
Зсув стола в горизонтальній площині при фрезеруванні призматичного паза фрези торця (рисунок 2.15 б)
![]()
де ![]() - радіус фрези;
- радіус фрези; ![]() - передній кут в перетині, перпендикулярному до осі;
- передній кут в перетині, перпендикулярному до осі; ![]() - кут нахилу ножа;
- кут нахилу ножа; ![]() - величина вильоту ножа.
- величина вильоту ножа.
Відстань від осьової площини до дна впадини 
Зсув стола в горизонтальній площині при фрезеруванні паза у формі трапеції (рисунок 2.16 б) для похилої стінки з боку передньої поверхні зуба:

де К - довжина циліндрової частини фрези; В - товщина зуба; ![]() - ширина дна паза;
- ширина дна паза; ![]() - кут нахилу канавки;
- кут нахилу канавки; ![]() - кут нахилу стінки;
- кут нахилу стінки;
для похилої стінки з боку, протилежного передній поверхні зуба.

де 
![]() - дивись рисунок 2.16.
- дивись рисунок 2.16.
Формоутворення гвинтових канавок обкатувальними різцями
Метод зуботочіння є найбільш загальним випадком обробки зубчастих деталей з циліндровими і гвинтовими поверхнями за методом обкатки. Утворення зубів (або формоутворення западин між зубами) деталі проводиться багатозубими інструментами (обкатувальними різцями ОР) з похилими прямими або гвинтовими зубами при перетинних осях заготовки 1 і обкатувального різця 2 (рисунок 2.17).
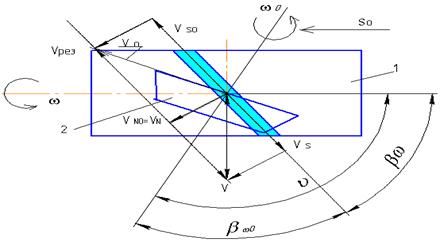
Рисунок 2.17 – Розрахункова схема при обробці пазів корпусів фрез зуботочінням
Метод зуботочіння базується на використанні явища відносного ковзання бічних поверхонь зубів при зачепленні двох гвинтових коліс з перехресними осями, яке виникає у напрямі осей обертання коліс і характеризується тим, що ні в одній точці бічних поверхонь зубів ковзання не дорівнює нулю. Це явище використовується при зуботочінні і при шевінгуванні для отримання руху різання.
При зуботочінні продуктивність в 2-4 рази вища в порівнянні з методами фрезерування дисковим інструментом. Збільшення продуктивності пояснюється кінематикою процесу зуботочіння. Утворення стружкових канавок на заготовці проводиться при безперервній обкатці заготовки і обкатного інструмента (ОР) в один прохід обкатного інструмента незалежно від числа зубів оброблюваної заготовки. Багатозубий інструмент, який використовується при зуботочінні, має Z0 зубів і кінематично рівнозначний Z0-західній черв’ячній фрезі, у якої в кожному витку є по одному зубу, який знаходиться в зачепленні з z-зубою деталлю. Внаслідок цього під час одного оберту ОР проводиться ![]() оберта оброблюваної заготовки. За один оберт різець переміщається на величину
оберта оброблюваної заготовки. За один оберт різець переміщається на величину ![]() міліметрів уздовж осі заготовки:
міліметрів уздовж осі заготовки:
![]()
де В - довжина робочої частини оброблюваної заготовки; ѕ0 - подача на оберт; n - частота обертання заготовки; lвр- довжина врізання різця.
Метод зуботочіння в інструментальному виробництві застосовують при нарізуванні черв'яка заготовок черв'ячних фрез в умовах багатосерійного виробництва на верстаті Е10А. При нарізці черв'яка інструмент має форму зуборізного довбача з евольвентним профілем. Вісь інструмента встановлюють під кутом, що дорівнює куту нахилу гвинтової лінії. Інструмент отримує рух обкатки уздовж осі черв'яка.
Зуботочіння застосовують також при обробці канавок свердел (фірма Fеlon) і гвинтових канавок кінцевих фрез діаметром більше 15мм.
Фрезерування стружкових канавок плоских протяжок Стружкові канавки зовнішніх, а також шпонкових протяжок фрезерують на вертикально-фрезерних або на універсально-фрезерних верстатах з вертикальною голівкою. Застосування верстата з ЧПК мод. 6Р13ФЗ дозволяє значно підвищити продуктивність праці і точність обробки.
|
Рисунок 2.18 – Схема обробки зуба плоскої протяжки: 1-корус; 2-прихват; 3-мірний валик; 4-верхня плита пристрою; 5-вісь;
6-різальна фреза
При фрезеруванні протяжку встановлюють в паралельних лещатах або в універсальному пристрої (рисунок 2.18). У пристрої її встановлюють в корпусі 1 і кріплять планками 2. Для встановлення різальної частини протяжки паралельно площині стола корпус можна повертати навколо горизонтальної осі, а кут підйому зубів встановлюють за допомогою мірного валика 3. Для фрезерування протяжок з похилим зубом верхню плиту 4 можна повернути навколо осі щодо основи пристрою і потім закріпити під кутом, що дорівнює куту нахилу зуба протяжки.
Калібруючі зуби фрезерують при горизонтальному положенні пристрою. На універсальних верстатах переміщення протяжки на крок здійснюється за допомогою ходового гвинта поздовжньої подачі. Протяжки з похилими зубами, установлені під кутом нахилу ![]() , переміщаються на величину нормального кроку
, переміщаються на величину нормального кроку  , де
, де ![]() - осьовий крок. Поворот шпинделя верстата щодо вертикальної осі на кут
- осьовий крок. Поворот шпинделя верстата щодо вертикальної осі на кут![]() виконується з урахуванням переднього кута протяжки
виконується з урахуванням переднього кута протяжки ![]() , кута підйому зубів різальної частини протяжки
, кута підйому зубів різальної частини протяжки ![]() і кута нахилу утворюючого конуса фрези:
і кута нахилу утворюючого конуса фрези:
![]()
Фрезерування стружкових канавок плоских протяжок Після чистового обточування протяжки проводять розмітку і прорізання канавок канавковим різцем на токарному верстаті. В умовах серійного виробництва при кроці зубів до 20мм і висоті 5мм для розмітки застосовують комплект дискових різців, зібраних на загальної оправці, або спеціальний розмічальний різець, при кроці більше 20мм використовують блоки відрізних різців, відстань між якими витримують за допомогою мірних прокладок. Рух супорта на крок здійснюється за допомогою набору мірних плиток, що встановлюються між упором і супортом уздовж напрямної станини.
Обробку профілю починають з різальних зубів і проводять при одній установці так само, як і при обточуванні конуса. Калібруючі зуби обточують без зсуву заднього центра. При проточуванні профілю зубів застосовують рухомий люнет, який встановлюється біля кожного оброблюваного зуба.
Западини між зубами профілюють фасонними дисковими або призматичними різцями. В умовах серійного виробництва застосовують блок різців. Западини профілюють у декілька переходів, число яких залежить від форми западини. Різець переміщається в поперечному напрямі на висоту зуба, утворюючи при цьому спинку зуба, а потім у поздовжньому напрямі для утворення переднього кута. Коли профіль западини складається із двох радіусів і прямої, при поздовжньому переміщенні різця утворюється пряма частина западини. Профіль западини перевіряють шаблоном або спеціальним кутоміром із змінною пластинкою для контролю радіуса западини.
У цей час набуває поширення обробка канавок протяжок на верстатах з ЧПК.
Утворення зубів довбачів і шеверів
У дрібномодульних довбачів зуби утворюються шліфуванням після термічної обробки, у довбачів з модулем більше 1,5мм - фрезеруванням або рідше зубодовбанням. В одиничному і дрібносерійному виробництвах фрезерування проводять на горизонтально-фрезерному верстаті за допомогою ділильної головки (рис. 2.19). Для отримання задніх бічних кутів зубів довбача вісь ділильної головки встановлюють під кутом до горизонтальної площини, що дорівнює величині заднього кута на вершинах зубів довбача. Фрезерування проводять спеціальною модульною фрезою з урахуванням припуску (0,5-0,9 мм) на шліфування бічних поверхонь профілю зуба. По западині зуба припуск на шліфування не залишають.
|
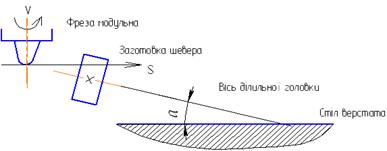
Рисунок 2.19
В умовах серійного виробництва утворення зубів довбача проводять черв'ячною модульною фрезою за методом обкатки на зубофрезерному верстаті. У цьому випадку для отримання задніх кутів на бічних поверхнях зуба довбача проводять одночасно вертикальну і радіальну подачу фрези. При цьому
 ,
,![]()
де ![]() - задній кут на вершинах довбача. Коли наявні співвідношення вертикальної і радіальної подач не забезпечують отримання потрібних задніх кутів, необхідно модернізувати верстат (рис. 2.20).
- задній кут на вершинах довбача. Коли наявні співвідношення вертикальної і радіальної подач не забезпечують отримання потрібних задніх кутів, необхідно модернізувати верстат (рис. 2.20).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
