
фірми «Клінгельнберг» мод. AGW-30А. Заготовки кріплять гайкою на шпиндельних пристроях: по 3 шт. для m=1,0-1,25; m=1,5 - 5,5; по 1 шт. для m=6-12.
Шорсткість передньої поверхні для фрез класу точності С — Rа=1,25—0,63, для фрез класу точності В і А — Rа=0,63—0,32.
Застосовують шліфувальні круги|кола|: для верстатів фірми|фірма-виготовлювача| «Барбер і Кальман» — ЗП 200х|16x51, Т 225х|18x40 24А| 16П| СМ1-М3 7 К1 35 м/с 1 кл|. А (ГОСТ 2424—75); для верстатів мод. 3662 —
Т 225х18 х40|, 24А| 16М| СМ1— МЗ 7 К1 35 м/с 1 кл|. (ГОСТ 2424—75); для верстатів «Клінгельнберг» —Т-250X25X32 24А| 25П| СМ1- М3 7 К1 35 м/с 1 кл|. А (ГОСТ 2424—75). Заточувати передню поверхню у|у| фрез класів точності А і В можна також кругами з|із| монокорунду 44А| 25—16П| М3 7 К1 35 м/с 1 кл|. А (ГОСТ 2424—75).
Обробку здійснюють конічною частиною|частиною| шліфувальних кругів|. Перевірку відхилень від радіальності передньої поверхні, накопиченої похибки колового| кроку, найбільшої різниці колових кроків стружкових| канавок в межах оберту|звороту|, передньої поверхні від осьового направлення|, конусності| по зовнішньому діаметру, радіального биття по зовнішньому діаметру проводять|виробляють| на приладах фірми|фірма-виготовлювача| «Клінгельнберг» мод. PWF-250|. Їх можна здійснювати і на приладах фірми|фірма-виготовлювача| «Цейсс».
Операція 28. Чорнове шліфування профілю фрез класів точності А і В. Шліфування фрез m=1,0-4-1,25 здійснюють одночасно двонитковим шліфувальним кругом (рис. 6.9 а).
|
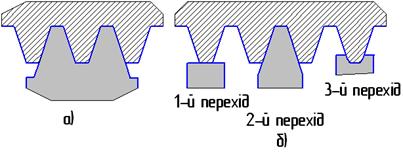
Рисунок 6.9 – Шліфування профілю черв’ячних фрез
Профіль на круг наноситься накаткою. Шліфування фрез т — 1,5--7,0 проводять за три переходи (рис. 6.9 б): спочатку шліфують зовнішній діаметр 20, потім профілі 16 і 18 однонитковим шліфувальним кругом і, нарешті, радіуси 19 і 21 при вершині фрези. Після обробки зовнішній діаметр і профіль отримують з шорсткістю Rа =1,25-0,63.
Для обробки профілю фрез m= 1,0--2,75 застосовують шліфувальні круги ПП 80х13х20 34А 16—10П МЗ 7 К1 35 м/с 1 кл. А, а для m = 4-7 кругів ПП 100x20x20 тієї ж характеристики. Заготовку кріплять гайкою на оправці з циліндричною робочою частиною. Оправка встановлюється в центри верстата. Профіль перевіряють на мікроскопах для m— 1-4 і на приладі Цейса до m=12.
Обробку проводять на верстатах фірми «Акумакі» мод. UL-1 для m=1,0-1,25; мод. 1Б811 для m=1,5-7,0.
Чорнове шліфування фрез т = 8-12 проводять на токарно-затилувальних верстатах мод. КТ-70 за три переходи (рис. 6.10 а).
По діаметру шліфують кругами ПП 150x32x32 34А 25—16П МЗ 7 К12 35 м/с 1 кл. А, профіль — кругами ПП 125x25X32 34А 25—16П М3 7 К1 35 м/с 1 кл. А (ГОСТ 2424—75). Профіль перевіряють на приладі Цейса.
Операція 29. Чистове шліфування фрез класів точності А і В. Шліфування профілю у фрез m=1,0--1,25 проводять одночасно як по діаметру, так і профілю двонитковим шліфувальним кругом. Правку профілю круга проводять накаткою.
|
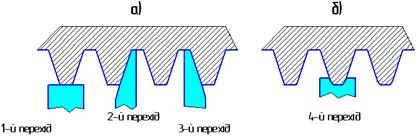
Рисунок 6.10 – Шліфування профілю черв’ячних фрез m=8-12
Профіль фрез т = 1,5-7,0 шліфують по діаметру, профілю і по радіусах (рис.6.10 б), у фрез т= 8-12 — по діаметру і двох сторонах (рис.6.10 а), а також по радіусах на вершині зуба (рис. 6.10 б).
Профіль фрез m=4-12| обробляють на різешліфувальному| верстаті мод. МВ-107 або на токарно-затилувальному| мод. КТ-70. Зернистість кругів|кіл| для чистового шліфування вибирають на одну або два ступені|міри| менше, ніж для чорнової обробки|.
Операція 30. Маркування на ручному верстаті гравіювання з пантографом електрографічним методом. Замість гладкої голки, як при хіміко-механічному маркуванні, використовують стрижень з міді з вольфрамовим наконечником, до якого підводять струм через трансформатор, що знижує напругу з 220 до 5—10 В. Знаки наносять на відшліфовану поверхню маточини відповідно до вимог ГОСТ 9324—60.
Маркувати слід посередині торця буртика|. Окрім|крім| зазначеного| способу, застосовують маркування на електрохімічному приладі | ЕХМ-2.
Технологія виготовлення шліцьової протяжки|протяжки| з|із| евольвентним| профілем
Робочу частину|частину| протяжок|протяжок| виготовляють із|із| швидкорізальної сталі| Р6М5. Для великогабаритних протяжок|протяжок| можна застосовувати сталь ХВГ. Хвостову частину|частину| зварних протяжок|протяжок| роблять|чинять| із|із| сталі 40Х| за ГОСТ 4543—71. Твердість елементів протяжок|протяжок|: різальної частини|частині| і задньої напрямної|скеровувати| HRC=62—65|, передньої напрямної|скеровувати| HRC=60—65|, хвостової частини|частині| HRC=40—47|. Протяжки|протяжки| із|із| швидкорізальної сталі| |із| діаметром хвостовика| 14мм і вище виготовляються зварними| або з|із| механічним кріпленням. Зварювальний шов розміщується на шийці.
Технічні вимоги
1. Згідно з ГОСТ 6767 накопичена похибка колового кроку не повинна перевищувати 14мкм| при діаметрі протяжки|протяжки| 25мм,| і 20мкм| - для діаметра більше 100мм.|.
3. Відхилення від осьового направлення|напряму| (непаралельність) евольвентних сторін зубів щодо|відносно| поздовжньої осі протяжки|протяжки| допускається| в межах 0,01мм на 500мм довжини шліцьової частини|частини|.
4. Несиметричність зуба щодо|відносно| осі в поперечному перетині допускається в межах допуску|допущення| на товщину зуба протяжки|протяжки|.
5. Радіальне биття двох останніх різальних і всіх калібруючих| зубів не повинно перевищувати допуск|допущення| на діаметр калібруючих зубів. Биття на решті частини|частини| протяжки|протяжки| встановлюється залежно| від її довжини і не повинне перевищувати на кожних 100мм її довжини: 0,005мм — у|у| протяжок|протяжок| завдовжки до 40D|мм; 0,006мм — у|у| протяжок| довжиною більше| 40D|мм. Де D зовнішній діаметр протяжки.
6. Ширина циліндричної стрічки ![]() = 0,2--0,3мм виконується лише на калібруючих зубах.
= 0,2--0,3мм виконується лише на калібруючих зубах.
7. Граничні відхилення кутів ( не більше): ±2° для переднього кута ![]() ; ±30' для заднього кута ріжучих чорнових зубів; —30' для заднього кута різальних чистових і калібруючих зубів 8. Евольвентний профіль, нижчий за діаметр першого зуба, не регламентується|.
; ±30' для заднього кута ріжучих чорнових зубів; —30' для заднього кута різальних чистових і калібруючих зубів 8. Евольвентний профіль, нижчий за діаметр першого зуба, не регламентується|.
Решта технічних вимог — за ГОСТ 6767. На шийці хвостовика| кожної протяжки|протяжки| маркується: № проходу; № креслення; призначення протяжки;| межа довжин протягування; величина переднього| кута|кутка|; марка сталі робочої частини|частини| протяжки;|пр товарний знак заводу - виготовлювача|. Випробування протяжок|протяжок| в роботі — за ГОСТ 6767.
Технологічний процес
Нумерація оброблюваних поверхонь | подана| на рисунку 6.11
Операція 1. Відрізок заготовки: для робочої частини — із сталі Р6М5, для хвостової—із сталі 40Х. Операція проводиться на абразивно-відрізному верстаті мод. МФ-332. Прутик закріплюють в лещатах. Різальний інструмент—шліфувальний круг ПП 400x4x203 15А 40П СТ1 7 В 50 м/с I кл. Л (ГОСТ 2424-75). S=60 - 80мм/хв. Вимірювальний інструмент — масштабна лінійка.
Операція 2. Правка заготовки в призмах. Заготовки діаметром до 40мм правлять вручну за допомогою гвинтового преса, більше 30 до 120мм - на гідравлічному пресі 100 тс, більше 120мм не правлять, але кривина, що при цьому допускається, не більше 1,1мм. Пристрої і вимірювальний інструмент: плита, лекальна лінійка.
Операція 3. Очищення зварюваних поверхонь заготовки від окалини і бруду на точильному верстаті.
Операція 4. Зварювання на стиковій машині електрозварювання.
Операція 5. Відпал заготовок для усунення напруги, що виникаєть в металі при зварюванні, і зниження твердості до НВ 255— 207.
Операція 7. Центрування торців з двох сторін на токарному верстаті. Розміри центрових отворів беруться за ГОСТ 14034—74 із врахуванням припуску 0,3мм (на сторону) на подальшу обробку торців. Різальний інструмент: комбіноване центрове свердло із швидкорізальної сталі. Режим обробки V= 20--25м/хв, подача ручна. Вимірювальний інструмент - глибиномір, штангенциркуль.
|
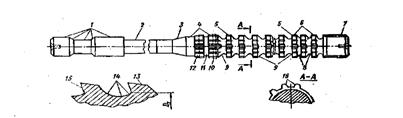
Рисунок 6.11 – Конструктивні елементи шліцьової протяжки
Операція 7. Контрольна. Перевіряють розміри центрових отворів, шорсткість обробки, величину биття по діаметру, співвісність розташування центрових отворів з двох сторін заготовки.
Операція 8. Попереднє обточування: хвостової і робочої частин на токарному верстаті з висотою центрів 200мм і відстанню між центрами 1500мм. На подальшу обробку залишають припуск 2,5—4,0мм на діаметр. Різальний інструмент: прохідний різець із пластинкою твердого сплаву Т15К6 або Т14К8. Режим обробки V=60-80м/хв; S=0,2-0,5мм/об - для заготовок діаметром 25—55мм і S=0,5-1,0мм/об - для заготовок діаметром 55—180мм. Пристрої: трикулачковий патрон з допустимим биттям не більше 0,3мм, обертальний задній центр за ГОСТ 8742—62.
Заготовки із відношенням довжини до діаметра ![]() > 12 обробляють із застосуванням нерухомого люнета (заздалегідь проточується місце під люнет). Вимірювальний інструмент: масштабна лінійка, штангенциркуль.
> 12 обробляють із застосуванням нерухомого люнета (заздалегідь проточується місце під люнет). Вимірювальний інструмент: масштабна лінійка, штангенциркуль.
Операція 9. Високий відпуск. Проводиться лише для протяжок із сталі марки ХВГ для зняття напруги, отриманої при обробці.
Операція 10. Підрізування торців і розточування захисної виточки з двох боків на токарному верстаті. Один кінець заготовки затискається в трикулачковий патрон, другий, — підтримується люнетом. Заготовку діаметром до 35мм для зменшення вильоту при обробці пропускають через шпиндель. Розміри центрових отворів виконують за ГОСТ 14034—74. Відхилення спільної довжини протягування не повинне перевищувати ±3,0мм при довжині до 1000мм і ±5,0мм при довжині вище 1000мм. Різальний інструмент: підрізний різець з твердого сплаву Т5К10. Режими обробки: для підрізування торців: V= 60 -- 80м/хв; S = 0,2 - 0,35мм/об; для проточування захисної виточки V= 20 - 30м/хв; S = 0,2 -| 0,35мм/об.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
