

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В дальнейшем относительные параметры упругой анизотропии будут использованы для установления общих закономерностей изменения статистических параметров, характеризующих распределения микронапряжений, ответственных за возникновение микроразрушений, сдвигообразование и двойникование от степени анизотропии.
Список литературы
1., Шкода параметры упругой анизотропии для кристаллов с ОЦК и ГПУ решёткой. Статья в данном сборнике.
УДК 539.4
К ВОПРОСУ ИДЕНТИФИКАЦИИ МОДЕЛИ ДЕФОРМИРОВАНИЯ
И РАЗРУШЕНИЯ НЕРАВНОМЕРНО ПРОГРЕТОГО ТОЛСТОСТЕННОГО
ТРУБОПРОВОДА В УСЛОВИЯХ ВОДОРОДНОЙ КОРРОЗИИ
Саратовский государственный университет им. ,
Балашовский филиал,
e-mail:*****@
Математическая модель деформирования и разрушения толстостенного трубопровода в условиях воздействия водорода высоких параметров в соответствии с методологией, изложенной в [3] представляется в виде совокупности моделей:
- модели нагружения (вид и характер внешнего силового воздействия и его математическая формализация);
- модели воздействия агрессивной внешней среды (воздействие водорода и его описание через параметр химического взаимодействия m, определение концентрационного поля);
- модели воздействия температуры (определение теплового поля);
- модели деформирования материала (определение напряженно-деформированного состояния в данный момент времени);
- модели наступления предельного состояния (определение момента разрушения материала вследствие ползучести и обезуглероживания);
- модели конструктивного элемента.
Сама модель и некоторые аспекты процесса расчета хорошо описаны в [2]. В рассматриваемой модели необходимо знать 18 коэффициентов и 14 характеристик материала (итого 32 параметра), что больше, чем в случае модели равномерно прогретого конструктивного элемента, поскольку необходимо учитывать зависимость их от температуры.
Автором производился расчет для толстостенного трубопровода, изготовленного из стали 20, поскольку данный конструкционный материал достаточно распространенный и имеются доступные экспериментальные данные по его поведению в условиях воздействия водорода.
Рассмотрим подробно все коэффициенты и методику их определения. Как известно, процесс обезуглероживания можно математически описать с помощью логистического уравнения [2, 4]. Это приводит к тому, что достаточно знать только два параметра: в исходном и полностью обезуглероженном состоянии. Все зависимости параметров от температуры предполагаются линейными, поскольку рассматривается небольшой перепад температур на внутренней и внешней поверхности (30 градусов).
Определение физических характеристик. В модели присутствуют следующие физические параметры: модуль Юнга Е, коэффициент Пуассона ν, коэффициент линейного теплового расширения β, коэффициент температуропроводности А. Здесь и далее будем обозначать значения параметров, относящихся к коррозионному воздействию водорода с индексом μ, а к температурной составляющей – с индексом Т (например, Еμ, ЕТ), а любой параметр можно представить в виде:
 . (1)
. (1)
При этом зависимость Хμ примем такой же, как предложено в [4]; зависимость ХТ необходимо нормировать.
Значения модуля Юнга Е0, коэффициента Пуассона ν0, коэффициента линейного теплового расширения β0 и коэффициента температуропроводности А0 в необезуглероженном состоянии для широкого диапазона температур можно без особого труда найти в справочниках (например, в [5]). Что же касается полностью обезуглероженного материала, то здесь возможны два варианта. Первый заключается в исследовании кривых упругой деформации полностью обезуглероженных образцов или по зависимостям интересующих параметров от степени обезуглероженности материала (параметры Е1, ν1); данных по распределению температуры в поврежденном материале (коэффициент А1) и связанными с ним тепловыми деформациями (коэффициент β1). Второй способ заключается в исследовании экспериментальных данных по прочностным характеристикам обезуглероженного материала (предел мгновенной прочности σВ, предел ползучести σ02), его химическому составу и замене обезуглероженного материала другим, со схожими прочностными характеристиками и химическим составом. Второй способ можно использовать в случае нехватки интересующих экспериментальных данных.
Определение коэффициентов моделей. Для идентификации уравнения ползучести нужно знать следующие коэффициенты: Вμ0, Вμ1, nμ0, nμ1, ВТ1, ВТ2, nТ1, nТ2. Коэффициенты Вμ0, nμ0, ВТ1, ВТ2, nТ1, nТ2 определяются из кривых ползучести стали 20 при определенной температуре. Если затруднительно найти кривые ползучести для необходимого диапазона температур, можно воспользоваться графики релаксации для различных температур и состояний материала. В этом случае, следуя теории упрочнения для описания установившейся ползучести, кривые описываются следующей зависимостью:
![]() , (2)
, (2)
где n и B – искомые коэффициенты, Е – модуль упругости при данной температуре, σ0 – напряжение в начальный момент времени.
Коэффициенты Вμ1, nμ1 определяются аналогично, но по кривым ползучести или релаксации обезуглероженных образцов из стали 20.
Идентификация уравнения накопления повреждений требует определения следующих коэффициентов: аμ0, аμ1, bμ0, bμ1, aТ1, aТ2, bТ1, bТ2. Здесь возможны два варианта: первый заключается в аппроксимации кривых длительной прочности исходного материала при различных температурах (для определения аμ0, bμ0, aТ1, aТ2, bТ1, bТ2) и полностью обезуглероженного материала (определение аμ1, bμ1) при фиксированной температуре воздействия водорода. Кривые длительной прочности строятся при постоянном значении интенсивности напряжений, поэтому используемая исходная модель позволяет выразить время до разрушения при фиксированном напряжении:
![]() (3)
(3)
Описывая кривые длительной прочности уравнением (3), можно определить искомые коэффициенты для интересующих диапазонов температур и состояний материала. Второй способ заключается в том, что известные результаты экспериментов по разрушению образцов из стали 20 при различных температурах, напряжениях и степени обезуглероженности подставляются в зависимость (3), решается система из двух уравнений и определяются нужные коэффициенты.
Следует отметить, что предпочтительнее использовать экспериментальные кривые ползучести и длительной прочности, поскольку в этом случае можно воспользоваться методом наименьших квадратов, что повысит точность. Необходимые экспериментальные данные можно найти в [6].
Если программа термосилового воздействия такова, что конструктивный элемент сначала прогревается, а затем следует воздействие водорода при стационарном тепловом поле, то Еμ0 =ЕТ1, νμ0 =νТ1, βμ0 =βТ1, nμ0 =nТ1, аμ0 = aТ1, bμ0 = bТ1.
Для определения концентрационного поля необходимо решить уравнение диффузии, в котором коэффициент диффузии зависит от температуры и уровня поврежденности материала П в виде:
![]() . (4)
. (4)
Числовое значение коэффициента D0 можно найти в [1]. Параметр k определяется из графиков зависимости коэффициента диффузии от температуры, также имеющихся в [1]. В качестве Т0 берется значение в 200 ºС, так как интересующий диапазон температур находится в интервале от 200 до 600 ºС.
Рассмотрим конструктивный элемент при температуре Т0. Экспериментальные данные показывают, что разрушение происходит как правило в обезуглероженной зоне, поэтому в момент разрушения справедлива запись:
![]() , (5)
, (5)
где D1 – коэффициент диффузии на момент разрушения, когда материал в зоне разрушения обезуглерожен. Его можно определить из экспериментальных данных по зависимости коэффициента диффузии водорода от уровня обезуглероженности материала.
Таким образом, процесс идентификации модели деформирования и разрушения толстостенного трубопровода в условиях высокотемпературной водородной коррозии опирается на экспериментальные данные и полностью зависит от их наличия и доступности. В этом состоит едва ли не главная проблема решения данной задачи, поскольку не всегда можно найти нужные экспериментальные данные, а проведение эксперимента в современных условиях достаточно проблематично.
Список литературы
1. Алефельд, Г. Водород в металлах. т.1 Основные свойства / Г. Алефельд, И. Фёлькль, - М.: Мир, 1981, с. 386.
2. Бубнов, модель напряженного состояния неравномерно прогретого трубопровода, подверженного водородной коррозии / , // Математическое моделирование и краевые задачи: Труды Третьей Всероссийской конференции. Ч. 1: Математические модели механики, прочности и надежности элементов конструкций. – Самара: СамГТУ, 2006, с. 38.
3. Овчинников, И. Г. О методологии построения моделей конструкций, взаимодействующих с агрессивными средами/ // Долговечность материалов и элементов конструкций в агрессивных и высокотемпературных средах: Межвуз. науч. сб. – Саратов: Сарат. политехн. ин-т, 1988. с 17-21.
4. Овчинников, конструкций в условиях высокотемпературной водородной коррозии / И. Г., Овчинников, , - Саратов: Сарат. гос. техн. ун-т, 2003. с. 21 – 23.
5. Сорокин, сталей и сплавов / , , и др.; Под общ. ред. , - М.: Машиностроение, 1989. – 640 с.
6. Черных, водорода на длительную прочность некоторых сталей / // Влияние водорода на служебные свойства стали, - Иркутск: Иркутск. книж. из-во, 1963. с. 22-46.
УДК 539.4
МОДЕЛИРОВАНИЕ ПОВЕДЕНИЯ ТОЛСТОСТЕННОГО
ТРУБОПРОВОДА В УСЛОВИЯХ НЕОДНОРОДНОГО ТЕПЛОВОГО
ПОЛЯ И НЕСТАЦИОНАРНОГО ДАВЛЕНИЯ ВОДОРОДА
Саратовский государственный университет им. ,
Балашовский филиал,
e-mail: *****@
Вопросу моделирования поведения толстостенных трубопроводов в условиях водородной коррозии посвящен ряд работ [2, 3, 4 и др.], но в рассмотренных автором доступных источниках речь идет о равномерно прогретом конструктивном элементе, а воздействие водородосодержащей среды считается неизменным во времени. Однако зачастую в реальных условиях происходит эксплуатация в условиях неоднородных тепловых и концентрационных полей.
Неоднородность теплового поля приводит к неоднородности физических характеристик материала и появлению тепловых напряжений. Переменное во времени давление водородосодержащей среды приводит к перераспределению концентрационного поля по сечению трубопровода, что сказывается на кинетике протекания коррозионного процесса. Все выше описанное в конечном итоге сказывается на процессе ползучести и разрушения материала конструктивного элемента.
Поставленная задача является модельной и носит больше методологический характер, однако используемая расчетная схема, дополненная рядом более точных экспериментальных данных, по мнению автора, вполне применима для инженерных расчетов.
Рассмотрим неравномерно прогретый толстостенный трубопровод с внутренним радиусом ![]() и температурой
и температурой ![]() , наружные параметры соответственно
, наружные параметры соответственно ![]() и
и ![]() , находящийся под внутренним давлением водорода, линейно возрастающим с течением времени:
, находящийся под внутренним давлением водорода, линейно возрастающим с течением времени:
![]() . (1)
. (1)
Для определения поля напряжений и момента разрушения трубопровода необходимо решить следующие задачи, следуя [4]:
- определение концентрационного поля в результате решения уравнения диффузии (2);
![]() . (2)
. (2)
- решение уравнения кинетики водородного воздействия (3);
![]() . (3)
. (3)
- определение поля напряжений (данный вопрос хорошо описан в [1]);
- решение уравнения накопления повреждений в виде (4) и выявление момента разрушения трубопровода.
![]() . (4)
. (4)
На рис. 1 и 2 изображены поля интенсивности напряжений, деформаций ползучести и уровня обезуглероженности для случаев нестационарного и стационарного давлений водорода соответственно спустя 1000 часов после начала численного эксперимента. При расчете принималось r1 = 5,5 мм, r2 = 8 мм, Т1 = 500˚С, Т2 = 470˚С, давление изменяется от 15 до 20 МПа в соответствии с законом (1) в нестационарном случае и равно 20 МПа в стационарном случае, материал – сталь 20.
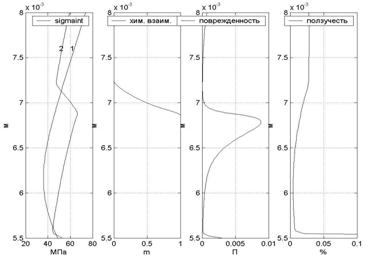
Рис. 1. Решение в случае нестационарного давления водорода.
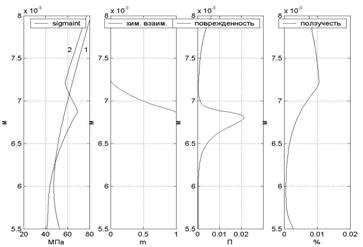
Рис. 2. Решение в случае стационарного давления водорода.
Кривая 1 на обоих рисунках соответствует начальному полю интенсивности напряжений; кривая 2 – по истечении 1000 часов. Следует отметить, что увеличение во времени давления водорода приводит к значительным деформациям ползучести в области внутренней поверхности трубы, а обезуглероженная зона нагружается, в то время как в случае стационарного давления водорода она постепенно разгружается. Нагружение на внутренней поверхности трубопровода приводит к меньшему увеличению напряжений в переходной области относительно внутреннего радиуса в результате коррозии и ползучести, чем в стационарном случае, что влияет на характер разрушения. Тот факт, что интенсивность напряжений в обезуглероженной зоне больше, чем на внутреннем радиусе трубопровода свидетельствует о разрушении материала не на внутренней поверхности конструктивного элемента, а на границе раздела обезуглероженной и необезуглероженной частей сечения, что подтверждает поведение параметра поврежденности ![]() (см. рис. 1 – 2, изображения с подписью “поврежденность”). Разрушение наступает в пораженной зоне, за счет меньшего предела ползучести и прочности, поскольку в результате выхода метана из стали нарушается сплошность материала.
(см. рис. 1 – 2, изображения с подписью “поврежденность”). Разрушение наступает в пораженной зоне, за счет меньшего предела ползучести и прочности, поскольку в результате выхода метана из стали нарушается сплошность материала.
Что касается процесса расчета, то модель, соответствующая нестационарному давлению водородосодержащей среды будет отличаться от таковой в стационарном случае переменными во времени граничными условиями и необходимостью на каждом временном шаге пересчитывать концентрационное поле.
Список литературы
1. Бубнов, модель напряженного состояния неравномерно прогретого трубопровода, подверженного водородной коррозии / , // Математическое моделирование и краевые задачи: Труды Третьей Всероссийской конференции. Ч. 1: Математические модели механики, прочности и надежности элементов конструкций. – Самара: СамГТУ, 2006, с. 38.
2. Овчинников, агрессивной среды на деформирование и разрушение конструктивных элементов / , , . – Саратов, Сарат. политехн. ин-т, 1981. – с. 20-35. (Деп. в ВИНИТИ № 000-81.)
3. Овчинников, и разрушение толстостенной цилиндрической оболочки, подвергающейся высокотемпературной водородной коррозии / , //Расчет элементов конструкций, подвергающихся воздействию агрессивных сред: Межвузовский научный сборник. – Саратов, Сарат. политехн. ин-т, 1982. – с. 3 – 7.
4. Овчинников, И. Г., Работоспособность в условиях высокотемпературной водородной коррозии / , , - Саратов: Сарат. гос. техн. ун-т, 2003. с. 21 – 23.
УДК 669.621.785
ИЗМЕНЕНИЕ МИКРОТВЕРДОСТИ СТАЛИ 9Х2МФ
ПОСЛЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
, ,
Волгоградский государственный технический университет
(84, e-mail: *****@***ru
В настоящее время принято оценивать качество термической обработки средними значениями определяемых величин: твердость, ударная вязкость, предел прочности, относительное удлинение и т. д. Это допустимо при классической термической обработке, когда поведение элементов системы согласовано и направлено в одну сторону – в сторону достижения равновесного состояния. Если в системе происходят противоположно направленные процессы, и каждый элемент системы ведет себя независимо от всех остальных, то рекомендуется использовать статистические методы. Хорошие результаты дают описание статистических распределений. Статистика позволяет делать выводы и предсказания, которые имеют вероятностный характер. Данная отличительная особенность статистического аппарата является важным инструментом для описания и анализа сильно неравновесных систем.
В представленной работе выполнено исследование влияния динамической нагрузки на изменение микротвердости стали 9Х2МФ, подвергнутой термоциклической обработке (далее ТЦО). При проведении исследований разрабатывалась методика и методы обработки полученных результатов. Выбор материала обусловлен степенью легированности данной стали и научным интересом в плане проведения для этой марки стали ТЦО. В связи с тем, что сталь данной марки используют как рабочие валки для станов холодной прокатки металлов при особо тяжелых условиях эксплуатации и как рабочие валки проволочных обжимных и сортовых станов, возникает необходимость улучшать прочностные характеристики. Одним из путей повышения эксплутационных характеристик деталей, испытывающих динамические нагрузки является ТЦО, которая оказывает существенное влияние на микроструктуру, а, следовательно, и на свойства стали. Термоциклической обработкой следует считать процесс термического воздействия, осуществляемого посредством непрерывного циклического изменения температуры и сопровождающегося многократными структурными или фазовыми превращениями в обрабатываемом материале при нагревах и охлаждениях с заданной скоростью. Целью данной обработки является получение необходимых изменений структурного, фазового или напряженного состояния материала, которые и будут определять в итоге его свойства. Из схемы, приведенной на рис.1, можно получить представление о том, что способствует эффекту термоциклического упрочнения. Основные точки проявления выну ждающих сил: одна при нагреве от Ас1 до Ас3. Затем наступает релаксация при дальнейшем нагреве и последующем охлаждении от Аr3 до Аr1. В интервале температур Ас1 до Ас3 и Аr3 - Аr1 идет наклеп, при охлаждении растут упругие напряжения, что выждающих сил: одна при нагреве от Ас1 до Ас3. Затем наступает релаксация при дальнейшем нагреве и последующем охлаждении от Аr3 до Аr1. В интервале температур Ас1 до Ас3 и Аr3 - Аr1 идет наклеп, при охлаждении растут упругие напряжения, что звано объемным эффектом фазовых превращений в металлах. От наклепа к наклепу проходят релаксационные процессы.
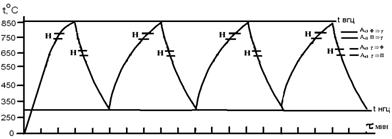
Рис.1. Схема ТЦО образцов
Эксперименты проводились на лабораторной печи типа SNOLL. По окончании каждого цикла образцы охлаждались на воздухе в течение 4 минут. После заданного числа цикла проводили закалку в масле с верхней границы цикла. Режимы ТЦО: верхняя температура цикла 860 0С, выдержка при– 10 минут, охлаждение на воздухе 4 минуты до температуры 300 0С с полным фазовым превращением. Количество циклов варьировали от одного до четырех. Образцы, прошедшие ТЦО, подвергли пластической деформации вплоть до разрыва для исследования влияния этого вида деформации, или динамической нагрузки, на микротвердость стали. В публикациях не отмечается, на каком расстоянии от разлома проводятся исследования разрушенного образца. В данной работе проведено сравнительное исследование микротвердости образца вблизи от места разрушения и на удалении 16 мм и 32 мм от этой области. Для обработки результатов строились графики функции плотности вероятности микротвердости, т. е классическое распределение, которое более точно отражает флуктуации микротвердости, и графики функции плотности распределения микротвердости по интервалам по среднему. В пределах каждого образца наблюдается непрерывное увеличение микротвердости от стационарной области к зоне разрыва (зона разрушения). Диапазон значений микротвердости в зоне разрушения смещается в сторону бо/льших значений микротвердости, на графике появляются два пика по сравнению со стационарной (невозбужденной) областью. При воздействии динамической нагрузки система активно сопротивлялась разрушению. Можем предполагать по наличию двух максимумов на графиках для зоны разрыва образцов, что сильно неравновесная система избрала два механизма сопротивления внешней силе. Отметим, что применение средних значений затемняет картину их истинной величины, сужает (или сглаживает) различия значений Нμ (микротвердости). Особенно недопустимы потери больших значений Нμ, которые выявляют области повышенной плотности и являются концентраторами напряжений в детали. В стационарной области образца после одного цикла ТЦО наиболее вероятные значения микротвердости сосредоточены в интервале 495 – 595 Нμ и имеется пологий максимум. Для промежуточной области этого же образца микротвердость также раположена в интервале 505 – 630 Нμ, но имеется острый максимум.. В зоне разрыва максимальные значения микротвердости имеют вероятность ниже, чем в стационарной и промежуточной областях. Однако другие значения микротвердости теперь более равновероятны. Для зоны разрыва образца после одного цикла диапазон значений целиком сместился в сторону больших значений. Для этой же зоны образца №4 отмечаем значительное расширение диапазона значений микротвердости. В стационарной области образца после 4-х циклов более высокие значения микротвердости, чем у образца №1. Этот факт отображает упрочняющее влияние ТЦО на сталь 9Х2МФ. Средние значения микротвердости для других областей образца №4 также увеличились по сравнению с образцом №2. Увеличение микротвердости по длине образца свидетельствует о том, что динамическая нагрузка играет упрочняющую роль по всей длине образца.
При анализе графиков по интервалам по среднему видно, что диапазоны наиболее вероятных значений микротвердости для обоих образцов в разных зонах не сохраняются постоянными. Так стационарная область образца после одного цикла имеет диапазон наиболее вероятных значений микротвердости в пределах от 465 до 558 Нμ , а для образца после 4-х циклов – 530–640 Нμ ,в то время как в зоне разрыва этот диапазон смещаетя в сторону больших значений для образца №1 460–680 Нμ, для образца №4 интервал заметно расширяется и составляет 470–735 Нμ. Отметим, что для образца после четырех циклов функция плотности вероятности плавно переходит в кривую характерную для нормального распределения: в стационарной области на графике имеется два максимума, уже в промежуточной зоне остается один максимум, а в зоне разрыва точки легли характерным образом для нормального распределения. Можно предполагать, что в образце №4 произошла структурная самоорганизация.
Таким образом классический вариант распределения отражает неоднородное упрочнение аустенита, вызванное появлением локальных областей. В то время как метод интервалов по среднему имеет более сглаженные различия значений в микротвердости, что позволяет увидеть общую тенденцию изменения плотности вероятности микротвердости и описать функцию распределения. Исследование показало, что при динамическом упрочнении происходит изменение максимальных значений микротвердости, что свидетельствует о волновом характере изменения свойств стали при упрочнении независимо от его источника.
Список литературы
1. В. С Иванова и др. Синергетика и фракталы в материаловедении – М.: Наука, 1994
2. , Лившиц физика М.: Физматлин, 2002
3. , , В Вероятностная оценка внутренних изменений в стали 35Х при термоциклической обработке
УДК 681.002
ИССЛЕДОВАНИЕ ЭНЕРГЕТИЧЕСКИХ ХАРАКТЕРИСТИК ДУГИ
С НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПРИ СВАРКЕ
ТОНКОЛИСТОВЫХ МЕТАЛЛОВ
, ,
Волгоградский государственный технический университет
тел.: 23–06–42; e-mail: *****@***ru
Сварка тонколистовых металлов требует применения способов, обеспечивающих максимальную концентрацию вводимой в свариваемый металл тепловой энергии в совокупности с минимальным временем пребывания металла при высоких температурах [1]. Желательным при этом является обеспечение минимальной ширины зоны проплавления, которая в значительной мере зависит от погонной энергии процесса сварки, определяемой величиной эффективного КПД hu источника нагрева. Кроме того, на результат проплавлений оказывает влияние величина термического КПД ht процесса.
Величину эффективного КПД определяли посредством калориметрирования. Величину термического КПД оценивали, измеряя площади проплавления на макрошлифах сварных соединений пластин толщиной 0,8 мм, с последующим расчетом по формулам [2]. Условием отбора шлифов являлось полное проплавление и отсутствие оксидных включений в металле шва. В опытах применялись электроды марки ЭВИ диаметром 2 мм.
Эксперименты показали, что величина hu дуги с неплавящимся электродом, горящей как в аргоне, так и в гелии, растет с увеличением тока дуги. Однако дуга в гелии характеризуется не только меньшими значениями эффективного КПД при одинаковых значениях дугового тока, но и меньшей интенсивностью нарастания по мере увеличения Iд: если при увеличении тока с 11 до 39 А эффективный КПД дуги в аргоне увеличивается с 0,48 до 0,69, то в гелии – с 0,46 до 0,53 (при изменении тока с 12 до 35 А).
Увеличение угла заточки неплавящегося электрода приводит к снижению эффективного КПД дуги. Так, если при малых углах заточки (a = 15-30°) величина hи дуги в гелии находится в пределах 0,45-0,53, то при a свыше 60° она уменьшается до 0,33-0,38, что связано с перераспределением выделяющейся в дуге тепловой мощности, обусловленным изменением размеров и формы дуги, а также падений напряжения на различных участках дугового промежутка. Характер изменения эффективного КПД дуги в аргоне аналогичен дуге в гелии: в диапазоне изменения угла заточки неплавящегося электрода от 30 до 90° hи уменьшается с 0,59 до 0,40.
Зафиксированное в ходе экспериментов некоторое снижение эффективного КПД (не более 2%) при использовании электродов с малыми углами заточки («на иглу», 15°) обусловлено, по всей вероятности, переходом дуги на режим горения с рассредоточенным катодным пятном вследствие более равномерного разогрева рабочего участка таких электродов.
Следует заметить, однако, что эффективный КПД является интегральной величиной, характеризующей долю тепла, поступившего в свариваемый металл, в общей тепловой мощности дуги и никак не учитывающей характер его распределения. В то же время, принимая во внимание различия в мощности и сосредоточенности дуг в аргоне и гелии (при одинаковых условиях горения), различия в подобном распределении представляются весьма вероятными.
Сравнение величин термического и полного КПД при аргоно - и гелиеводуговой сварке тонколистовых металлов затруднено, что объясняется разницей между необходимыми для полного проплавления значениями сварочного тока. Так, если в случае сварки в гелии элементов толщиной 0,8 мм полное проплавление достигается уже при токе 9 А (Vсв = 6 м/ч), то при сварке в аргоне требуемая величина тока составляет 45-50 А.
В таблице 1 представлены определенные в ходе экспериментов величины термического и полного КПД проплавления дугой, горящей в гелии и аргоне, а также соответствующие им параметры режимов однопроходной сварки пластин толщиной 0,8 мм.
Таблица 1. Влияние условий сварки и мощности
дуги на термический и полный КПД проплавления
Защитный газ | Iд, А | Uд, В | vсв, м/ч | Вш, мм | qи, Дж/с | qи/vсв, кДж/м | ht | h |
Гелий | 9 | 23 | 6 | 1,65 | 91,1 | 54,5 | 0,13 | 0,06 |
14 | 19 | 6 | 2,59 | 125,0 | 74,9 | 0,15 | 0,07 | |
22 | 15 | 6 | 5,42 | 165,0 | 98,8 | 0,24 | 0,12 | |
Аргон | 50 | 8,5 | 12 | 4,12 | 293,25 | 88,1 | 0,20 | 0,14 |
50 | 8,5 | 18 | 3,61 | 293,25 | 58,7 | 0,27 | 0,18 | |
60 | 8 | 18 | 4,96 | 340,8 | 68,2 | 0,31 | 0,22 |
Видно, что процесс аргонодуговой сварки характеризуется более высокими значениями ht и h, однако следует учитывать, что аргонодуговая сварка образцов выполнялась на режимах, отличающихся от режимов сварки в гелии, с целью обеспечения полного проплавления пластин. Обращает на себя внимание тот факт, что величина термического и полного КПД проплавления дуги в аргоне, а, следовательно, и ширины проплавления возрастает с увеличением погонной энергии немонотонно. Определяющим здесь является, по-видимому, влияние сварочного тока, что свидетельствует о низкой сосредоточенности дуги в аргоне. Снижение скорости сварки в этом случае приводит к росту потерь за счет распространения тепла в направлении сварки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
