


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.9.4. Аппарат воздушного охлаждения горизонтальный для вязких продуктов (АВГ-В)
Назначение
Аппарат воздушного охлаждения горизонтальный для вязких продуктов типа АВГ-В предназначен для охлаждения вязких сред в технологических процессах нефтеперерабатывающей, нефтехимической и химической промышленности.
Технические характеристики АВГ-В
Показатель | Значение |
Давление рабочее, МПа | 0,6; 1,6; 2,5; 4,0; 6,3 |
Температура рабочей среды,°С | - 40 … 300 |
Количество теплообменных секций | 3 |
Число рядов труб в секции | 4, 6, 8 |
Число ходов по трубам | 1, 2, 3, 4, 6, 8 |
Длина теплообменных труб, м | 4, 8 |
Коэффициент оребрения | 7,6; 16 |
Поверхность теплообмена, м2 | |
Диаметр колеса вентилятора, м | 2,8 |
Мощность тихоходного электродвигателя, кВт | 22, 30, 37 |
Материальное исполнение | Сталь углеродистая, сталь нержавеющая |
1.9.5. Аппарат воздушного охлаждения горизонтальный (АВГ)
Назначение
Аппарат воздушного охлаждения горизонтальный типа АВГ предназначен для конденсации и охлаждения парообразных, газообразных и жидких сред в технологических процессах нефтеперерабатывающей, нефтехимической и химической промышленности.
Технические характеристики АВГ
Показатель | Значение |
Давление рабочее, МПа | 0,6; 1,6; 2,5; 4,0; 6,3 |
Температура рабочей среды,°С | - 40 … 300 |
Количество теплообменных секций | 3 |
Число рядов труб в секции | 4, 6, 8 |
Число ходов по трубам | 1, 2, 3, 4, 6, 8 |
Количество труб | 82, 94, 123, 141, 164, 188 |
Длина теплообменных труб, м | 4, 8 |
Коэффициент оребрения | 9; 14,6; 20 |
Поверхность теплообмена, м2 | |
Диаметр колеса вентилятора, м | 2,8 |
Мощность тихоходного электродвигателя, кВт | 22, 30, 37 |
Масса, т | |
Материальное исполнение | Сталь углеродистая, сталь нержавеющая |
1.9.6. Аппарат воздушного охлаждения газа (2АВГ-75)
Назначение
Аппарат воздушного охлаждения природного газа с коллекторами входа и выхода продукта предназначен для охлаждения газа на компрессорных станциях магистральных газопроводов. Аппарат состоит из горизонтально расположенных секций коллекторного типа, собранных из оребренных биметаллических труб, которые обдуваются потоком воздуха, нагнетаемого снизу осевыми вентиляторами с приводами от тихоходных двигателей.
Технические характеристики 2АВГ-75
Показатель | Значение |
Давление рабочее, МПа | 7,5 |
Температура рабочей среды,°С | - 40 … 300 |
Количество теплообменных секций | 3 |
Число рядов труб в секции | 6 |
Число ходов по трубам | 1 |
Количество труб | 528 |
Длина теплообменных труб, м | 12 |
Коэффициент оребрения | 20 |
Поверхность теплообмена, м2 | 9930 |
Диаметр колеса вентилятора, м | 5,0 |
Мощность тихоходного электродвигателя, кВт | 37 |
Габаритные размеры, мм | 12820х6380х4890 |
Масса, т | 41 |
Материальное исполнение | Сталь углеродистая |

БИБЛИОГРАФИЯ
Материалы сайта: http://www. *****СОДЕРЖАНИЕ
2. Металлургическое оборудование
2.1. Обжиговое оборудование
2.2. Агломерационное оборудование
2.2.1 Зона охлаждения агломашины МАК-75
2.2.2. Агломерационный испытательный стенд
2.2.3. Зажигательный горн агломашины
2.2.4.Обжиговая линия
2.2.5. Обжиговая тележка
2.2.6. Охладители агломерата ОАЛ-125
2.2.7. Разгрузка агломерата агломашины
2.2.8. Чашевые окомкователи
2.2 Доменное оборудование
2.3. Сталеплавильное оборудование
2.4. Машины непрерывного литья заготовок
2.4.1. Особенности конструкции МНЛЗ
2.4.2. Система мягкого обжатия
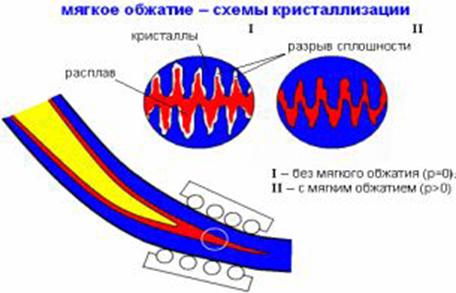
2.4.3. Мягкое обжатие – схемы кристаллизации
2.5. Малогабаритные сортовые МНЛЗ
2.6. Прокатное оборудование
2.6.1. Станы и оборудование для горячей прокатки
2.6.2. Крупносортные станы
2.6.3. Универсально-балочные станы
2.6.4. Рельсобалочные станы
2.6.5. Термоотделение для закалки рельсов
2.6.6. Колесопрокатные и кольцепрокатные станы
2.6.7. Станы и оборудование для холодной прокатки
2.6.8. 4-х валковые прокатные станы
2.6.9. Непрерывно-травильные агрегаты
2.7. Агрегаты подготовки и укрупнения
2.7.1. Агрегаты непрерывного отжига
2.7.2. Агрегаты покрытия горячим способом цинком и алюмоцинком
2.7.3. Агрегаты упаковки
2.7.4. Отдельные машины и системы
2.7.5. Пила горячей резки проката
2.7.6. Ножницы горячей резки
2. Металлургическое оборудование
Обжиговое оборудование
 Высокие показатели надежности и долговечности достигаются за счет
Высокие показатели надежности и долговечности достигаются за счет
применения:
системы диагностики состояния обжиговых тележек и защиты оборудования в
аварийных ситуациях;
деталей обжиговых тележек, изготовленных из жаропрочных сталей и сплавов;
колосников, снабженных вы ступами и впадинам и на головках, исключающих
перекос колосников в колосниковой решетке;
симметричной, многократно переворачиваем ой, подколосниковой рамы
обжиговой тележки, обеспечивающей оперативный ремонт;
ходовой части обжиговой тележки на подшипниках качения;
разгрузочного устройства с грузовым прижимом, уменьшающего просыпь
окатышей при разгрузке;
эффективного устройства с автоматическим и захватам и для замены
обжиговых тележек, позволяющего исключить ручной труд и сократить
простои.
Комплект поставки:
- обжиговая машина с высокоэффективны м и устройствам и для загрузки
- окатышей и для оперативной замены обжиговых тележек;
- барабанные, роторные, двухвальные и вихревые смесители для перемешивания
- шихты;
- барабанные и чашевые окомкователи для получения сырых окатышей;
- роликовые трехпродуктовые грохоты для классификации сырых окатышей после окомкователя комплектно с дробилкой для разрушения крупных окатышей;
- грохоты для рассева обожженных окатышей.
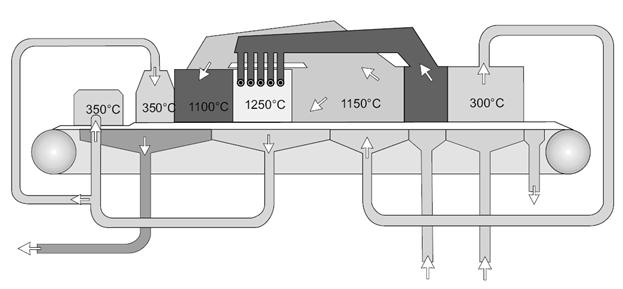
Агломерационное оборудование
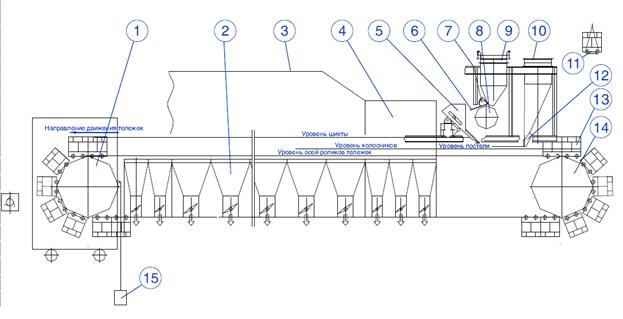
1. Звездочка разгрузочная 2. Вакуум камера 3. Укрытие за горном 4. Горн зажигательный 5. Шибер шихты 6. Стабилизирующее устройство 7. Затвор шихты | 8. Питатель барабанный 9. Бункер шихты 10. Бункер постели 11. Съем тележки 12. Шибер постели 13. Тележка спекательная 14. Звездочка приводная 15. Грузовой прижим |

Зона охлаждения агломашины МАК-75

Агломерационный испытательный стенд

Зажигательный горн агломашины

Обжиговая линия

Обжиговая тележка

Охладители агломерата ОАЛ - 125

Разгрузка агломерата агломашины

Чашевые окомкователи
Доменное оборудование

Системы нижней загрузки шихтовых материалов: конвейеры наклонные, вертикальные и горизонтальные, питатели вибрационные для отсева мелочи агломерата и кокса, весовые устройства для кокса и железорудных материалов, пересыпные и отсечные устройства, переключатели потока материала;
Машины и механизмы для подачи шихтовых материалов к загрузочному устройству доменной печи: скипы, лебедки скиповые, шкивы канатные;
Машины и механизмы колошникового устройства доменной печи: распределители шихты, засыпные аппараты, балансиры конусов, лебедки управления конусами.
Машины и агрегаты для выпуска из доменной печи, уборки и транспортирования чугуна и шлака: миксеры, чугуновозы, шлаковозы, машины забивки чугунной летки и машины для вскрытия чугунной летки.
- Балансиры конусов
- Бесконусное загрузочное устройство (БЗУ)
- Засыпные аппараты загрузочных устройств доменных печей
- Машины забивки чугунной летки
- Распределители шихты
- Скиповые лебедки
- Скипы
- Стопорные устройства для скипов
- Чугуновозы
- Шлаковозы
- Чаши шлаковые и автошлаковозные
- Подвески конусов
- Лебедки управления конусами
- Устройство загрузочное двухшлюзовое клапанное
- Шкивы канатные сдвоенные
- Лебедка УЛПМТ-7,5
- Лебедка для ремонта загрузочного устройства
- Машина отбора проб газа
- Машины вскрытия чугунных леток
- Миксер передвижной МП-600
Сталеплавильное оборудование

Выпускаемое промышленностью сталеплавильное оборудование предназначено для подготовки, подачи и загрузки шихтовых материалов в сталеплавильные агрегаты, выдачи и обработки готовой продукции.
- Конвертеры вертикальные кислородные
- Агрегат комплексной обработки стали АКОС
- Агрегаты печь-ковш
- Платформы
- Тележки
- Сталевозы
- Шлакововзы
- Шлаковоз с винтовым и секторным приводом
- Тележки передаточные
- Устройство ремонта футеровки ковшей
- Стенд удаления скардовин
- Ковши сталеразливочные
- Ходовая часть миксера передвижного
- Домкратная тележка
- Телескопический подъемник
- Машина подачи кислорода
- Машина подачи кислорода в конвертер.
Машины непрерывного литья заготовок
-  комплексы специальных криволинейных машин для отливки слябов в 2 и 4 ручья;
комплексы специальных криволинейных машин для отливки слябов в 2 и 4 ручья;
- комплексы специализированных высокоавтоматизированных криволинейных 4-х ручьевых машин производительностью 3,0 млн. тонн слябов в год;
- комплексы криволинейных блюмовых МНЛЗ, а также комбинированных МНЛЗ (блюм - круг, блюм - балка);
- комплексы сортовых МНЛЗ.
Все выпускаемые МНЛЗ имеют радиальные или вертикальные кристаллизаторы, с последующим многоточечным разгибом заготовки с жидкой фазой по определенному закону, обеспечивающему минимальные деформации на фронте кристаллизации металла.
Основные технические характеристики поставляемых МНЛЗ
Типы МНЛЗ | Криволинейные cрадиальными или с вертикальным и кристаллизаторами |
Количество ручьев | от 1 до 4 |
Технологическая длина | от ~20 до ~40 м |
Длина вертикального участка | от 2 до 3м |
Длина участка разгиба | от ~4 до ~7м |
Радиус дугового участка | 6 – 12 м |
Длина медных стенок кристаллизатора | 900 – 1000м |
Сечения отливаемых заготовок - толщина - ширина | мм 600 – 2700 мм |
Максимальная длина заготовок после порезки | 12м |
Емкость сталеразливочного ковш а | 80 – 385т |
Емкость пром еж уточного ковш а | 20 – 50т |
Число качаний кристаллизатора | до 400 мин-1 |
Ход качания кристаллизатора | ± 0 – 6 мм |
Скорость разливки | до 2 м/мин |
Особенности конструкции МНЛ З
 Кристаллизаторы
Кристаллизаторы
- с фрезерованными каналами, с прямоточной или петлевой
систем ой протока воды, на медны е стенки кристаллизатора.
нанесено защитное покрытие.
Механизмы качания кристаллизатора
- четырехэксцентриковые рессорного типа с электром еханическим
приводом; рессорного типа с гидравлическим приводом
Системы регулирования уровня металла в кристаллизаторе.
- с электромагнитными или радиоактивны м и датчиками и электро-механическим и исполнительными механизмами.
Конструкция роликовых сегментов
- жесткие либо гидрофицированные сегменты с водоохлаждаемыми
роликами.
Ролики сегментов
- с рабочей поверхностью бочки ролика, наплавленной
антикоррозионным износостойким материалом.
Система динамического вторичного охлаждения слитка
Система динамического мягкого обжатия слитка
Система управления качеством заготовок
Машина газовой резки (МГР) в комплекте или автогенное оборудование МГР
Динамическая систем а вторичного охлаждения для МНЛЗ:
отслеживает в реальном времени:
- тепловой профиль;
- толщину корки заготовки;
- положение конца лунки жидкой фазы.
оптимально управляет расходам и охладителя для обеспечения постоянства
теплового профиля при изменении скоростного режим а разливки;
обеспечивает быстродействие реагирования на изменение скорости литья с
частотой съем а показаний, 1сек;
учитывает:
- реальны й скоростной режим разливки, включая переходные режимы;
- марочный состав стали;
- задаваемую интенсивность охлаждения;
- температуру перегрева жидкого металла
- в промковше;
- теплосъем в кристаллизаторе;
- разогрев МНЛЗ (фактор холодной
- машины в начале серии плавок).

Система мягкого обжатия
Математическая модель мягкого обжатия основанная на квазиравновесной модели кристаллизации слитка с учетом гидродинамических процессов в двухфазной зоне затвердевания.
Эта модель включает уравнения теплопроводности, диффузии, сплошности расплава
и сохранения им пульса, уравнение состояния, связывающее температуру расплава и
концентрацию легирующих элементов.
В математическую модель введены представления о проницаем ости двухфазной
зоны и прочности расплава, позволившие описать гидродинамические эффекты в
двухфазной зоне и механизм образования пор.
Сближение фронтов кристаллизации на участке мягкого обжатия позволяет удержать
величину гидродинамического давления расплава в двухфазной зоне и улучшить
“питание” кристаллизующегося металла. Э то обстоятельство приводит к понижению
содержания жидкой фазы в момент прекращения питания и, соответственно,
удельного количества пор.
Мягкое обжатие приводит к уменьшению удельного содержания пор в центральной
части слитка.


Малогабаритные сортовые МНЛЗ

Промышленность также производит малогабаритные сортовы е МНЛЗ. Эти
высокопроизводительные МНЛЗ разработаны с целью удовлетворения спроса малых
металлургических предприятий на оснащение сталеплавильных цехов современным и
высокотехнологичны м и агрегатам и для производства сортовой заготовки из жидкой стали.
Технические характеристики
тип МНЛЗ | криволинейная срадиальным кристаллизатором и плавным выпрямлением непрерывного слитка |
количество ручьев | 2 |
сечение отливаемых слитков, мм | 100; 125; 140 |
емкость сталеразливочного ковша, | 25 |
емкость промеж уточного ковша, | 6 |
скорость разливки, м/мин | 1… 4,5 |
производительность, т/год | до 150000 |
Прокатное оборудование
 На прокатных станах промышленности производятся:
На прокатных станах промышленности производятся:
- блюмы и слябы;
- квадратные и круглы е заготовки;
- железнодорожные рельсы;
- широкополочные балки;
- строительные профили;
- фасонный прокат;
- железнодорожные колеса, бандажи и кольца;
- толстый лист;
-  тонколистовая холоднокатаная сталь;
тонколистовая холоднокатаная сталь;
- жесть;
- электротехническая сталь;
- автомобильный лист.

Станы и оборудование для горячей прокатки
Блюминги
предназначены для прокатки блюмов (160х160… 500х450 м м) и слябов
(100х500… 350х1600 мм). Производительность - до 6000000 т/год.
Непрерывно-заготовочные станы
предназначены для получения квадратных заготовок (80х80… 150х150 мм) и
круглых заготовок (диаметр 100… 150 мм). Производительность - до 2000000
т/год.
Крупносортные станы
предназначены для получения круглых заготовок (диаметр 80… 200 мм),
фасонного проката (двутавр № 36… 40, уголок № 20… 25). Производительность -
1450000 т/год.
Универсально-балочные станы
предназначены для прокатки широкополочных балок и строительных профилей
ширина полки - 100… 440 мм,
высота - 200… 1000 мм,
длина - 6000… 30000 мм,
скорость прокатки - 10 м/с,
производительность - 1600000 т/год.
т
Рельсобалочные станы
предназначены для прокатки железнодорожных рельсов Р50, Р65, Р75;
фасонных профилей: двутавров до № 60, швеллеров до № 40 и др. профиля.
Термоотделение для закалки рельсов
предназначено для закалки рельсов Р50, Р65, Р75 (технология объем ной
закалки в масле; закалка водой с нагревом головки рельса токам и высокой
частоты). Производительность - 750000 т закаленных рельсов в год длиной по 25
метров, срок службы рельсов после закалки повышается в 1,5-1,8 раза.
Колесопрокатные и кольцепрокатные станы
предназначены для получения железнодорожных колес диаметром 850… 1250
мм, колец диаметром 700… 3000 мм. Производительность до 600000 колес/год,
по кольцам - 120000 т/год.
Станы и оборудование для холодной прокатки
Комплексы оборудования для производства:
- автолиста (толщина 0,35… 3,0 м м);
- жести (толщина 0,15… 0,35 м м);
- электротехнических сталей (толщина 0,35);
- тонкого листа (толщина 0,5… 3,0 мм) из углеродистых, низколегированных,
- конструкционных и специальных сталей шириной полосы более 1000 мм.
4-х валковые прокатные станы
предназначены для получения рулонного полосового проката различного
назначения:
- реверсивные;
- многоклетевые бесконечные;
- непрерывные (4-х, 5-ти, 6-ти клетевые);
- дрессировочные (одно - и двухклетевые);
- прокатно-дрессировочные (двухклетевые).
Непрерывно-травильные агрегаты
предназначены для удаления окалины с горячекатаных полос в кислотном
растворе непрерывны м способом.
- толщина полосы - 1,2… 6,0 мм;
- ширина полосы - 700… 1550… 1850 мм,
- м асса поступающих рулонов - до 35 т,
- м асса вы даваемых рулонов - до 45 т,
- производительность агрегата - 800… 1800 ты с. т/год.
Станы и оборудование для холодной прокатки
Совмещенные травильно-прокатные агрегаты:
 совмещением двух технологических линий (НТА и стана) достигаются существенные
совмещением двух технологических линий (НТА и стана) достигаются существенные
преимущества перед раздельным и технологическим и линиями.
- толщина проката - 1,6… 4,5 мм,
- толщина готовой продукции - 0,2… 2,5 мм,
- ширина полосы - 700… 1250 мм,
- скорость прокатки - до 30 м/с,
- производительность агрегата - 1000… 1500 ты с. т/год,
- масса оборудования - 6300 т.
Агрегаты подготовки и укрупнения:
предназначены для подготовки рулонов полосовой жести перед нанесением
антикоррозионного металлического покрытия, а также для укрупнения рулонов путем
сварки отдельных полос.
- толщина полосы - 0,1… 0,4 мм,
- ширина полосы - 700...1250 мм,
- масса рулона - до 30 т,
- масса агрегата - 670… 700 т.
Агрегаты непрерывного отжига
предназначены для очистки, рекристаллизационного отжига и дрессировки
холоднокатанных полос и жести непрерывным способом.
- толщина полосы - 0,15… 1,2 мм,
- ширина полосы - 700… 1250 мм,
- скорость полосы в технологической части - 0,5… 10 м/с,
- масса рулона - до 30 т,
- масса агрегата - 4000… 4200 т,
- производительность - до 200 ты с. т/год.
Агрегаты покрытия горячим способом цинком и алюмоцинком
предназначены для непрерывной термохимической обработки и двухстороннего

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 |
