
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
 , (7)
, (7)
где коэффициент 0,235 есть результат отношения ![]() , принятый в таком размере в соответствии с «Нормами технологического проектирования магистральных газопроводов».
, принятый в таком размере в соответствии с «Нормами технологического проектирования магистральных газопроводов».
Когда значение ![]() рассчитывается по (7), отношение
рассчитывается по (7), отношение ![]() в (1) обращается в единицу и выражение (2), вытекающее из (1), приобретает вид
в (1) обращается в единицу и выражение (2), вытекающее из (1), приобретает вид
 . (8)
. (8)
2. Рассчитывается коэффициент адаптации теоретической зависимости (1) к реальному процессу сжатия газа, происходящему в нагнетателе![]() . Для этого выражение (8) с учетом (1) записывается для оптимального (расчетного) режима работы машины, указанного в паспорте или на приведенной характеристике ЦБН, и решается относительно
. Для этого выражение (8) с учетом (1) записывается для оптимального (расчетного) режима работы машины, указанного в паспорте или на приведенной характеристике ЦБН, и решается относительно![]()
![]() 4,255
4,255 , (9)
, (9)
где ![]() и
и ![]() – коэффициенты сжимаемости газа при условиях на входе и выходе нагнетатель при оптимальном режиме его работы.
– коэффициенты сжимаемости газа при условиях на входе и выходе нагнетатель при оптимальном режиме его работы.
3. Находятся фактические значения ![]() по выражению (1) с учетом
по выражению (1) с учетом ![]() для текущих режимов работы ЦБН, вовлеченных в процесс диагностирования:
для текущих режимов работы ЦБН, вовлеченных в процесс диагностирования:
 . (10)
. (10)
4. Рассчитываются значения безразмерного параметра χ, идентифицирующего термодинамический режим работы ЦБН, для каждого вовлеченного в процесс диагностирования режима работы нагнетателя. Для этого используется зависимость (3).
5. Выполняются действия для получения функции, аппроксимирующей зависимость:
![]() = f (χ). (11)
= f (χ). (11)
Для этого заполняется таблица Microsoft Excel, в которой аргументом является параметр χ, а функцией – рассчитанные значения политропического КПД. Затем выполняется построение диаграммы с добавлением линии тренда и показом на диаграмме аппроксимирующего уравнения и достоверности аппроксимации R2 .
При выборе вида аппроксимирующей зависимости из всех их разновидностей, предлагаемых компьютером, выбирается зависимость линейного вида в соответствии с выражением (6), являющимся базовым для рассматриваемой методики.
6. Находится фактическое значение политропического КПД, соответствующего оптимальному режиму работы нагнетателя ηпол. о.. Для этого по (3) рассчитывается безразмерный параметр χ для оптимального режима работы нагнетателя χ0 . Полученное значение параметра χ0 подставляется в формулу (11) и по ней определяется искомое значение политропического КПД.
7. Производится оценка технического состояния нагнетателя. Она состоит в сравнении ηпол. о с паспортным политропическим КПД машины, соответствующим оптимальному режиму работы технически исправного нагнетателя ηпол. о.
На основе представленной методики выполнено диагностирование технического состояния нескольких типов нагнетателей. При этом апробация методики проводилась на представителях почти всех разновидностей ЦБН, находящих применение в газовой промышленности – на неполнонапорных и полнонапорных машинах, на нагнетателях с одно - и
двухступенчатым сжатием (с одним и двумя рабочими колесами соответственно), на ЦБН, входящих в состав различного типа газоперекачивающих агрегатов (ГПА), таких как ГПА стационарного исполнения, агрегаты на базе авиационных и судовых двигателей, импортные ГПА (табл.1).
Таблица 1
Нагнетатели, вовлеченные в апробирование предлагаемой методики
Тип нагнетателя | Характеристика нагнетателя | Тип ГПА | |
Количество рабочих колес | Развиваемый напор | ||
370-18-1 | 1 | Неполнонапорный | ГТК 10-4, стационарный |
ГПА-Ц-16/76 | 2 | Полнонапорный | ГПА-Ц-16/76, авиационный |
RF2BB-30 | 2 | Полнонапорный | Каберра-182, импортный |
Результаты расчетов по предлагаемой методике приведены (рис. 1-3).
а) |
|
 б)
б)Рис. 1. Определение технического состояния нагнетателя типа 370-18-1:
а) по предлагаемой методике; б) по методике [1]
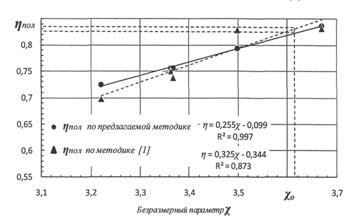
Рис. 2. Определение технического состояния нагнетателя ГПА-Ц-16/76


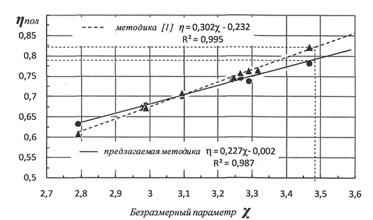
Рис. 3. Определение технического состояния нагнетателя RF2BB-30
Анализ представленных результатов исследований (см. рис. 1-3) позволяет сделать несколько выводов.
Первый из них касается производительности нагнетателей Q, которая в настоящее время служит базой, на основе которой выполняются диагностические действия по определению технического состояния центробежных нагнетателей [1], [2], [3]. Производительность, которая в большинстве случаев бывает неизвестной, может быть заменена комплексным безразмерным параметром χ, численное значение которого легко определимо. Данный параметр находится по показаниям основных штатных приборов, которыми в обязательном порядке оснащены все машины рассматриваемого типа. Правомерность замены Q на χ доказывается основными положениями термодинамики, представленными в работе зависимостью (6), и реальным существованием функциональной зависимости вида ηпол=f(χ) (см. рис.1-3). Как видно, полученные по эксплуатационным данным различных ЦБН аппроксимирующие выражения, как и (6), являются линейными функциями. Они представляют такую же функцию, что и (6), но только смещенную относительно осей координат в той или иной степени в зависимости от масштабов изменения проточной части нагнетателей под воздействием различных эксплуатационных факторов. Зависимость ηпол=f(χ) наблюдается не только в случае определения ηпол по предлагаемой методике, но и в том случае, когда ηпол находится совершенно независимым от комплекса χ способом - по методике [1]. Это является дополнительным, весомым, подтверждением сделанного вывода о возможности и обоснованности замены Q на χ.
Отказ от производительности нагнетателей Q, как базы для выполнения диагностических операций, и замена ее на параметр χ не только возможен, но и необходим, так как с осуществлением такой замены значительно расширяется область применения методов параметрической диагностики нагнетателей. В этом случае их можно использовать повсеместно, а не только для машин, оснащенных специальными средствами по замеру расхода газа через них.
Кроме того, все отмеченное позволяет считать безразмерный комплексный параметр χ термодинамическим режимным параметром центробежных нагнетателей, отражающим в обобщенном виде особенности протекания термодинамических процессов в проточной части нагнетателей в зависимости от технологических режимов их работы.
Второй вывод, вытекающий из результатов выполненных исследований, состоит в возможности оценки по предлагаемой методике достоверности диагностических выводов. Использование для обработки результатов расчета ηпол и χ, полученных на основе обычных эксплуатационных данных для нагнетателей, установленных на рядовых компрессорных станциях, программного продукта Microsoft Excel позволяет оценить достоверность диагностических выводов (см. рис.1-3). Эта достоверность R2, несмотря на то, что исходная информация не отвечает необходимым требованиям по точности, содержащихся в ней сведений по численным значениям режимных параметров нагнетателей, достаточно высока и находится в пределах 0,873-0,998 (см. рис.1-3).
Достаточно высокая степень достоверности диагностических выводов, полученных по предлагаемой методике, достигается даже при ограниченном количестве используемых для диагностирования исходных данных по ηпол и χ. В рассмотренных случаях количество этих данных составляло от пяти до девяти. Данное обстоятельство делает предлагаемый метод диагностирования перспективным, так как позволяет на его основе выполнять диагностирование даже при ограниченной исходной информации, что особенно важно в условиях производства, в которых находится большинство единиц компрессорной техники.
Третий вывод, который можно сделать (см. рис.1-3), относится к сравнительной оценке рассмотренных в работе методик. Это, в первую очередь, касается предлагаемой методики и методики, изложенной в [1]. Согласно рисункам и приведенным на них аппроксимирующим зависимостям, обе методики дают примерно одинаковый результат по определению основного, для формирования диагностического вывода, параметра ![]() (табл. 2).
(табл. 2).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 |
