


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Пример обозначения гладкого микрометра с пределами измерения от 25 до 50 мм класса точности I: Микрометр MK-50-I ГОСТ 6507-78; то же листового микрометра с диапазоном измерения от 0 до 10 мм: Микрометр МЛ-10 ГОСТ 6507-78; то же горизонтального настольного микрометра с пределом измерения от 0 до 20 мм: Микрометр МГ-20 ГОСТ 6507-78.
6.4 Рычажно-зубчатые головки и индикаторы
Рычажно-зубчатые головки и индикаторы (рисунок 13), как правило, закрепляют в штативах и стойках и применяют для абсолютных и относительных измерений размеров, а также для измерения отклонений формы и расположения поверхностей.
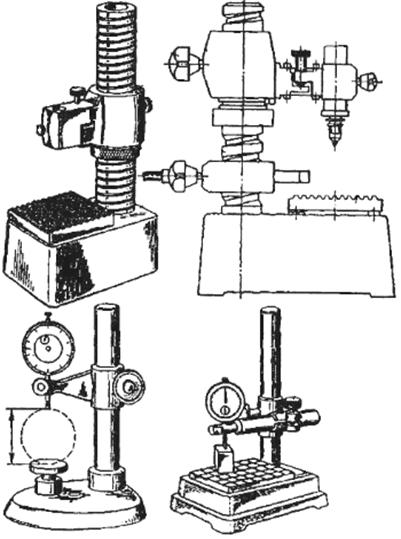
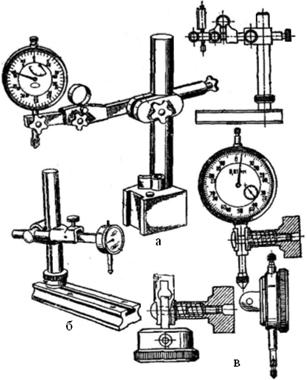
Стойки и штативы для измерительных головок показаны на рисунках 14, 15. Стойки предназначены для закрепления головок при измерении размеров деталей методом сравнения с плоской концевой мерой длины и при контроле отклонений формы и расположения поверхностей изделий. Стойки изготовляют четырех типов: C-I, С-II, С-III и С-IV. Они снабжены столом для установки на нем изделий и предназначены для проведения точных измерений. Штативы применяют в цеховых условиях для закрепления индикаторов часового типа.
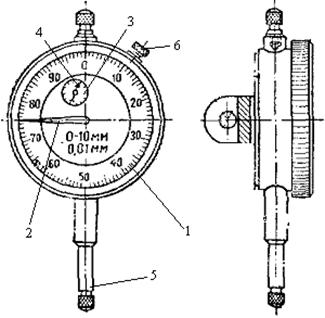
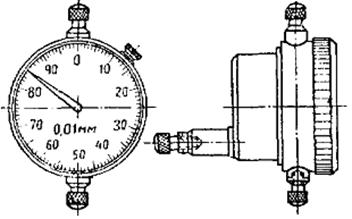
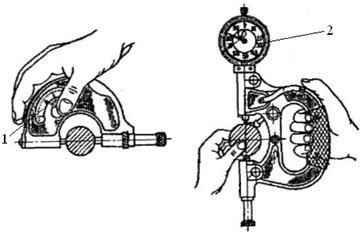
Индикаторы часового типа с ценой деления 0,01 мм являются наиболее распространенными измерительными головками. Они предназначены для использования в цеховых условиях при выполнении операций технологических процессов: изготовления, сборки и испытания изделий. Индикаторы часового типа выпускают двух исполнений типа ИЧ – с перемещением стержня параллельно шкале (рисунок 13а) и типа ИТ – с перемещением измерительного стержня перпендикулярно шкале (рисунок 13б).
На лицевой стороне индикаторов часового типа имеются две шкалы: большая шкала 1 (см. рисунок 13а) с нанесенными на ней 100 делениями с ценой деления 0,01 мм и малая шкала 3 с миллиметровыми делениями. Перемещение измерительного стержня 5 на величину, равную 1 мм, вызывает поворот большой стрелки 2 на 360° (полный оборот) и малой стрелки 4 на одно деление, т. е. на 1 мм. При настройке индикатора на размер шкала 1 может быть повернута от руки и закреплена в требуемом положении с помощью стопора 6.
Измерения с помощью индикатора основаны на преобразовании рычажно-зубчатой передачей линейных перемещений измерительного стержня 5 в угловые перемещения стрелок 2 и 4 относительно их шкал.
|
а |
|
б |
Рисунок 13 – Индикаторы часового типа |
|
Рисунок 14 – Стойки для измерительных головок |
|
Рисунок 15 – Штативы типа ШМ-II (а), Ш-II (б) и примеры закрепления в них индикаторов часового типа (в) |
Примеры условного обозначения: индикатора исполнения ИЧ с диапазоном измерения от 0 до 2 мм обыкновенного класса точности 0: Индикатор ИЧ 02 кл. 0 ГОСТ 577-68; индикатора исполнения ИЧ с диапазоном измерения от 0 до 10 мм, брызгозащищенного, класса точности 1: Индикатор ИЧ 10 Б кл. 1 ГОСТ 577-68; индикатора исполнения ИТ, пылезащищенного, класса точности 1: Индикатор ИТП кл. 1 ГОСТ 577-68; индикатора исполнения ИЧ с диапазоном измерения от 0 до 10 мм, с механизмом, защищенным от удара, класса точности 1: Индикатор ИЧ10Р кл. 1 ГОСТ 577-65; индикатора рычажно-зубчатого, бокового со шкалой, перпендикулярной оси измерительного рычага в среднем положении: Индикатор ИРБ ГОСТ 5584-75; индикатора многооборотного типа 1МИГ с ценой деления 0,001 мм: Индикатор 1МИГ ГОСТ 9696-82; рычажно-зубчатой головки с ценой деления 0,001 мм: Головка 1ИГ ГОСТ ; измерительной рычажно-зубчатой головки бокового действия с ценой деления 0,002 мм и силой измерения 30 Н: Головка ГИРБ2-30 ГОСТ .
6.5 Рычажные скобы и микрометры
Рычажной скобой (рисунок 16) называется измерительный прибор – скоба, имеющая с одной стороны отсчетное устройство, а с другой – неподвижную переставную пятку. Измерения с помощью рычажных скоб проводят методом сравнения с мерой. Рычажные скобы для измерений наружных размеров до 150 мм (рисунок 16а) имеют встроенное в корпус отсчетное устройство 1, а для измерения размеров свыше 150 мм (рисунок 16б) – индикатор часового типа 2; поэтому последние скобы называют индикаторными.
| |
а | б |
Рисунок 16 – Рычажные скобы |
Рычажный микрометр – измерительный прибор-скоба, с одной стороны которой установлена микрометрическая головка без механизма трещотки, аналогичная микроголовке микрометра, а с другой стороны – стрелочное отсчетное устройство, которое может быть встроенным или съемным. Измерения рычажным микрометром могут осуществляться абсолютным методом и методом сравнения с мерой.
Рычажные скобы и микрометры применяют для измерения наружных размеров деталей с шестого по девятый квалитет точности.
7 Выбор средств контроля качества машиностроительной продукции
В процессе выбора средств измерения участвуют конструкторская, технологическая и метрологическая службы.
Конструкторская служба участвует в выборе средств измерений только посредством правильного назначения допустимых отклонений на размер детали, с учетом установления приемочных границ и возможного количества неверно принятых изделий.
Технологическая служба выбирает конкретное средство измерения, определяет экономичность его применения, количество забракованных изделий.
Метрологическая служба оценивает правильность выбора средств измерения, устанавливает, существуют ли необходимые условия для эксплуатации выбранного средства.
При выборе средств измерений руководствуются следующими принципиальными соображениями: должна обеспечиваться заданная точность, в целях нахождения размеров детали в установленных допуском границах выбранное средство должно обладать высокой производительностью, простотой и не вызывать значимое удорожание продукции.
Указанным критериям удовлетворяют следующие принципы выбора: выбор средств измерения по коэффициенту уточнения; в соответствии с информационной теорией измерительных устройств, по принципу безошибочного контроля.
В машиностроении наиболее распространен принцип безошибочного контроля.
По этому принципу выбор средства измерения производят по известным значениям номинала и допуска изготовления IT. По таблице 7 определяют предельную погрешность измерения dизм.
По определенному значению dизм из таблиц 8, 9, 10, 11 подбирают средство измерения.
Пример: Для измерения шейки вала диаметром 12 мм с допуском 18 мкм назначить средство измерения.
По таблице 7 определяем dизм = 5 мкм, по таблице 8 находим индексы средства измерения для погрешности dизм = 5 мкм: 3, 8.
По таблице 10 определяем, что этим индексам соответствует микрометр гладкий типа МК или микроскоп инструментальный типа ММИ-2, БМИ-1.
Если измерения будут проводиться в цеховых условиях, то целесообразно использовать микрометр, а в лабораторных условиях лучше использовать микроскоп.
Таблица 7 – Предельная погрешность измерений
Номинальный размер d, мм | Квалитет | |||||||
2 | 3 | 4 | 5 | |||||
IT | dизм | IT | dизм | IT | dизм | IT | dизм | |
мкм | ||||||||
до 3 | 1,2 | 0,4 | 2 | 0,8 | 3 | 1 | 4 | 1,4 |
св. 3 до 6 | 1,5 | 0,6 | 2,5 | 1 | 4 | 1,4 | 5 | 1,6 |
св. 6 до 10 | 1,5 | 0,6 | 2,5 | 1 | 4 | 1,4 | 6 | 2 |
св. 10 | 2 | 0,8 | 3 | 1,2 | 5 | 1,6 | 8 | 2,8 |
св. 18 | 2,5 | 1 | 4 | 1,4 | 6 | 2 | 9 | 3 |
св. 30 | 2,5 | 1 | 4 | 1,4 | 7 | 2,4 | 11 | 4 |
св. 50 | 3 | 1,2 | 5 | 1,8 | 8 | 2,8 | 13 | 4 |
св. 80 | 4 | 1,6 | 6 | 2 | 10 | 3 | 15 | 5 |
св. 120 до 180 | 5 | 2 | 8 | 2,8 | 12 | 4 | 18 | 6 |
св. 180 до 250 | 7 | 2,8 | 10 | 4 | 14 | 5 | 20 | 7 |
св. 250 до 315 | 8 | 3 | 12 | 4 | 16 | 5 | 23 | 8 |
св. 315 до 400 | 9 | 3 | 13 | 5 | 18 | 6 | 25 | 9 |
св. 400 до 500 | 10 | 4 | 15 | 5 | 20 | 6 | 27 | 9 |
Продолжение таблицы 7
Номинальный размер d, мм | Квалитет | |||||||
6 | 7 | 8 | 9 | |||||
IT | dизм | IT | dизм | IT | dизм | IT | dизм | |
мкм | ||||||||
до 3 | 6 | 1,8 | 10 | 3 | 14 | 3 | 25 | 6 |
св. 3 до 6 | 8 | 2 | 12 | 3 | 18 | 4 | 30 | 8 |
св. 6 до 10 | 9 | 2 | 15 | 4 | 22 | 5 | 36 | 9 |
св. 10 | 11 | 3 | 18 | 5 | 27 | 7 | 43 | 10 |
св. 18 | 13 | 4 | 21 | 6 | 33 | 8 | 52 | 12 |
св. 30 | 16 | 5 | 25 | 7 | 39 | 10 | 62 | 16 |
св. 50 | 19 | 5 | 30 | 9 | 46 | 12 | 74 | 18 |
св. 80 | 22 | 6 | 35 | 10 | 54 | 12 | 87 | 20 |
св. 120 до 180 | 25 | 7 | 40 | 12 | 63 | 16 | 100 | 30 |
св. 180 до 250 | 29 | 8 | 46 | 12 | 72 | 18 | 115 | 30 |
св. 250 до 315 | 32 | 10 | 52 | 14 | 81 | 20 | 130 | 30 |
св. 315 до 400 | 36 | 10 | 57 | 16 | 89 | 24 | 140 | 40 |
св. 400 до 500 | 40 | 12 | 63 | 18 | 97 | 26 | 155 | 40 |
Номинальный размер d, мм | Квалитет | |||||||
10 | 11 | 12 | 13 | |||||
IT | dизм | IT | dизм | IT | dизм | IT | dизм | |
мкм | ||||||||
до 3 | 40 | 8 | 60 | 12 | 100 | 20 | 140 | 30 |
св. 3 до 6 | 48 | 10 | 75 | 16 | 120 | 30 | 180 | 40 |
Продолжение таблицы 7

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 |
