
Обробка канавок і спинок свердел
Для виготовлення канавок і спинок свердел залежно від типів свердел і масштабу виробництва використовують: фрезерування, глибинне шліфування, поздовжньо-гвинтовий прокат, гаряче вальцювання з подальшою завивкою, пресування, лиття в оболонкові форми і комбіновані засоби обробки (фрезерування канавок і шліфування спинки, поздовжньо-гвинтовий прокат і шліфування канавок).
Фрезерування - найбільш універсальний спосіб отримання гвинтових канавок і спинок свердел. Його використовують у всіх типах виробництва (від одиничного до масового) для діаметрів свердел від 0,5мм і більше. Характеризується він тим, що профіль канавок і спинок утворюється фасонними канавковими і спинковими фрезами. Для отримання потовщення до хвостовика серцевини заготовку встановлюють під кутом до площини стола верстата, визначуваного величиною потовщення. Для підвищення продуктивності фрезерування канавок застосовують багатоцентрові пристрої для одночасного фрезерування трьох заготовок і більше.
В умовах багатосерійного виробництва свердел діаметром 0,5-60мм застосовують фрезерні автомати (6791, 6792, 6793, 6794) і напівавтомати (6787А, 6788, 6789, 6790). Для фрезерування канавок і спинок свердел на автоматах і напівавтоматах застосовують фрезерування однієї канавки і однієї спинки, фрезерування двох канавок, потім двох спинок, одночасне фрезерування двох канавок і двох спинок. Останній спосіб найбільш продуктивний.
Канавки фрезерують спеціальними фрезами із затилованим або загостреним зубом. Профіль фрези визначають аналітично, графічно або графоаналітично.
Кут установки фрези до осі свердла відрізняється від кута
нахилу гвинтової канавки свердла. Його беруть на 1-2° більше або менше кута нахилу гвинтової канавки. Такий вибір забезпечує кращу якість оброблюваної поверхні і виключає підрізування канавки.
Профіль фрези визначають з урахуванням положення точки S перехрещення осей, яку координують відносно до торця фрези (рисунок 2.9 а).
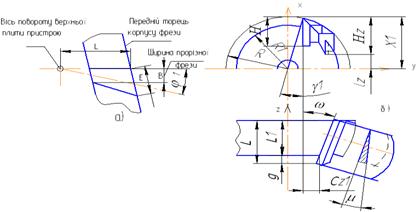
При фрезеруванні канавок свердел на свердлувально-фрезерних напівавтоматах фрезу по відношенню до осі заготовки встановлюють за допомогою мірних плиток від базового торця фрези. Установку можна проводити за допомогою пристрою (рисунок 2.9 б). Пристрій складається із втулки 1, що надягається на еталон заготовки свердла. Фрезу встановлюють на оправці 4. Розмір К витримують за допомогою установочних шайб 3, насаджених на оправку 5. Поєднання осі оправки 4 фрези з віссю оправки 5 досягається за допомогою центрошукача. Після установки фрези втулку 1 знімають, і еталон 2 замінюють заготовкою.
Спинки фрезерують фасонними фрезами, дисковими тристоронніми і конічними фрезами. У свердел діаметром до 10мм фрезерують тільки гвинтові канавки, а спинки шліфують після термічної обробки на спеціальних шліфувальних верстатах або на універсально-заточувальних верстатах.
Фрезерування канавок з нерівномірним кроком
При фрезеруванні канавок розгорток з нерівномірним кроком для дотримання на зубах фасок однакової ширини необхідно змінювати глибину канавки і відстань між осями розгортки і фрези.
|
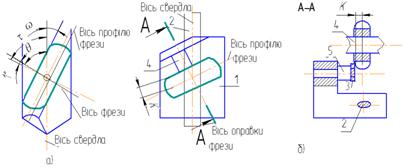
Рисунок 2.9 – Налагодження для фрезерування канавок свердел
Рисунок 2.10 – Схема одночасної обробки канавки та спинки свердла
При фрезеруванні однокутовими фрезами при установці на глибину стіл верстата переміщають тільки у вертикальному напрямі на величину Н. При обробці двокутовими фрезами стіл зміщують у вертикальному напрямі на величину Н і в
горизонтальному напрямі на величину Е:
 ;
;
де D- діаметр заготовки після токарної обробки; ![]() - центральний кут між зубами;
- центральний кут між зубами; ![]() - кут впадини між зубами;
- кут впадини між зубами; ![]() - кути фрези;
- кути фрези; ![]() - кут, що відповідає ширині фаски.
- кут, що відповідає ширині фаски.
При фрезеруванні прямозубих розгорток рекомендується застосовують спеціальні фрези (рисунок 2.11), які обробляють не канавку, а профіль зуба розгортки. У цьому випадку ширина пера залишається постійною без зміни глибини фрезерування.
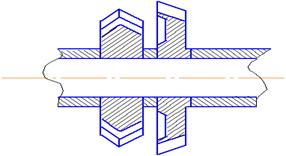
Рисунок 2.11 – Збірна фреза для обробки зуба розгортки
Застосовують й іншу схему обробки, коли канавки обробляють в два проходи (рисунок 2.12). За цією схемою спочатку фрезеруються всі канавки з найменшим центральним кутом, а потім усі інші.
Ширина стрічки при цьому виходить найрізноманітніша. Потім на другому переході здійснюється додаткова обробка канавок, при цьому центральний кут перевищує первинний.
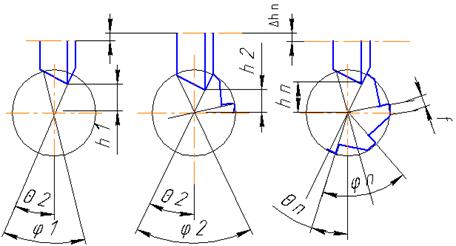
Рисунок 2.12 – Обробка стружкових канавок з нерівномірним кутовим кроком
Фрезерування стружкових канавок на торцевих і конічних поверхнях фрез
При фрезеруванні канавок на торцевих і конічних поверхнях різального інструмента (торцевих, дискових і кутових фрез) для отримання фаски однакової ширини по всій довжині зуба вісь заготовки розміщують під деяким кутом, величину якого визначають розрахунком. При фрезеруванні зубів на конічній поверхні.(рисунок 2.13) кут установки ділильної головки ![]()
![]()
![]()
де ![]() - половина кута при вершині конуса заготовки;
- половина кута при вершині конуса заготовки;
![]() - допоміжний кут;
- допоміжний кут; ![]() - кут профілю робочої фрези;
- кут профілю робочої фрези;

![]() - центральний кут між зубами оброблюваної фрези;
- центральний кут між зубами оброблюваної фрези;
![]() - число зубів оброблюваної фрези;
- число зубів оброблюваної фрези; ![]() - кут конуса оброблюваної фрези, град.
- кут конуса оброблюваної фрези, град.
Найбільша глибина фрезерування 
Висота зуба по торцю 
де ![]() - радіус оброблюваної фрези.
- радіус оброблюваної фрези.
При фрезеруванні зубів на поверхні (рисунок 2.14) торця кут установки ![]() ділильної головки визначається за формулою
ділильної головки визначається за формулою
![]()
Фрезерування пазів у корпусах збірного інструмента
Ножі збірного інструмента кріплять різними способами. Пази збірного інструмента залежно від способу кріплення
зубів виготовляють прямими і клиновими, гладкими і з рифленнями,
|
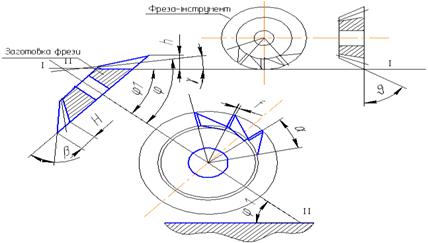
Рисунок 2.13 – Налагодження ділильної головки при фрезеруванні зубів на конічній поверхні фрези
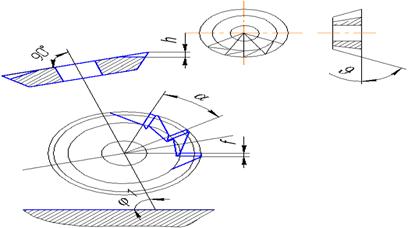
Рисунок 2.14 – Схема налагодження при фрезеруванні зубів на торці фрези
направленими паралельно або похило до осі корпусу. За точністю і чистотою поверхні пази повинні бути виготовлені так, щоб вони забезпечували взаємозамінність ножів і жорсткість і монолітність інструмента після збирання. Як правило, пази фрезерують. Пази корпусів інструментів, у яких повинна бути забезпечена взаємозамінність ножів, додатково калібрують протяжками або шліфують.
Прямі пази шириною 2-2,5мм фрезерують прорізними фрезами, шириною 6-8мм - пазовими затилованими, шириною 10мм - дисковими трибічними. Радіальні пази під клиноподібний ніж фрезерують однокутовими фрезами, осьові - пазовими або тристоронніми фрезами.
Радіальні пази фрезерують з однієї установки кутовою фрезою. Пази з осьовим розміщенням фрезерують з двох установок пазовою фрезою, ширина якої дорівнює мінімальній ширині паза. При першій установці утворюється прямий паз, при другій - ділильну головку або пристрої повертають у горизонтальної площині на кут ![]() (рисунок 2.15 а), що забезпечує отримання паза з уклоном по одній з опорних поверхонь
(рисунок 2.15 а), що забезпечує отримання паза з уклоном по одній з опорних поверхонь 
де Е і В - відповідно мінімальна і максимальна ширина паза;
L - відстань від осі повороту до торця.
|
Ма для розрахункуфрезеруванні пазів у корпусах збірних фрез
Положення паза, що забезпечує отримання заданих кутів
Рисунок 2.15 - Схе
Рисунок 2.15 – Схема розрахунку налагодження при фрезеруванні пазів у корпусах збірних фрез
Положення паза, що забезпечує отримання заданих кутів різання, визначається установкою стола в горизонтальній і вертикальній площинах щодо осі оброблюваної заготовки.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
