
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
│ Сварные │ Напряженное │Обо - │ Расчетное сопротивление сварных швов, │
│ соединения │ состояние │зна - │Н/мм2, термически упрочняемого алюминия │
│ и швы │ │чение│ марок │
│ │ │ ├───────┬──────┬──────┬────────┬─────────┤
│ │ │ │АД31Т; │АД31Т5│АД31Т1│ АД33Т; │1915Т <*>│
│ │ │ │АД31Т4 │ │ │ АВТ │ │
│ │ │ │ │ │ ├────────┴─────────┤
│ │ │ │ │ │ │ при толщине │
│ │ │ │ │ │ │ металла, мм │
│ │ │ │ │ │ ├────────┬─────────┤
│ │ │ │ │ │ │ 4 - 10 │ 5 - 12 │
│ │ │ ├───────┴──────┴──────┴────────┴─────────┤
│ │ │ │ с применением электродной │
│ │ │ │ или присадочной проволоки марок │
│ │ │ ├──────────────────────────────┬─────────┤
│ │ │ │ СвАМг3; 1557 │ 1557 │
├────────────┼─────────────┼─────┼───────┬──────┬──────┬────────┼─────────┤
│Встык │Сжатие, │ R │ 55 │ 65 │ 80 │ 100 │ 155 │
│ │растяжение, │ w │ │ │ │ │ │
│ │изгиб <**> │ │ │ │ │ │ │
│ ├─────────────┼─────┼───────┼──────┼──────┼────────┼─────────┤
│ │Сдвиг │ R │ 35 │ 40 │ 50 │ 60 │ 105 │
│ │ │ ws │ │ │ │ │ │
├────────────┼─────────────┼─────┼───────┴──────┴──────┼────────┼─────────┤
│Угловые швы │Срез │ R │ 45 │ 55 │ 110 │
│(фланговые и│ │ wf │ │ │ │
│лобовые) │ │ │ │ │ │
├────────────┴─────────────┴─────┴─────────────────────┴────────┴─────────┤
│ <*> Сварка алюминия марки 1915Т при толщине металла 4 мм производится│
│только вольфрамовым электродом, при этом следует принимать│
│R = 110 Н/мм2. │
│ ws │
│ <**> При сварке плавящимся (автоматическая и механизированная сварка)│
│или вольфрамовым (ручная и механизированная сварка) электродом. │
│ │
│ Примечания. 1. Расчетные сопротивления сварных соединений алюминия│
│марки 1915Т указаны для прессованных профилей и листов. │
│ 2. Расчетные сопротивления сварных соединений могут быть повышены│
│повторной закалкой и старением (после сварки соединения), при этом для│
│сплава АД31 следует принимать R = 0,9R; для сплава 1915Т - R = R (где│
│ w w │
│R - расчетное сопротивление, определяемое по таблице 6). │
│ 3. В сварных нахлесточных соединениях из сплава АД31 применять│
│лобовые швы не допускается. │
└─────────────────────────────────────────────────────────────────────────┘
Для сварных стыковых растянутых швов, качество которых не контролируется физическими методами, значения расчетных сопротивлений по таблицам 8 и 9 следует умножать на 0,8.
6.5. Расчетное сопротивление ![]() алюминия в околошовной зоне (рисунок 1, сечение 1-1) при аргонодуговой сварке и использовании электродной или присадочной проволоки следует принимать по таблице 10.
алюминия в околошовной зоне (рисунок 1, сечение 1-1) при аргонодуговой сварке и использовании электродной или присадочной проволоки следует принимать по таблице 10.
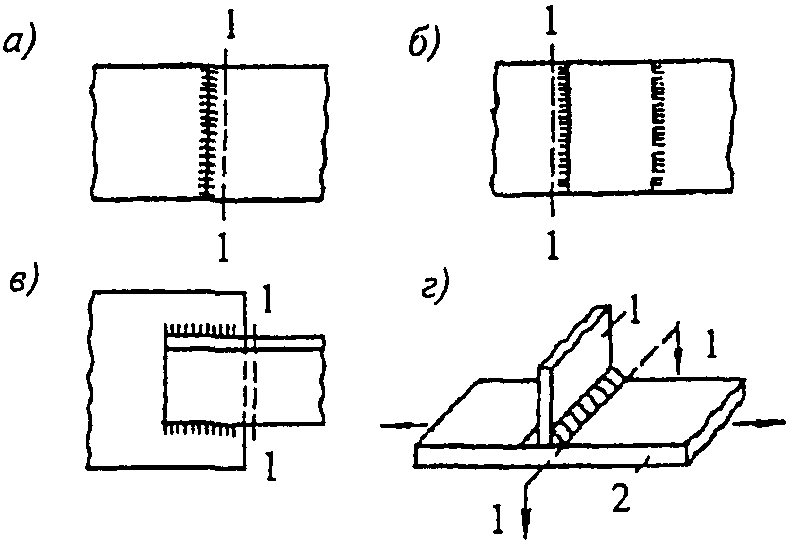
а - встык; б - внахлестку лобовыми швами; в - внахлестку
фланговыми швами; г - схема прикрепления поперечного
элемента 1 к элементу 2, не имеющему стыка;
1-1 - расчетное сечение
Рисунок 1. Схемы сварных соединений конструкций
Таблица 10
┌────────────────┬───────────┬─────┬──────────────────────────────────────────────┐
│ Вид сварного │Напряженное│Обо - │Расчетное сопротивление, Н/мм2, в околошовной │
│ соединения │ состояние │зна - │ зоне алюминия │
│ │ │чение├────────────────┬─────────────────────────────┤
│ │ │ │ термически │ термически упрочняемого │
│ │ │ │не упрочняемого │ марок │
│ │ │ │ марок │ │
│ │ │ ├────┬────┬──────┼──────┬──────┬───────┬───────┤

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 |
