
где 
Так на рис.2.23

Суммарная нагрузка каждого болта равна геометрической сумме соответствующих сил FR и FT (на рис.2.23 показана нагрузка для первого болта F1).
За расчетную принимают наибольшую из суммарных нагрузок. Сравнивая значения и направление реакций, можно отметить, что для соединения, изображенного на рис.2.23 наиболее нагруженными болтами являются 1-й и 3-й (реакции FF и FT близки по направлению) или 2-й (FF и FT направлены одинаково, но FT2<FT2 и FT3).
В конструкции соединения болты могут быть поставлены без зазора или с зазором.
Болты поставлены без зазора. Нагрузка воспринимается непосредственно болтами (см. рис.2.24,б). Прочность болтов и деталей рассчитывают по напряжениям среза и смятия (см. п.1)
Болты поставлены с зазором. Нагрузка воспринимается силами трения в стыке, для образования которых болтам дают соответствующую затяжку. Приближенно полагают, что равнодействующая сил трения, вызванных затяжкой каждого болта, приложена в центре соответствующего отверстия.
Соединение будет прочным (детали не сдвигаются), если равнодействующая сил трения под каждым болтом не меньше, чем соответствующая равнодействующая сил FR и FT. Так как по условию задачи болты затягивают одинаково, общую затяжку определяют по наиболее нагруженному болту (1-му или 2-му; рис. 2,23). Необходимая затяжка болтов
![]() (2.31)
(2.31)
где К= 1,3...2 — коэффициент запаса; Fmaх — сила, приходящаяся на наиболее нагруженный болт, равная, например, F1; f – коэф-фициент трения в стыке деталей**.
Прочность болтов рассчитывают по формуле (2.22 и 2.23).
Оптимизация конструкции такого соединения может быть выполнена за счет: варианта постановки болтов с зазором и без зазора; соотношения размеров а и b расположения болтов; количества болтов. При этом могут быть два случая: размеры кронштейна заданы или подлежат определению. Во втором случае вначале рассчитывают высоту кронштейна по напряжениям изгиба, затем рассчитывают соединение и по нему определяют все другие размеры.
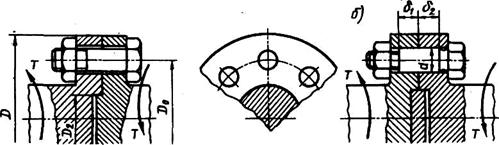
В качестве второго примера расчета группы болтов при сдвигающей нагрузке рассмотрим фланцевое соединение валов. В конструкции таких соединений обычно предусматривают центрирующие выступы (рис. 2.25,а) или ставят центрирующие шайбы (рис. 2.25,б) которые одновременно разгружают соединение от поперечных нагрузок. При этом учитывается:
 |
1.Избыточные силы трения под менее нагруженными болтами являются пассивными и не участвуют в передаче нагрузки.
2.Для сухих чугунных и стальных поверхностей f ![]() 0,15...0,2.
0,15...0,2.
Рис. 2.25
При болтах, поставленных без зазора, расчетная нагрузка
болта
F=2T/(zD0). (2.32)
При болтах, поставленных с зазором, необходимая сила затяжки
![]() (2.33)
(2.33)
2.3. Шпоночные соединения
Относятся к разъемным соединениям. Они входят в группу соединений типа «валступица».
 Детали шпоночного соединения показаны на рис.2.26, где шпонка 1 закладывается в пазы вала 2 и ступицы 3, надеваемой на вал детали (шкив) зубчатого колеса и т. п.). Шпоночные соединения могут быть неподвижными и подвижными и служат обычно для предотвращения относительного поворота ступицы и вала при передаче вращающего момента.
Детали шпоночного соединения показаны на рис.2.26, где шпонка 1 закладывается в пазы вала 2 и ступицы 3, надеваемой на вал детали (шкив) зубчатого колеса и т. п.). Шпоночные соединения могут быть неподвижными и подвижными и служат обычно для предотвращения относительного поворота ступицы и вала при передаче вращающего момента.
Рис.2.26 Рис.2.27
Шпоночные соединения широко применяют во всех отраслях машиностроения.
Д о с т о и н с т в а шпоночных соединений: простота и надежность конструкции, легкость сборки и разборки соединенияТ4 невысокая стоимость. Основной н е д о с т а т о к шпоночных соединений — снижение нагрузочной способности сопрягаемых деталей из-за ослабления их поперечных сечений шпоночными пазами и значительной концентрации напряжении в зоне этих пазов.
Шпоночные пазы на валах и осях обычно получают фрезерованием концевыми или дисковыми фрезами (рис. 2.27). Следует отметить, что в первом случае эффективный коэффициент концентрации напряжений примерно на 20% больше, чем во втором случае вследствие более плавного выхода дисковой фрезы и менее резкого изменения поперечного сечения вала. Шпоночные пазы в ступицах обычно протягивают шпоночной протяжкой или долбят резцом.
Различают ненапряженные (с призматическими и сегментными шпонками и напряженные с клиновыми и круглыми шпонками — осевыми шпонками) шпоночные соединения. Шпонки основных типов стандартизованы.
Ненапряженные соединения обеспечивают более высокую степень центрирования. Они просты по конструкции и надежны в работе. Широко применяют призматические шпонки (ГОСТ 23360—78*) прямоугольного сечения и с прямыми или скругленными торцами (рис.2.28, б). В соединении шпонку устанавливают на глубину около 0,5 h (здесь h — высота шпонки) в вал с натягом, в ступицу свободно.
Между верхней гранью шпонки и пазом в ступице оставляют зазор. При монтаже шпонку закладывают в паз вала в неподвижных соединениях без крепления, в подвижных - с помощыо винтов (рис.2.29). При этом необходима индивидуальная подгонка, что затрудняет взаимозаменяемость шпонок и ограничивает их применение в крупносерийном и массовом производстве.
Размеры стандартной шпонки b, h, I (см. рис. 2.28, в) выбирают в зависимости от диаметра вала d и длины ступицы детали lст. Длину шпонки l= lст – (5...10) мм принимают из стандартного ряда с учетом размеров поперечного сечения b и h.
Сегментные шпонки (ГОСТ 24071—97) обеспечивают устойчивое положение деталей на валу не
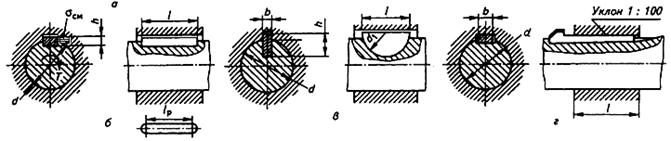
Рис. 2.28. Шпоночные соединения: а —детали соединения; б—соединение призматической шпонкой; в —соединение сегментной шпонкой; г —соединение клиновой шпонкой; 1 — шпонка; 2— вал; 3 —ступица
требуют ручной подгонки. Однако более глубокий паз (см. рис.2.28 в) ослабляет сечение вала, вызывая значительную концентрацию напряжений; поэтому сегментные шпонки за редким исключением устанавливают в массивных валах на малонагруженных участках. Размеры стандартных шпонок: ширину b, высоту h и диаметр d1 выбирают так же, как призматических. Длина шпонки l![]() d1.
d1.
Пазы на валах обрабатывают для призматической шпонки пальцевой или дисковой фрезой, для сегментной—дисковой. В ступице сквозные пазы выполняют протягиванием, глухие—долблением. Посадки шпонок
регламентированы ГОСТ 23360—78* для призматических и ГОСТ 24071—97 для сегментных шпонок. Ширину призматической и толщину сегментной шпонок выполняют в поле допуска Щ Рекомендуют применять следующие поля допусков размеров:
Ширина шпоночного паза вала, для призматической шпонки Р9
То же, для сегментной шпонки N9
Ширина шпоночного паза отверстия:
при неподвижном соединении нереверсивной передачи Js9
при неподвижном соединении реверсивной передачи P9
при подвижном соединении посредством призматических шпонок D10
Для более равномерного распределения нагрузки на рабочей поверхности соединения детали на валу устанавливают с натягом (посадки с большим натягом для реверсивной передачи):
для цилиндрических прямозубых колес H7/p6 (H7/r6)
для цилиндрических косозубых и червячных колес H7/r6
для конических колес H7/s6(H7/t6)
Проверочный расчет ненапряженных соединений проводят на смятие боковых поверхностей и срез по поперечному сечению.
для коробок передач - H7/k6 (H7/m6)
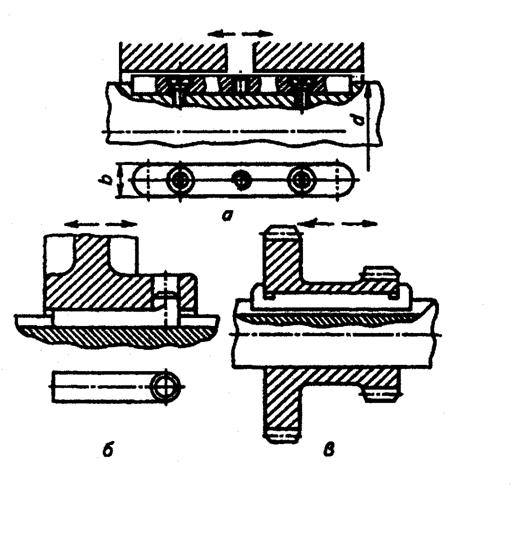
Рис.2.29 Подвижные шпоночные соединения :
а — с креплением шпонки на валу; б, в — с креплением шпонки в ступице детали.
Расчет шпоночных соединений
Проверочный расчет ненапряженных шпоночных соединений проводят на смятие боковых поверхностей и срез по поперечному сечению.
Условие прочности на смятие :  (2.34)
(2.34)
на срез  (2.35)
(2.35)
где Т—вращающий момент, Н•м; d — диаметр вала, мм; lр — рабочая длина шпонки, мм: lр = l или lp = l—b; h —высота шпонки, мм; t1 — глубина паза вала, мм; ![]() — допустимое напряжение смятия, МПа;
— допустимое напряжение смятия, МПа; ![]() —допустимое напряжение среза, МПа.
—допустимое напряжение среза, МПа.
Расчет на срез проводиться только для не стандартных шпоночных соединений.
Для неподвижных шпоночных соединений со ступицами из стали [![]() см] = 110...190 МПа; со ступицами из чугуна [
см] = 110...190 МПа; со ступицами из чугуна [![]() см]=70...100МПа; [
см]=70...100МПа; [![]() ср] = 70МПа. Большие значения принимают при легком режиме работы (спокойной нереверсивной нагрузке), меньшие — при тяжелых условиях или реверсивной нагрузке.
ср] = 70МПа. Большие значения принимают при легком режиме работы (спокойной нереверсивной нагрузке), меньшие — при тяжелых условиях или реверсивной нагрузке.
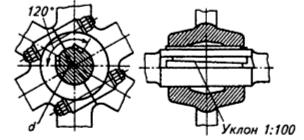
Если условие расчета не выполняется, то вторую шпонку устанавливают
под углом 120° к первой шпонке или заменяют шпоночное соединение шлицевым.
Клиновые ш п о н к и (ГОСТ 24068—80*), образующие напряженные соединения, имеют форму клина с уклоном 1 : 100 (см. рис. 2.28, г) и способны передавать не только вращающий момент, но и осевую нагрузку. Натяг между валом и ступицей создают, забивая шпонку или затягивая гайку. Широкие грани шпонки рабочие, а на боковых узких предусмотрен зазор.
Вращающий момент передается за счет сил трения, возникающих на рабочих поверхностях. При установке клиновые шпонки вызывают децентровку ступицы, что приводит к увеличению биения, поэтому их применяют крайне редко, как правило, в соединениях, не требующих точного центрирования.
 |
Тангенциальные клиновые шпонки (ГОСТ 24069—97) состоят из двух одинаковых клиньев с параллельными внешними рабочими гранями (рис. 2.30). Натяг в соединении получают осевым смещением клиньев в пазах, образованных угловыми уступами на валу и в ступице.
Рис.2.30 Соединения с тангенциальными шпонками.
Тангенциальные шпонки применяют для передачи больших динамических нагрузок.
Эти шпонки изготовляют из углеродистых сталей 45, 50, призматичес-
кие шпонки — из чистотянутого профиля. В нагруженных соединениях
применяют шпонки из легированныхсталей, например 40Х, с термообработкой до HRC 40...45 и последующим шлифованием рабочих граней.
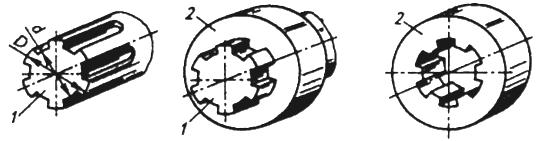 |
Шлицевые (зубчатые) соединения. По конструкции шлицевое соединение представляет собой многощпоночное соединение, где шпонки выполнены за одно целое с валом (рис.2.31).
Рис.2.31
Преимущества шлицевого соединения по сравнению со шпоночным: выше нагрузочная способность, больше усталостная прочность вала, меньше габаритные размеры, лучше центрирование деталей на валу. Однако для изготовлеия зубьев (шлицев) требуется специальный инструмент, вследствие чего стоимость соединения больше. Поэтому шлицевые соединения широко используют в крупносерийном и массовом производстве.
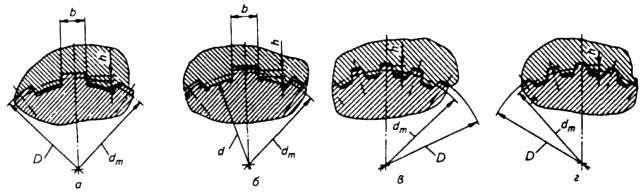 |
Рис. 2.32. Способы центрирования шлицевых соединений:
а, г - по внешнему диаметру; б - по внутреннему диаметру; в — по боковым граням
Шлицевые соединения могут быть неподвижные и подвижные, обеспечи-
вающие перемещение деталей по валу (например, блока шестерен в коробках
передач). По форме профиля зубьев различают соединения трех типов: пря-
мобочные, эвольвентные и треугольные.
Наиболее распространены п р я м о б о ч н ы е соединения (ГОСТ 1139—80*). Их выполняют легкой, средней и тяжело» серий (приложение 8). В основном используют соединения легкой и средней серии с центрированием деталей на валу по наружному диаметру D (рис.2.32, а) и внутреннему d (рис. 2.32, б).
Центрирование по наружному диаметру применяют при небольшой твердости ступицы (НВ<350). Если твердость ступицы более высокая, то выполняют центрирование по внутреннему диаметру. При пониженных требованиях к соосности вала и ступицы, больших ударных нагрузках или реверсивном движении применяют центрирование по боковым граням (рис.2.32, в).
Э в о л ь в е н т н ы е соединения (ГОСТ 6033-80*; приложение 9)обладают высокой нагрузочной способностью и повышенной прочностью.
Технология изготовления валов и сту-пиц с эвольвентным профилем упро-щается благодаря использованию стандартного зубонарезного оборудования.
В эвольвентных соединениях применяют центрирование по боковым граням иногда по наружному диаметру
(рис. 2.32, г).
Прямобочные и эвольвентные профили используют в подвижных соединениях. Для повышения износостойкости соединения твердость поверхности зубьев повышают до HRC 50...60, подвергая их закалке с нагревом ТВЧ. цементации, нитроцементации или азотированию.
Т р е у г о л ь н ы е ш л и ц е в ы е с о е д и н е н и я применяют при тонкостенной ступице и для координации положения соединяемых деталей при относительно малых углах поворота. Соединения с треугольным профилем не стандартизованы. Детали соединения центрируют по боковым граням.
Посадки элементов шлицевых соединений регламентированы стандартами.
В шлицевых соединениях вследствие износа, смятия и заедания происходит повреждение рабочих поверхностей зубьев, поэтому такие соединения рассчитывают по двум критериям; сопротивлению рабочих поверхностей смятию и изнашиванию.
Условное напряжение смятия
![]() (2.36)
(2.36)
где Т — врашаюший момент, Н![]() м; dm — средний диачетч соединения, мм: для прямобочного соединения dm = (D+ d)/2; для эвольвентного — dm = mz; h- рабочая высота зубьев, мм; l — рабочая длина соединения, мм: обычно l
м; dm — средний диачетч соединения, мм: для прямобочного соединения dm = (D+ d)/2; для эвольвентного — dm = mz; h- рабочая высота зубьев, мм; l — рабочая длина соединения, мм: обычно l![]() (l...1,5)d; z—число зубьев;
(l...1,5)d; z—число зубьев;  — допустимое напряжение смятия, МПа.
— допустимое напряжение смятия, МПа.
Для подвижных шлицевых соединений ![]() = 20...40 МПа. Большие значения принимают при легком режиме работы (спокойной нереверсивной нагрузке), меньшие — при тяжелых условиях или реверсивной нагрузке.
= 20...40 МПа. Большие значения принимают при легком режиме работы (спокойной нереверсивной нагрузке), меньшие — при тяжелых условиях или реверсивной нагрузке.
Уточненный расчет прямобочных соединений с учетом срока службы, режима нагрузки и других факторов выполняют по ГОСТ 21425—75.
3. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ.
В первой главе была представлена структурная схема машины, в которой передаточный механизм чаще всего, состоит из механических передач. Там же разобраны общие параметры, кинематические и энергетические характеристики передач и приводов машин.
Такие как: передаточное отношение и число, к. п.д., мощность, крутящий момент и т. д. .
В этой главе рассмотрим основные конструкции механических передач, которые наиболее часто применяются в общем машиностроении.
3.1. КЛАССИФИКАЦИЯ МЕХАНИЧЕСКИХ ПЕРЕДАЧ.
Классификация механических передач представлена схемой на Рис 3.1.

Рис.3.1
3.2 ЗУБЧАТЫЕ ПЕРЕДАЧИ
Зубчатые передачи обеспечивают передачу момента вращения с помощью последовательно зацепляющихся зубьев. Тела вращения, на которых расположены зубья, называются зубчатыми колесами. Меньшее колесо зубчатой пары называется шестерней, а большее - колесом. Собственно колесо состоит из диска со ступицей и зубчатого венца (рис. З.1.).
Рис.3.2
Все применяемые здесь и в дальнейшем термины, определения и обозначения, относящиеся к зубчатым передачам, соответствуют ГОСТ 16530—83 «Передачи зубчатые», ГОСТ 16531—83 «Передачи зубчатые цилиндрические» и ГОСТ 19325—73 «Передачи зубчатые конические».

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
