

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Анализируя полученные данные можно сказать, что с увеличением скорости резания сила трения по передней поверхности резца растет, сила резания уменьшается, а нормальные и касательные напряжения растут. В ходе проведения опыта стружка меняла свой цвет, что также свидетельствовало об увеличении напряжений в зоне резания и повышению температуры.
|
|
Рис. 2 График силы трения. | Рис. 3 График силы резания. |
|
|
Рис. 4 График нормальных напряжений. | Рис. 5 График касательных напряжений. |
Эти данные не противоречат результатам, полученным в работах [1] по изучению трения и длины контакта по передней поверхности инструмента, [2] по изучению влияния скорости резания на силу резания и в работах [3] по изучению коэффициента трения при различных скоростях резания.
Список литературы
1. , Методика и некоторые результаты исследования закономерности распределения сил трения и касательных напряжений на длине контакта стружки с передней поверхностью // Сборник статей.
2. , Физические основы процесса резания, изнашивания и разрушения инструмента. – М.: Машиностроение, 19с.
3. ; “Резание металлов”: учебник для машиностр. и приборостр. спец. вузов. – М.: Высш. шк., 1985г. – 204 с.
УДК 621.791.76
ЦИНКСОДЕРЖАЩИЕ ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
ДЛЯ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ СТАЛЬНЫХ
КОНСТРУКЦИЙ МОСТОВ
Саратовский государственный технический университет
(84, e-mail: *****@***ru
При выборе ЛКМ покрытий необходимо учитывать целый ряд предъявляемых к ним требований [1], среди которых самым важным является длительное и надежное действие антикоррозионной защиты, а также учитывать свойства материалов (технологичность, физико-механические свойства материалов и устойчивость к действию открытой атмосферы и ее агрессивности). Наиболее полно отвечают всем вышеперечисленным свойствам и требованиям, по мнению автора [1], цинксодержащие, эпоксидные и полиуретановые материалы.
Цинксодержащие грунтовки имеют высокую адгезию к очищенному металлу и обладают стойкостью к абразивному износу.
Эпоксидные лакокрасочные материалы обладают высокой твердостью, химической стойкостью и чаще используются как промежуточный слой между цинковой грунтовкой и уретановым покрывным слоем.
Полиуретановые материалы обладают высокой прочностью, имеют хороший глянец, высокую абразивостойкость, отличаются стойкостью к перепаду температур от -60ºС до +130ºС, высокой стойкостью к различным агрессивным средам.
Применение цинксодержащих материалов в России началось сравнительно недавно (в 90-х годах), что в значительной степени было связано с освоением промышленного выпуска композиции ЦВЭС на базе собственного порошка цинка особого качества предприятием АОЗТ НПП «Высокодисперсные металлические порошки» (ВМП) [2]. Начиная с 1991 года, данная цинксодержащая композиция успешно использовалась для защиты таких сооружений как мосты через реки Чубук (Турция) и Обь (Сургут), многих объектов Московской кольцевой автодороги, комплекса Москва-Сити и др.
В 1995г. На основании результатов испытаний в НИИ транспортного строительства (ЦНИИС, Москва) и многолетнего опыта применения композиция ЦВЭС введена в отраслевой стандарт Корпорации «Трансстрой» СТП-001-95 «Защита металлических конструкций мостов от коррозии методом окрашивания». Не смотря на ряд достоинств, отдельные свойства композиции, обусловленные химической природой пленкообразователя – модифицированного этилсиликата (двухупаковочность, повышенная чувствительность к качеству подготовки поверхности) снижают ее привлекательность.
В связи с этим в последние годы на НПП ВМП разработаны новые цинкнаполненные композиции, учитывающие мировые тенденции развития в области антикоррозионных ЛКМ: полиуретановая композиция ЦИНОТАН; краска ЦИНОЛ на полимерной основе; эпоксидная грунтовка ЦИНЭП.
В январе 2004 года в СТП-001-95* «Защита металлических конструкций мостов от коррозии методом окрашивания» было введено изменение №2, которое предлагает использовать для защиты от коррозии строящихся и ремонтируемых объектов Корпорации Трансстрой новые системы покрытий на основе композиции ЦИНОТАН [3].
Система полиуретановых покрытий включает:
- цинкнаполненную грунтовку – ЦИНОТАН;
- промежуточную эмаль – ПОЛИТОН-УР;
- покрывную светостойкую эмаль – ПОЛИТОН-УР(УФ).
Механизм коррозионной защиты систем покрытий ВМП тройной: протекторный, химический и барьерный. Это предопределяет их повышенную долговечность. Полиуретановые материалы ВМП одноупаковочны, отверждаются влагой воздуха, наносятся при отрицательных температурах, быстро сохнут (до 40 минут при влажности более 50%), наносятся традиционным лакокрасочным оборудованием. ЦИНОТАН обладает всеми этими достоинствами. Его физико-механические и защитные свойства не уступают характеристикам известных аналогов, например грунту Steelpaint-PU-Zn. Выбор [4] определяется соотношением цены и качества, а также дополнительными услугами фирм-поставщиков.
К недостаткам композиций [5], содержащих в качестве пигмента высокодисперсный порошок цинка, относится образование тяжелого плотного остатка осадка металлического цинка, не поддающегося размешиванию через короткий промежуток времени. Даже применение эффективных реологических добавок продлевает срок годности готового продукта только на несколько недель. Таким образом, срок использования таких ЛКМ ограничен.
Компания Benda-Lutz Werke GmbH (Австрия) предлагает цинковые хлопья (рис. 1), которые можно использовать в качестве эффективного пигмента для производства антикоррозионных ЛКМ на основе полимерных пленкообразователей и неорганических связующих.
Рис. 1. Цинковые хлопья.
Процесс производства цинковых хлопьев дорогостоящий: требует больших энергозатрат и современных технологических решений, но обеспечивает получение продукта, имеющего существенные преимущества для лакокрасочников (рис. 2).
Действие цинковых хлопьев основано на следующих механизмах:
- барьерном эффекте, предотвращающем диффузию агрессивных сред;
- упрочнении Пк;
- катодной защите.
Наилучшие результаты получены при использовании 25% цинковых хлопьев, но катодная защита металла осуществляется даже при низком содержании цинковых хлопьев, в то время как при применении цинковой пыли в малых количествах катодный механизм защиты теряется. Кроме того, цинковые хлопья имеют значительно меньшую тенденцию к оседанию, и в ЛКМ, содержащем такой пигмент, наблюдается лишь незначительное расслоение, которое ликвидируется после перемешивания. Это способствует увеличению толщины получаемых покрытий, позволяет расширить цветовую гамму ЛКМ.
Цинковая пыль вода вода цинковые хлопья

подложка
Рис. 2. Сравнение цинковой пыли и цинковых хлопьев
Цинковые хлопья можно использовать также для ЛКМ, наносимых методом окунания. Покрытия, содержащие цинковые хлопья, как правило, более эластичны и химстойки, обладают более высокой адгезией, так как могут содержать большее количество пленкообразователя.
Цинковые хлопья — более дорогой, но гораздо более эффективный антикоррозионный пигмент. Благодаря гораздо меньшему количеству цинка плотность ЛКМ значительно уменьшается, что приводит к снижению его себестоимости.
В таблице 1 приведены характеристики двух рассмотренных выше систем защиты: Stelpant и ЦИНОТАН + ПОЛИТОН-УР + ПОЛИТОН-УР(УФ). Т. к. ЛКМ с цинковыми хлопьями в качестве пигмента появился совсем недавно, конкретной информации о его свойствах пока нет.
Таблица 1
Система защиты | Срок службы, годы, не менее | Адгезия по методу решетчатого надреза |
Система покрытий №1 по СТП 001-95* Stelpant | 15 лет | 0 баллов (Края надрезов полностью гладкие; ни один из квадратов решетки не отслоился). |
ЦИНОТАН + ПОЛИТОН-УР + ПОЛИТОН-УР(УФ) | 12-15 лет | 1 балл (Отслоение мелких чешуек покрытия на пересечении надрезов. Площадь отслоений немного превышает 5% площади решетки). |
Наличие адгезионного слоя из правильно подобранного материала может не только обеспечить стойкую к среде адгезионную связь, но и резко уменьшить проницаемость покрытия.
Выбор ЛКМ зависит от многих факторов и бывает довольно трудно определить оптимальную систему защиты металлоконструкций из большого разнообразия, предложенного современным рынком. До недавнего времени положение ухудшалось еще и отсутствием технической базы. Но в 2003 году появилось «Руководство по защите металлоконструкций от коррозии и ремонту лакокрасочных покрытий металлических пролетных строений, эксплуатируемых автодорожных мостов», утвержденное распоряжением Минтранса России №ОС-858-р от 9.10.2003 года. Где при выборе системы покрытия учитываются не только эксплуатационные и технологические, но и экономические факторы, что позволяет выбрать самую эффективную систему покрытия.
Список литературы
1. Защита стальных конструкций мостов от коррозии// Транспортное строительство, 2000, №3, С.23-24.
2. , , Цинкнаполненные материалы для защиты мостовых металлоконструкций от коррозии// Транспортное строительство, 2002, №4, С.12-16.
3. Новые отечественные покрытия для защиты мостов// Транспортное строительство, 2004, №6, С.18.
4. , , Проектирование защиты металлических конструкций мостов от коррозии//Транспортное строительство, 2002, №12, С.20-22.
5. Ф. Визек Цинковые хлопья – эффективное средство антикоррозионной защиты//Лакокрасочные материалы и их применение, 2006, №2-3, С. 50-51.
6. Защита металлоконструкций дорожных сооружений –актуальная проблема дорожной отрасли// Дороги России XXI века,2004,№5 С.49
УДК 681.2.2002
МЕТОДЫ АВТОМАТИЗАЦИИ РЕЖИМОВ
ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
,
Волгоградский государственный технический университет
Тел (84, e-mail: *****@***ru
Электромеханическая обработка (ЭМО) заключается в комплексном термо-деформационном воздействии на локальные объемы поверхностного слоя материала, обеспечивающем высокоскоростной нагрев до температур порядка 1200оС с одновременной пластической деформацией и быстрым последующим охлаждением за счет отвода тепла в основной объем металла и охлаждающую среду. В результате на обработанной поверхности стальных изделий формируется высокопрочная структура, так называемый, белый слой. Прочностные свойства и толщина упрочненного поверхностного слоя определяются технологическими режимами ЭМО, к которым относятся плотность электрического тока, скорость обработки, деформирующее усилие электрод-инструмента и др.
Как и в любом другом процессе, при ЭМО поверхностей металлических деталей трудно добиться точно заданных параметров прочности упрочненного поверхностного слоя без каких-либо отклонений. Поэтому необходимо контролировать отклонение фактического значения режима электромеханической обработки от задаваемого, а затем автоматически его корректировать.
Режимы электромеханической обработки определяют исходя из необходимости получения определенной толщины и микротвердости упрочненного поверхностного слоя.
Но например из-за не идеальности электрода-инструмента или особенностей изменения градиента температур по длине обрабатываемой детали получается, что задаваемые параметры обработки будут не стационарны. Рассмотрим это на примере изменения плотности тока и температуры в месте контакта электрод – инструмента с поверхностью обрабатываемого изделия.
В результате не кратковременной работы электрода-инструмента в условиях его силового воздействия на обрабатываемую деталь ролик изнашивается, что может повлечь увеличение площади контакта ролика с деталью. А плотность тока прямопропорциональна величине тока и обратнопропорциональна площади контакта.
![]() (1)
(1)
Следовательно плотность тока будет уменьшаться. Значит для поддержания постоянной величины плотности тока следует увеличить величину тока.
Так же корректировать величину тока можно на основе контроля изменения температуры поверхности обрабатываемой детали с помощью датчика измерения температуры (дистанционного пирометра). Эти процессы можно реализовать с помощью системы адаптивного управления режимами САУ электромеханической обработки поверхностей металлических изделий.
Рассмотрим принципиальную схему системы адаптивного управления режимами электромеханической обработки (Рис. 1). При задании определенной плотности тока компьютер формирует задаваемую величину тока. И с задающего устройства ЗУ она поступает в блок сравнения информации БСИ, затем в блок управления устройством БУУ (электрооборудование, предназначенное для контроля и плавного, иногда ступенчатого, изменения силы тока во вторичной цепи), который управляет исполнительным устройством ИУ. Далее датчик Д в совокупности с устройством преобразования информации преобразует фактическое значение измеряемого параметра в тот, который будет удобен для сравнения с информацией, поступающей в БСИ от ЗУ и передает эти данные на БСИ. Теперь БСИ задает информацию, при этом увеличив ток на столько чтобы была достигнута необходимая плотность тока. Это позволяет автоматически контролировать точность обработки с заданным параметром.
![]()
Рис. 1 Принципиальная схема системы адаптивного управления режимами электромеханической обработки
Рассмотренная САУ режимами ЭМО характерна для всей обрабатываемой поверхности детали, но так же существует потребность в поддержании разных режимов ЭМО для различных участков одной детали. Так для обеспечения равномерности износа отдельных участков поверхностей трения можно применять электромеханическую обработку с закономерно изменяющимся током. Это позволяет получить поверхности трения с закономерно-изменяющейся степенью упрочнения, обеспечивающей равномерный износ при различных давлениях и скоростях.
При решении этой задачи положение рабочего ролика относительно обрабатываемой поверхности контролируется датчиком. Сигнал от этого датчика в зависимости от заданного закона изменения силы тока преобразуется в сигнал управления и подается на установку ЭМО.
В целевой классификации АСУ ТП по типовым задачам управления, определяющей их назначение, можно выделить несколько групп:
АСУ ТП, самостоятельно (автоматически) выбирающие наилучший по какому-либо признаку технологический режим и обеспечивающие его поддержание либо автоматически выбирающие наилучшую траекторию перемещения рабочего органа и обеспечивающие ее отработку с установленной точностью.
АСУ ТП, обеспечивающие стабилизацию (поддержание) заданного рационального или оптимального технологического режима, т. е. таких технологических параметров, на которые действующие возмущения оказывают существенное влияние.
АСУ ТП, отрабатывающие с установленной точностью заданное или непрерывно задаваемое рациональное (оптимальное) изменение технологического процесса.
Таким образом, автоматизация регулирования режимов электромеханической обработки поверхностей металлических изделий обеспечивает значительно более высокую точность и качество изготавливаемых изделий.
УДК 629.113.012.5
Влияние состава материала автомобильной шины
на потери давления
М, В.
Волгоградский государственный технический университет
, e-mail: *****@***ru
Во время эксплуатации автомобильной шины (как активной – динамической, так и статической), происходит непрерывный процесс (хотя и с переменной интенсивностью) потери внутреннего давления. Этот процесс вызван целым рядом первичных и вторичных факторов, таких как: проколы, потеря давления через микропоры и трещины, диффузия газа непосредственно сквозь резину, неисправный вентиль и многие другие. Часть этих причин может быть вызвана объективными процессами, такими как старение и процесс непрерывных потерь газа вследствие протекания естественных процессов, вызванных газопроницаемостью резины, а другая часть является следствием нарушения правил монтажа, ремонта и эксплуатации автомобильных шин. Вторая группа причин имеет более выраженный негативный фактор, т. к. имеет низкую предсказуемость и потери внутреннего давления более сильные. На них может влиять только соблюдение правил и технических нормативов по эксплуатации и ремонта как шин, так и автомобиля.
Поэтому, с научной точки зрения, наиболее интересным является процесс диффузии или газопроницаемости газа-наполнителя автомобильной шины сквозь материал шины.
Активизированная диффузия является стадией, определяющей скорость проникания газа через диафрагму. Диффузия газа в диафрагме описывается первым законом Фика, который для одномерного переноса в направлении, перпендикулярном поверхности диафрагмы, имеет вид:
 ,
,
где I - количество вещества, прошедшего в единицу времени через единицу площади сечения по нормали; D – коэффициент диффузии; ![]() - градиент концентрации. Знак минус в уравнении показывает, что диффузия идёт в направлении убывания концентрации.
- градиент концентрации. Знак минус в уравнении показывает, что диффузия идёт в направлении убывания концентрации.
С ходом времени, потери газа-наполнителя автомобильной шины будут расти, т. к. это процесс является непрерывным, хотя скорость потери газа из-за диффузии будет падать вместе с падением концентрации (давления). График зависимости потери газа от значения проницаемости изображён на рис.1.
Рис.1. Потери газа от диффузии
Исходя из этого графика можно судить о том, что при борьбе с диффузией значение типа резины имеет крайне важное значение, т. к. имеется линейная зависимость потерь от газопроницаемости материала шин. Не менее важен и тот факт, что существует разница в темпах потери газа, в зависимости от вида нагрузки колеса, хотя она и постепенно снижается. Это объясняется наличием разной нагрузки на колесо и различием условий эксплуатации.
Существуют разные подходы для решения указанной проблемы. Как варианты можно выделить два основных:
- применять каучуки с низкой газопроницаемостью;
- применять новаторские конструктивные идеи.
Первый вариант является самым простым, но сдерживается необходимостью проведения исследований по получению каучуков с низкой газопроницаемостью, отвечающих также всем требованиям, предъявляемым к материалам шин. Например, оптимальный по показателям фторкаучук имеет низкую морозостойкость, следовательно, неприменим в холодную погоду (от –15°С), что является неприемлемым для шин.
Второй вариант сложнее реализовать, т. к. порой требуется найти подход, лежащий вне предмета изучения. Например, интересным может являться вариант снижения диффузии газа через шину по аналогии с снижением диффузии мембраны. Так и др. был предложен вариант армировать мембраны металлической фольгой (авторское свидетельство СССР № 000. – опубл. В Б. И., 1979, №12). Такой вариант сводил практически к нулю потери газа, вызванные диффузией. Подобный эффект был достигнут вследствие того, что газопроницаемость металла практически нулевая, а тот факт, что была использована очень тонкая металлическая фольга, сводил негативные последствия применения металла к минимуму, что и позволило получить превосходные результаты. Однако, для доказательства возможности использования армирования шин металлической фольгой, необходимо провести всестороннее исследование экспериментальных образцов таких шин для доказательства их работоспособности и высоких эксплуатационных свойств.
УДК 629.113.012.
Технологии применения и получения азота
для наполнения автомобильных шин
М, В.
Волгоградский государственный технический университет
, e-mail: *****@***ru
Кислород, которого в воздухе содержится 21%, оказывает вредное воздействие на резину. Он обладает большой проникающей способностью (газопроницаемостью), следовательно, вытекает и из шины за счёт диффузии. Кроме того, кислород ускоряет старение резины. Известно также, что находящийся в шине под давлением кислород ускоряет процессы коррозии обода и способствует повреждению боковых стенок и каркаса шин. Наполнение шин азотом, т. е. без кислорода, снижает влажность в шине, что увеличивает ее долговечность. Считается, что азот не так легко выходит из шины (за счёт диффузии), как воздух, следовательно, потери давления азота в шине, при ее эксплуатации меньше, чем при наполнении её воздухом. Таким образом, при заполнении шины азотом её можно реже подкачивать. Стабилизация давления в шинах, увеличение ресурса и надёжности повышают эффективность эксплуатации автомобиля. Применение азота для заполнения шин является также эффективным средством повышения безопасности движения. Однако эти преимущества наполнения шин азотом используются в основном для наполнения шин грузовых автомобилей и автобусов, а также спортивных автомобилей.
Наполнение шин азотом может осуществляться из баллонов, в которых азот находится под давлением в 15 МПа. При этом представляет собой определенную опасность возможность перекачки и взрыва шины. Кроме того, сам баллон высокого давления опасен и требует специальных условий хранения и эксплуатации. Поэтому были разработаны и созданы устройства, обеспечивающие полную безопасность при наполнении шин азотом.
Особо интересен процесс газопроницаемости резины, т. к. он действует непрерывно во время всего периода статической (шина находится на хранении, например запасное колесо) и динамической эксплуатации шины. Для оценки диффузии газов через резину используется коэффициент диффузионной проницаемости (k) определяемый по закону Генри формулой:
![]() .
.
Как видно из формулы коэффициент проницаемости прямо пропорционален количеству газа, прошедшего через шину Q и толщине резины d и обратно пропорционален площади поверхности S, времени t и давлению в шине. Кроме того, этот коэффициент зависит от таких факторов как структура материала шины, строения и размеров молекул газа, температуры и др. Поэтому он определяется экспериментально.
Известные данные по газопроницаемости резиновых диафрагм различными газами приведены в таблице 1.
Таблица 1. Зависимость проницаемости газа
от типа полимера и температуры
Газ | Марка каучука | |||
Натуральный каучук при Т=303К | Бутилкаучук при Т=303К | Фторкаучук марки «Вайтон-А» | ||
Т=303К | Т=333К | |||
Азот | 8,7 | 0,35 | 0,33 | 2,6 |
Кислород | 23 | 1,3 | 1,09 | 6,66 |
Углекислый газ | 123 | 5,2 | 5,87 | 29,8 |
Из этих данных следует, что вне зависимости от типа резины, газопроницаемость азота ниже в 2,5-4 раза. Поскольку парциальное давление кислорода при заполнении шины воздухом в 4 раза ниже парциального давления азота, то по приведенной выше формуле получается, что количество диффундирующего из шины кислорода примерно равно количеству диффундирующего через шину азота. Таким образом, шина в процессе эксплуатации «очищается» от кислорода, однако, при каждой подкачке воздухом в нее добавляется новая порция кислорода. Если же подкачивать шину только азотом, то в течение времени шина может полностью освободиться от кислорода. Однако, этот процесс медленный, т. к. при уменьшении доли кислорода в шине, уменьшается и его парциальное давление и, пропорционально снижается коэффициент диффузии.
Азот получают в достаточном количестве на кислородных заводах, которые имеются в большинстве крупных городов. При получении 1 доли кислорода получается 3,7 доли азота, что в масштабах производства имеет очень большие объёмы, достаточные для обслуживания крупной и повсеместной сети подкачивающих станций. Однако, доставка азота до подкачивающих станций в баллонах или в жидком виде в сосудах Дьюара представляет определенную опасность. Поэтому, в последнее время получило распространение использование малых установок по производству азота из воздуха. Такая установка может располагаться в любой автомастерской и имеет производительность 1-2 тыс. л/ч, что позволит обслужить 15-20 автомобилей в час. Эти установки (есть и более крупные) работают без прямого доступа к электросети (путём очистки сжатого воздуха) и используют мембранный метод очистки, что гарантирует их пожаробезопасность, а это достаточно важно, когда мы имеем дело с кислородом.
Таким образом, применение азота в качестве наполнителя автомобильных шин является перспективным и динамично развивающимся направлением.
УДК 621.791.76
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ХРОМИРОВАННОГО СЛОЯ на
РАБОТОСПОСОБНОСТЬ СТАЛЕАЛЮМИНИЕВОГО КОМПОЗИТА
, ,
Волгоградский государственный технический университет
тел, факс.: (84, e-mail: *****@***ru
Сварка взрывом наиболее эффективна и целесообразна при получении высокопрочных композиционных материалов с различным сочетанием слоев и толщин. Особенно это относится к получению толстолистовых сталеалюминиевых композиций, склонных к образованию хрупких интерметаллидов, резко снижающих прочность сварного соединения. Такие композиционные материалы широко применяются в качестве переходных контактных элементов, деталей и узлов электротехнического оборудования и к ним предъявляются высокие требования эксплуатации. Поэтому актуальной является задача создания новых композиционных материалов, способных противостоять воздействию термомеханических нагрузок и агрессивной среды.
Проведенные в этом направлении исследования на кафедре сварочного производства Волгоградского государственного технического университета позволили разработать новый способ получения с помощью сварки взрывом термостойкого композиционного сталеалюминевого материала, в котором в качестве диффузионным барьера применялся тонкий хромированный слой, нанесенный на свариваемую поверхность стальной заготовки.
Проведенные механические испытания и металлографические исследования показали, что разработанный способ позволил повысить не только прочность сваренного взрывом композита, но и существенно повысить его термическую стойкость за счет введения антидиффузионного хромированного слоя, способного затормозить протекание диффузионных процессов между алюминием и сталью. Так, в сталеалюминиевом композите с хромированным слоем образование сплошной интерметаллидной прослойки происходило при температуре 570 0С и выше, в то время как в сталеалюминиевом композите без антидиффузионного слоя температура образования интерметаллидной прослойки составляет 500-520 0С.
Следует также отметить, что введение между сталью и алюминием хромированного слоя позволило избежать появления на границе соединения таких характерных для сварки взрывом дефектов, как хрупкие зоны с оплавами и интерметаллидами, снижающими прочность композита.
Исследование влияния температуры нагрева и времени выдержки на прочность сваренного взрывом сталеалюминиевого композита показало, что при нагреве композита А5 + Ст.3 с хромированным слоем до 500 °С и выдержке 10 часов прочность на отрыв слоев составляла 72 МПа (на уровне исходной прочности наименее прочного металла пары, т. е. алюминия), в то время как при этих же условиях нагрева прочность композита А5 + Ст.3 без антидиффузионного слоя была намного меньше и составляла 21 МПа (рис.1).
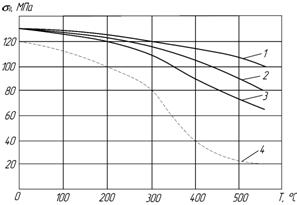
Рис. 1 Влияние температуры нагрева и времени выдержки на прочность
композиционного материала А5+Ст.3 (хромир.):
1 – А5+Ст.3 (хромир.), t=1 ч; 2 – А5+Ст.3 (хромир.), t=5 ч;
3 – А5+Ст.3 (хромир.), t=10 ч; 4 – А5+Ст.3, t=10 ч.
Результаты проведенных исследований позволили разработать высокоэффективную комплексную технологию изготовления с помощью сварки взрывом термостойких толстолистовых композиционных переходников токоподводящего анодного узла алюминиевого электролизера, что позволило повысить прочность, долговечность конструкции и уменьшить потери электроэнергии более чем в 2-3 раза.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 |
