
1 | 2 | 3 | 4 |
14 | Слюсарна: обпиляти фаски 9 на торцях | Верстак, напилок |
Операція 15. Фрезерування різі. На черв'ячних фрезах т = 1,5-5,5 різь нарізують на різефрезерному верстаті мод. Е310А за допомогою зуборізальних довбачів класу точності В за ГОСТ 9323—60. Застосовують косозубі дискові довбачі з ![]() =100мм. На фрезах m=6-12 різь нарізують на різефрезерних верстатах мод. ГФ-812М дисковими різьбовими фрезами: для фрез m=6-10 застосовують дискові фрези D = 260мм, В = 38мм, d — 60мм з числом зубів 50. На цій операції використовують шпиндельні обладнання. Кількість одночасно оброблюваних заготовок фрез: т = 1,5 - 3,75 — 3 шт.; т = 4 - 11—2 шт.; т = 12 — 1 шт.
=100мм. На фрезах m=6-12 різь нарізують на різефрезерних верстатах мод. ГФ-812М дисковими різьбовими фрезами: для фрез m=6-10 застосовують дискові фрези D = 260мм, В = 38мм, d — 60мм з числом зубів 50. На цій операції використовують шпиндельні обладнання. Кількість одночасно оброблюваних заготовок фрез: т = 1,5 - 3,75 — 3 шт.; т = 4 - 11—2 шт.; т = 12 — 1 шт.
Операція 16. Фрезерування стружкових канавок. На заводі «Фрезер» стружкові канавки у черв'ячних фрез m=1-4,5 фрезерують на спеціальних фрезерних верстатах ГФ-507, т — 5 -- 8 — на горизонтально-фрезерних верстатах мод. 6М82Г і т — 9 - 12 на горизонтально-фрезерному верстаті 6М83Г. В усіх фрез канавки роблять прямими, оскільки кут ![]() не перевищує 5°. Стружкові канавки у заготовок фрез т = 1,0 - 1,75 обробляють у двошпиндельній ділильній головці на верстаті ГФ-507. На кожному пристрої встановлюють п'ять заготовок. Аналогічно фрезеруються канавки фрез т =2,0 - 3,75 і т = 4,0 - 4,5: перші — по три заготовки на кожному пристрої, другі — по дві.
не перевищує 5°. Стружкові канавки у заготовок фрез т = 1,0 - 1,75 обробляють у двошпиндельній ділильній головці на верстаті ГФ-507. На кожному пристрої встановлюють п'ять заготовок. Аналогічно фрезеруються канавки фрез т =2,0 - 3,75 і т = 4,0 - 4,5: перші — по три заготовки на кожному пристрої, другі — по дві.
Стружкові канавки у заготовок фрез т = 5-9 обробляють на верстаті 6Н82 в одношпиндельній ділильній головці з установкою двох заготовок на облямовування, у заготовок фрез т = 10 - 12 — на верстаті 6Н83 в одношпиндельній ділильній головці при установці однієї заготовки на пристрої.
Швидкості різання при фрезеруванні стружкових канавок: для т = 1,0 - 4,5 V = 35м/хв, для т = 5 - 7 V = 30м/хв, для
т=8-12 V = 25м/хв. Після фрезерування стружкових канавок найбільша різниця колового кроку Аокр не повинна перевищувати для фрез т = 1-3 величини 0,15мм, для фрез
т=3,25-12 - величини 0,20мм. Допустиме відхилення від радіальності передньої поверхні у бік піднутрення 0,10мм. Накопичена похибка осьового кроку на довжині будь-яких трьох сусідніх кроків не більше 0,15мм.
Операція 17. Затилування по зовнішній поверхні 2. Заготовки m=1-1,25 обробляють на токарно-затилувальному верстаті (рис.6.4).
Частота обертання п = 6,5 об/хв. Затилують широким різцем із радіальною подачею Sо = 0,1мм/об.
Заготовки фрез т = 3,0 - 4,5 обробляють на токарно-затилувальному верстаті мод. 1Б811: затилують профіль поверхні 16, 18 і 20 двонитковою гребінкою (рисунок 6.5), а потім канавку 17.
|
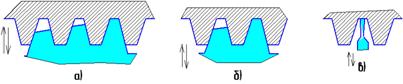
Рисунок 6.4 – Затилування профілю фрез m=1,5-4,5
Заготовки фрез т=5 - 10 обробляють на токарно-затилувальному верстаті мод. 1Б811 (рисунок 6.4): 1-й перехід — зовнішню поверхню 20 — різцем, 2-й перехід — профіль зуба (поверхні 16 і 18) — двонитковою гребінкою; 3-й перехід — канавку 17.
Заготовки фрез т = 11 - 12 затилують на токарно-затилувальному верстаті мод. КТ-70 в такій послідовності (рисунок 6.6): 1-й перехід— поверхні 20; 2-й перехід— канавки 17; 3-й перехід — поверхня зуба 18; 4-й перехід — поверхня зуба 16; 5-й перехід — радіуси при вершині 19 і 21. Зуби обробляють спеціальним різцем.
Операція 19. Фрезерування неповних витків на вертикально-фрезерному верстаті мод. 6М11 (рис. 6.7). Заготовку кріплять на круглому столі діаметром 300мм, а кінцеву фрезу встановлюють у цанговий патрон.
|
Для обробки неповних витків у заготовок т = 1 - 8 застосовують фрезу діаметром 10мм, у заготовок т — 9 - 12 — фрезу діаметром 12мм.
Неповний зуб фрезерують, зменшуючи його висоту так, щоб на кожному зубі розмір а верхньої ділянки був не менше
0,5m (рисунок 6.7). Фрезерування проводять при ручній подачі, швидкість різання 10м/хв.
 Операція 20. Обпилювання задирок електричною ручною машинкою (тип 1 за ГОСТ 11096 — 64). Застосовують шліфувальний круг ПП 40 х 40 х 16 24А 16П С2 7 К1 30 м/с 1 К А (ГОСТ 2424—75).
Операція 20. Обпилювання задирок електричною ручною машинкою (тип 1 за ГОСТ 11096 — 64). Застосовують шліфувальний круг ПП 40 х 40 х 16 24А 16П С2 7 К1 30 м/с 1 К А (ГОСТ 2424—75).
Операція 21. Маркування порядкового номера і року виготовлення. Маркування ставлять ручними клеймами за допомогою молотка.
Рисунок 6.6 – Затилування фрез
M=11-12мм
Порядковий номер фрез починають з одиниці для кожного модуля. Порядковий номер дійсний до 31 грудня поточного року. З 1 січня нового року нумерація фрез поновлюється.
Операція 22. Термічна обробка до HRC=63—66. На поверхні фрез не допускаються забиття, відколи, сліди травильні. Отвори після термообробки перевіряють калібром. Очищення фрез здійснюється на дробоструминних установках.
Операція 23. Шліфування циліндрової зовнішньої поверхні зубів (з досвіду заводу «Фрезер»). При цьому на діаметрі залишається стрічка шириною не більше 0,2 — 0,3 мм, яка служить технологічною базою для центрування осі отвору при його шліфуванні на наступній операції. Обробку проводять на круглошліфувальному верстаті на звичайних режимах.
Заготовку закріплюють гайкою на облямовуванні з циліндровою робочою частиною, яку встановлюють в центри верстата.
Шліфувальний круг ПП (розміри по верстату) 33А 26П СМ2 5
 1 1 Кл. А (ГОСТ 2424—75).
1 1 Кл. А (ГОСТ 2424—75).
 Операція 24. Шліфування отвору. Отвори у фрез класу точності С обробляються за 2-м, а у фрез класу точності А і В — по 1-м класом точності. Шорсткість за ГОСТ 2789—73 для фрез класу точності С-Rа=1,25—0,63, для фрез класу точності А і В — Rа=0,63—0,32. Конусність і еліпсність не більші за допуск на отвір: для т = 1,0 - 3,75 становить 0,04мм; m = (4,0 - 8,0) - 0,05мм; m= (9,0 - 12,0) - 0,06мм. Відхилення, що допускається на діаметр отвору, має бути витримане на половині довжини посадочних поясків отвору. У зоні паза шпони допускається розбивання отвору не більше 300 симетрично пазу шпони в обидва боки. Задирки, забоїни, відколи на поверхні фрези не допускаються.
Операція 24. Шліфування отвору. Отвори у фрез класу точності С обробляються за 2-м, а у фрез класу точності А і В — по 1-м класом точності. Шорсткість за ГОСТ 2789—73 для фрез класу точності С-Rа=1,25—0,63, для фрез класу точності А і В — Rа=0,63—0,32. Конусність і еліпсність не більші за допуск на отвір: для т = 1,0 - 3,75 становить 0,04мм; m = (4,0 - 8,0) - 0,05мм; m= (9,0 - 12,0) - 0,06мм. Відхилення, що допускається на діаметр отвору, має бути витримане на половині довжини посадочних поясків отвору. У зоні паза шпони допускається розбивання отвору не більше 300 симетрично пазу шпони в обидва боки. Задирки, забоїни, відколи на поверхні фрези не допускаються.
Застосовують шліфувальний круг ПП (розміри по отвору) 33А 25П СМ2 6 К1 1 кл. А ((ГОСТ 2424—75). Фрези т = 1,4-4,5 шліфують в цанговому патроні, а фрези від т= 5 і вище в трикулачковому патроні діаметром 320мм із змінними спеціальними кулачками. Режим обробки: Vзаг = 254-35м/хв;
S = 0,0024-0,003мм (на кожен подвійний хід). Отвори заготовок фрез m=1,0-4-4,5 обробляють на внутрішньо- шліфувальному верстаті мод. 3А227, а фрез m = 5-12 — на спеціальному внутрішньошліфувальному верстаті СШ-31.
Операція 25. Доведення отвору. Операції виконуються для отворів 2-го і вище класів точності. Припуск від 0,012 до 0,02мм відповідно для модулів від 1 до 12. Швидкість різання залежно від т від 30 до 55м/хв. Подача ручна. Шорсткість поверхні для фрез класу точності: А — Rа=0,32—0,16; В—Rа=0,63—0,32; С—Rа=1,25—0,63. Отвори у фрез класів точності А і В доводять заздалегідь і остаточно. Притири чавунні, розтискні. Для отримання шорсткості Rа=1,25—0,63 застосовують порошок з білого електрокорунду 24А 5-6П, ЗОР—керосин. Для досягнення шорсткості Rа=0,63—0,16 використовують порошок карбід бору зернистістю 3, ЗОР — дизельне паливо або солярне масло.
Операція 26. Шліфування з двох сторін буртиків 4 і торця 6 буртиків (рисунок 6.8). Обробку здійснюють на круглошліфувальному верстаті в центрах на оправці. Заготовки для фрез класу точності А шліфують на оправці із циліндровою робочою частиною, класів В і С — на конічних. Діаметр буртика фрез класу точності А обробляють до отримання Rа=0,63—0,32, а фрез класів В і С — до Rа=1,25—0,63. На торці буртика отримують шорсткість Rа=0,63—0,32 для фрез класів точності А і В і Rа=1,25—0,63 для фрез класу точності С. Під час шліфування торця 6 кріпильну гайку знімають з пристрою. Перед шліфуванням фрез класу А рекомендується відбалансувати абразивні круги.
Фрези класу А шліфують в такій послідовності: обробляють буртик по діаметру 4 начорно, правлять круг алмазом, шліфують буртик по діаметру начисто. При обробці буртика по діаметру у фрез класу точності А одночасно шліфують торець 3. Шорсткість останнього має бути не вище Rа=2,5—1,25. Шліфують кругами ПП (розміри по верстату) 24А 25—16П СМ1 К1 35 м/с 1 кл. А (ГОСТ 2424—75). Режим обробки торців буртиків: Vзаг=15 - 20 м/хв; S = 0,002мм/об.
Операція 27. Заточування передньої поверхні. Залежно від модуля обробку проводять на таких верстатах: m= 14-2,7 — на заточному напівавтоматі фірми «Барбер і Кальман»; 
 m=1-8 — на заточному напівавтоматі 3662; т = 4-12 —на заточному напівавтоматі
m=1-8 — на заточному напівавтоматі 3662; т = 4-12 —на заточному напівавтоматі

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
