
При затилуванні великих фрез з модулем більше 10мм затилування проводять прохідним різцем, що працює з невеликими подачами супорта. Западини затилують прорізним різцем при настроюванні верстата на ходовий гвинт.
При виготовленні партії фрез більше 15-20 шт. заготовки фрез М = 1,5-2,35 затилують тринитковим гребінцем, заготовки фрез М=3,0-4,5 - двонитковим гребінцем, а потім затилують канавку. Заготовки фрез М = 5-10 затилують у три переходи: по зовнішній поверхні - різцем, профіль зуба - двонитковим гребінцем, а потім дно западини - різцем. Заготовки фрез М= 10-12 затилують в п'ять переходів; по зовнішній поверхні, по дну западини між зубами, бічні поверхні кожної сторони окремо, потім радіус при вершині.
При роздільному затилуванні бічних поверхонь профілю для поліпшення умов різання різець розгортають під кутом, що дорівнює куту підйому гвинтової лінії.
Бічні сторони у фрез з модулем більше 20мм затилують з розворотом верхніх санок супорта на кут, що дорівнює куту нахилу бічної сторони профілю. При цьому затилування проводять з поступовим заглибленням затилувального різця уздовж бічної сторони зуба. Після операції затилування у фрез, що підлягають шліфуванню за профілем, залишають припуск. Базою для контролю затилованої фасонної поверхні можуть бути або торці фрези, або горизонтальні ділянки профілю.
Для утворення збільшених бічних задніх кутів, що гарантують відсутність сідловини на профілі фрез із кутом підйому гвинтової лінії більше 5°, рекомендується знімати другий затилок профілю методом косого затилування з розворотом супорта на 10-15°.
Насадні фрези затилують на спеціальній циліндричній оправці з двома конусами. Один конус вставляють у шпиндель верстата, а другий - у втулку задньої бабки, що забезпечує достатню жорсткість при затилуванні.
Хвостові фрези затилують у центрах. Найкращі результати дає установка хвостовика в шпинделі верстата з фіксацією другого кінця у втулці задньої бабки або задньому центрі.
Шорсткість поверхні профілю фрези після затилування
Rа = 2,5мкм для фрез (класу В і С) з нешліфованим профілем і Rz = 40-20мкм для фрез, що підлягають шліфуванню. При перевірці шаблоном просвіт, що допускається, для нешліфованих фрез - 0,02-0,04 і для шліфованих - 0,05-0,12мм. Для зменшення шорсткості поверхні при затилуванні заготовки фрези піддають спеціальній термічній обробці - поліпшенню.
Профіль фрези перевіряють на інструментальному мікроскопі або проекторі, а також шаблонами. Контроль можна проводити в нормальному перетині або в проекції на осьову площину фрези, він може бути замінений контролем форми задньої поверхні зубів в осьовому перетині. Шаблоном, як правило перевіряють профіль на робочому місці при виготовленні фрез. Для фрез класів В і С шаблоном можна проводити остаточну перевірку профілю. Залежно від методу затилування шаблони виконують на половину профілю западини, якщо проводять затилування кожної сторони окремо або на вісь профілю западини, якщо виконують затилування всього профілю. Кут профілю шаблона задають з допуском від ±2 до ±3', лінійні розміри - з допуском ±0,0 1мм.
Утворення різі
На мітчиках. У багатосерійному виробництві мітчики фрезерують на різефрезерних верстатах гребінчастими фрезами і накочують плоскими плашками або роликами (в умовах одиничного і дрібносерійного виробництв мітчики нарізають різцем або гребінцем). Накатка різі на мітчиках є найбільш продуктивним процесом.
Накатка різі роликами менш продуктивна, ніж накатка плоскими плашками, але точність різі при накатці роликами вища. Накатуванням отримують різі із ступенем точності НЗ. Мітчики із кроком різі більше 1-1,25мм із швидкорізальної сталі накочують з припуском на шліфування.
Різенакатні ролики для отримання необхідного кута підйому, що дорівнює куту підйому на мітчиках, виготовляють багатозахідними. Число заходів різі 
де Dсер- середній діаметр ролика; dсер - середній діаметр мітчика. Дно западини ролика не повинно брати участі в утворенні різі; головка різі накатного мітчика, збільшена на припуск під шліфування по зовнішній поверхні, повинна поміщатися в западині ролика.
Заготовки перед накатуванням шліфують з допуском 0,02мм. Діаметр заготовки під накатку dз = dсер - (0,07-0,09)мм, де dсер - середній діаметр накатуваної різі.
На різенакатних роликах. Різь на накатних роликах утворюється різефрезеруванням або накаткою. Накаткою забезпечується різь із меншою шорсткістю і більшою точністю. Заготовки накатних роликів встановлюють на шпинделях різенакатного верстата. Накатка здійснюється накатними валами, виготовленими із швидкорізальної сталі, термічно обробленими до твердості HRC=58-62.
Для накатки роликів із гвинтовою різзю застосовують накатні вали із гвинтової різзю, для накатки роликів з кільцевою різзю - накатні вали з кільцевою різзю.
На плоских різенакатних і різенарізних плашках. Різь на плоских різенакатних плашках отримують на горизонтально-фрезерному верстаті підвищеної точності гребінчастою фрезою за допомогою спеціального пристрою, що забезпечує устаткування плашок в горизонтальній площині під кутом підйому різі оброблюваної деталі із зсувом на 1/2 кроку в одній із плашок, що входять у комплект. Точність різі залежить від точності різьбової фрези, точності фрезерного верстата і оправки.
Профіль різі на плашках перевіряють на інструментальному мікроскопі за зразком або за зліпком, знятим з плашки, що фрезерується. Кут підйому перевіряють за допомогою спеціального пристрою або синусною лінійкою і індикатором.
Різь на плоских різенарізних плашках отримують фрезеруванням на горизонтально-фрезерному верстаті гребінчастою фрезою, плашки встановлюють у спеціальному пристрої по чотири штуки, що забезпечує зсув різі кожної плашки на 1/4 кроку. Різь на плашках підвищеної точності і на плашках, виготовлених із твердого сплаву, шліфують.
Розділ 3
Термічна обробка інструмента
Відпал
Для отримання структур, близьких до рівноважного стану, застосовують відпал - нагрівання сталі до заданої температури, витримка при ній і подальше повільне охолоджування.
У процесі відпалу поліпшуються механічні властивості і вирівнюється хімічний склад сталі; поліпшується оброблюваність її на верстатах; зменшуються залишкові деформації; здійснюється підготовка структури сталі для подальшої термічної обробки, змінюються властивості наклепаного металу.
Розрізняються такі види відпалу: рекристалізація, повний, неповний; відпал на зернистий перліт (сфероїдизація); ізотермічний; низькотемпературний; дифузійний (гомогенізація).
Відпал рекристалізації застосовують для зняття наклепу холодно-деформованого металу. Нагріваючи при відпалі рекристалізації сталі марки У7, У8, У9, У10, У11, У12, У13, X, 9ХС, ХВГ, 7X3, ХВ5, 6ХВ2С здійснюють при 670 - 700°С; марки Х12, Х12М, Х12Ф1 – 730 - 7500С, а марки Р18, Р9 – 760 - 7800С. При температурі рекристалізації деталі після нагріву витримують не більше однієї години.
Повний відпал застосовують для зменшення твердості, зняття напруження і виправлення структури після кування у разі неправильного нагріву або охолоджування технологічного оснащення, виготовленого з доевтектоїдних і евтектоїдних сталей. У результаті повного відпалу відбувається повна перекристалізація металу, структура виходить дрібнозерниста з рівномірним розподілом перліту і фериту. При повному відпалі сталь нагрівають вище Ас3 на 20 - 30°С, витримують до повного прогрівання, після чого поволі охолоджують до 500 - 600°С, а потім - з будь-якою швидкістю.
Неповному відпалу піддають доевтектоїдну сталь, що пройшла правильний режим кування. При цьому сталь нагрівають до температури, що знаходиться між Ас1 і Ас3, і витримують при такій температурі до повного прогрівання. Спосіб охолоджування такий самий, як і при повному відпалі.
Відпал на зернистий перліт застосовують для зниження твердості, поліпшення оброблюваності і підготовки структури сталі до подальшого гарту. При такому відпалі проводять нагрів вище за температуру Ас3 на 10 - 25°С і витримують до повного прогрівання. Відпал на зернистий перліт можна проводити за циклічним режимом, рисунок 3.1. Відпалювані вироби кілька разів поперемінно утримують при температурі на 15 - 20°С вище і нижче Ас1, після чого охолоджують з піччю до 550°С.
|
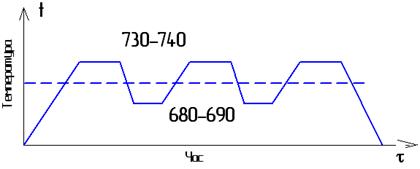
Рисунок 3.1 – Графік циклічного режиму відпалу
Ізотермічний відпал застосовують для обробки легованих і високовуглецевих сталей. Призначення його таке саме, як і повного відпалу. При ізотермічному відпалі доевтектоїдну сталь нагрівають до температури вище Ас3 на 30 - 50°С, а заевтектоїдну - на 30 - 50°С вище Ас1. Витримують до повного прогрівання, потім швидко охолоджують до температури трохи нижче Ас1 і витримують при цій температурі, після чого охолоджують з будь-якою швидкістю. Для проведення ізотермічного відпалу необхідно менше часу, ніж для повного відпалу. Для швидкого охолодження виріб переносять у печі з меншою температурою або охолоджують при відкритих дверцятах печі з подальшим вирівнюванням температури.
Низькотемпературний відпал застосовують для зниження твердості і зняття внутрішніх напруг у технологічному оснащенні із заевтектоїдних сталей. Виріб нагрівають трохи нижче Ас1 (приблизно до 650 - 680°С, тобто до температури відпуску), витримують до повного прогрівання, потім охолоджують сумісно з піччю або на повітрі. Процес називають відпалом умовно.
Дифузійний відпал застосовують для великих литих кубиків із штампових сталей. При цьому вироби нагрівають вище Ас3 на 150 - 2500С і після тривалої витримки поволі охолоджують з піччю. Мета процесу - усунення хімічної неоднорідності і грубої структури литих сталей. Після дифузійного відпалу необхідний повний відпал для усунення структурних змін, викликаних перегрівом.
Швидкість нагріву при відпалі повинна бути такою, при якій забезпечується рівномірний нагрів усього садіння, і береться такою, що дорівнює для вуглецевої і легованої сталей 100°С/год, для високохромових і швидкорізальних сталей 5000С/год.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
