-расточная | Сверлильно-центровальная |
Горизонтально-сверлильная | Специальная зубообрабатывающая |
Горизонтально-фрезерная | Специальная фрезерная |
Гравировально-фрезерная | Специально-токарная |
Доводочная | Суперфинишная |
Продолжение таблицы 1

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
