
Час витримки в камерних печах відраховують від моменту досягнення температури печі, що дорівнює температурі остаточного нагріву, визначуваній за показами приладів. До цього моменту відбувається вирівнювання температури за всім об’ємом садіння.
Охолоджування після відпалу проводять за однією з двох технологічних схем:
I схема - безперервне охолоджування з піччю до 500°С із швидкістю 50°С/год - для вуглецевих сталей і 25 - 30°С/год - для легованих і швидкорізальних, подальше охолоджування проводять на повітрі, і швидкість його не регламентується. Відпал з безперервним охолоджуванням проводять у камерних і шахтних печах при загальній масі партії заготовок більше
300 кг;
II схема - охолоджування з ізотермічною витримкою, подальше охолоджування до 500°С з піччю, а потім на повітрі. Охолоджування від температури відпалу до температури ізотермічної витримки при другій схемі не регламентується. Воно проводиться при вимкненій печі. Дверцята відкривати забороняється, щоб уникнути нерівномірного охолоджування заготовок. Час на охолоджування з ізотермічною витримкою становить 1 - 2 год. - для вуглецевої сталі, 3 - 4 год. - для легованої, 3 - 8 год. - для швидкорізальної. Ізотермічний відпал необхідно проводити в камерних або шахтних печах із програмним регулюванням температури.
Технологічне оснащення із сталей марок У7, У7А, У8, У8А.-У10, У10А, У12, У12А перерізом до 8мм2 (мітчиків перерізом до 12мм2) охолоджують у розплаві солей або лугів, а перерізом більше 8 мм2 - у 5 - 10% водному розчині кухарської солі або лугу. Відпал інструмента із швидкорізальної сталі в карбюризаторі або в чистому деревному вугіллі не дозволяється, оскільки при цьому відбувається поверхневе навуглецьовування, внаслідок чого в процесі подальшого гарту оплавляються різальні кромки. Відпал такого інструмента проводять в контрольованій атмосфері, у відпрацьованому карбюризаторі або у вугіллі з додаванням 10 -15% кальцинованої соди.
Нормалізація
Процес нагріву сталі на 30 - 50°С вище Ас3, витримки при цій температурі і подальше охолоджування на повітрі називають нормалізацією, рисунок 3.2. Нормалізацію застосовують в основному для конструкційних сталей з метою виправлення структури перегрітої сталі, зняття внутрішньої напруги і поліпшення оброблюваності. Температуру нормалізації вуглецевих сталей можна витримувати в межах, зазначених нижче на рисунку 3.2.
Гарт
Операцію, при якій доевтектоїдну сталь нагрівають на
20 - 30°С вище Ас3, а евтектоїдну і заевтектоїдну сталь - на 20 - 30°С вище Ас1 і після витримки при цій температурі швидко охолоджують у воді, маслі або на повітрі залежно від складу сталі, називають гартом (рисунок 3.3).
|
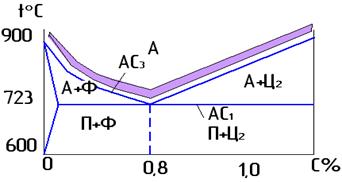
Рисунок 3.2 - Діаграма температур нагріву при нормалізації
У результаті гарту виходять нерівноважні структури, оскільки швидке охолоджування перешкоджає фазовим перетворенням. Після гарту сталь стає твердою і крихкою. Структура загартованої сталі складається з мартенситу, карбідів, що не розчинилися, і залишкового аустеніту. Заевтектоїдну сталь не слід нагрівати для гарту вище Ас1, оскільки при цій температурі відбувається перегрів і знижується якість технологічного оснащення. Вибір способу гарту залежить від складу сталі, необхідних властивостей і складності виробів. Розрізняють такі види гарту: повний, неповний, з неперервним охолоджуванням, ізотермічний, ступінчастий, з підстужуванням, у двох рідких середовищах, з обмеженим перебуванням в охолоджуючому середовищі, із самовідпуском, крізний, некрізний, звичайний, чистий, світлий, з обробкою холодом.
При повному гарті температура нагріву повинна бути вищою за критичні точки Ас3 або Асm, а при неповній повинна знаходитися в інтервалі гартівних температур.
Якщо гарт проводять із швидкістю охолодження вище критичної, структура сталі після охолоджування складається з мартенситу і залишкового аустеніту, а якщо проводять її із швидкістю охолодження нижче критичної, то структура сталі складається з феритокарбідної суміші різного ступеня дисперсності (сорбіт і троостит гарту).
|
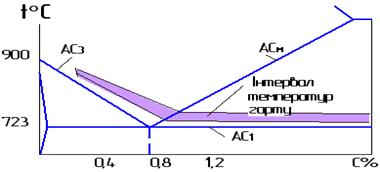
Рисунок 3.3 – Діаграма інтервалів температур під гарт
При ізотермічному гарті (рисунок 4) деталі нагрівають на 10 -20°С вище звичайної температури гарту, охолоджують в маслі, в розплавлених солях або лугах. У результаті ізотермічного гарту зменшуються напруга і деформація, при цьому різко знижуються тріщиноутворення і викривлення. Її застосовують при виготовленні технологічного оснащення складної форми, великих розмірів і великої довжини.
При ступінчастому гарті охолоджування проводять у гарячому середовищі (ванні) до вирівнювання температури по всьому перерізу. Подальше охолоджування відбувається на повітрі. При цьому відбувається перетворення аустеніту на мартенсит. Ступінчастий гарт проводять двома способами:
1. Нагрітий виріб охолоджують в гарячому середовищі, температура якого на 20 - 30°С вища за температуру мартенситного перетворення, а потім охолоджують на повітрі. Після витягання з гарячого середовища в період аустенітних перетворень виріб можна правити.
2. Нагрітий виріб охолоджують у гарячому середовищі нижче за температуру мартенситного перетворення приблизно на 160 - 190°С, а потім - на повітрі. При цьому способі гарту правити вироби неможливо через швидке утворення мартенситу, але в порівнянні із звичайним гартом зменшується брак через утворення тріщин і викривлення.
Гарт із підстужуванням базується на тому, що перед зануренням в охолоджуюче середовище виріб витримують на повітрі. Витримку проводять дослідним шляхом з таким розрахунком, щоб перетворення аустеніту не почалося до занурення виробу в охолоджуюче середовище.
Під час гарту в двох рідких середовищах відбувається швидке охолоджування до температури вище за мартенситну точку і повільне охолоджування - нижчу за неї. Це досягається шляхом занурення виробів у воду і подальшого перенесення їх в масло (гарт «через воду в масло»). Час охолоджування у воді встановлюють для кожного виду технологічного оснащення дослідним шляхом.
Гарт з обмеженим перебуванням в охолоджуючому середовищі і подальшим охолоджуванням на повітрі проводять з таким розрахунком, щоб температура виробів при витяганні їх з охолоджуючої ванни була нижче за мартенситну точку.
Гарт із самовідпуском застосовують в основному для ударного інструмента, виготовленого з вуглецевої сталі, твердість якої повинна зменшуватися від робочої частини до хвостовика. Перебування інструмента в охолоджуючому середовищі обмежують настільки, щоб внутрішня частина перетину зберегла кількість тепла, достатню для відпуску зовнішніх шарів, сталі після витягання інструмента з охолоджуючого середовища на повітря. На практиці інструмент часто повторно занурюють в охолоджуюче середовище, щоб не допустити зайвого нагріву поверхні. При цьому для оцінки режиму термічного процесу керуються кольорами мінливості (наприклад, при загартуванні зубил) або часом, встановленим дослідним шляхом для кожного типорозміру інструмента. Загартовування з самовідпуском проводять у такій послідовності: нагрівають інструмент до температури загартовування, опускають робочу частину у воду до потемніння, виймають інструмент, швидко зачищають робочу частину шліфувальною шкуркою або напилком. При з’явленні кольору мінливості відповідно до заданої температури відпуску інструмент охолоджують в маслі або воді.
При крізному загартовуванні виріб прожарюють наскрізь. Він має практично однорідну структуру (мартенсит і залишковий аустеніт) і однакові властивості по перетину.
При некрізному загартовуванні перетин має неоднорідну структуру і різні властивості.
Звичайне загартовування характеризується наявністю оксидів на поверхні.
Чисте загартовування проводиться при нагріві в печах з контрольованою атмосферою. У результаті на поверхні виробів утворюються пригари масла або кольору мінливості.
Перевага світлого загартовування в розплавлених лугах полягає в тому, що технологічне оснащення, що пройшло такий вид термообробки, має світлу поверхню, менше викривлення і вищу твердість. Склад охолоджуючої ванни вибирають залежно від необхідної робочої температури. Для загартовування інструментальних сталей найдоцільніше застосовувати суміш із 75% їдкого калію і 25% їдкого натру. Луг розплавляють в тиглі з вуглецевої сталі. Нержавіючу сталь для тиглів застосовувати не рекомендується. Охолоджуюча здатність ванни, що працює при температурі до 250°С, підвищується при перемішуванні і залежить від кількості введеної води. Найбільшу охолоджуючу здатність має суміш, що містить 6 - 10% води.
При світлому загартовуванні технологічного оснащення у розплавленому лузі виконуються такі операції: підігрів у розплавленій кухарській солі при температури 800 - 840°С; нагрів під загартовування у ванні до температури на 10 - 200С вище за відповідну температуру загартовування (ванни, що мають у складі хлористий барій, для світлого загартовування застосовувати не можна, оскільки останній забруднює лужну ванну, доцільніше використовувати хлористий кальцій); охолоджування в розплавленому лузі до повного вирівнювання температури при поступовому загартовуванні і до закінчення перетворення - при ізотермічному (час витримки в лужній ванні при поступовому загартовуванні беруть таким, що дорівнює 15 с на 1мм перетину); промивання у воді, що має температуру 70 - 90°С; промивання в проточній воді; занурення в 2 - 5% водний розчин нітриту натрію, що захищає від корозії.
Деталі з твердістю НRС 60 і вище не потрібно після загартовування в лужній ванні відразу промивати в гарячій воді, оскільки це може призвести до розтріскування і значного викривлення. У цьому випадку деталі необхідно охолоджувати приблизно до 100° С на повітрі, а потім промивати в гарячій воді. Деталі, що піддаються світлому загартовуванню, не повинні мати слідів жиру, щоб уникнути появи в цих місцях темних плям.
У результаті такого методу термообробки можна підвищити якість технологічного оснащення завдяки мінімальній деформації, знизити трудомісткість процесу і скоротити час на термообробку.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
