
V = 80 м/хв; S = 0,25 - 0,30 мм/об при обточуванні хвостової частини і S = 0,04 мм/об при обробці кільцевої канавки. Допуск на діаметр хвостової частини 0,1мм, її биття щодо осі не більше 0,15мм.
Операція 6. Шліфування хвостової частини на круглошліфувальному верстаті мод. 3А151. Ця операція вводиться для створення бази при фрезеруванні квадрата. Вісь хвостової частини повинна мати найменший зсув щодо геометричної осі мітчика. Згідно з ГОСТ 9523 — 67 для мітчиків М12 допуск на квадрат підвищеної точності 0,1мм і зсув квадрата щодо осі хвостовика не повинен перевищувати допуск на виготовлення квадрата. У зв'язку з цим биття хвостовика після даної операції не повинне перевищувати 0,02мм. Заготовка встановлюється у центрах верстата і набуває обертального руху за допомогою хомутика.
Операція 7. Фрезерування квадрата на горизонтально-фрезерному верстаті 6Н81. Мітчик закріплюється в призмах ділильного пристрою. Фрезеруються дві сторони квадрата. Після цього за допомогою ділильного пристрою мітчик повертається на 900, і операція повторюється.
Квадрати мітчиків фрезерують комплектом дискових трибічних фрез 130 X 16 X 32мм з числом зубів 40. Режим обробки: V = 20 - 25 м/хв; S = 0,04 мм/зуб.
Операція 8. Шліфування робочої частини на круглошліфувальному верстаті мод. ЗБ151. Діаметр робочої частини виконується з допуском 0,02мм для точного дозування металу під накатку. Шліфування відбувається в центрах.
Операція 9. Накатування різі на різенакатному напівавтоматі ОГК-80.
Операція 10. Утворення забірної частини на круглошліфувальному верстаті мод. 3А151.
Операція 11. Гарт робочої частини до HRC=63—66, хвостової частини до HRC=35—50.
Операція 12. Відновлення центрових отворів на вертикально-свердлувальному верстаті мод. 2А125 за допомогою зенківки, оснащеної пластинкою твердого сплаву Т15К6. :
Операція 13. Чорнове шліфування робочої частини в центрах на круглошліфувальному верстаті мод. ЗБ151П.
Операція 14. Вишліфовування стружкових канавок на плоскошліфувальному верстаті за допомогою ділильної головки.
Для обробки використовують шліфувальний круг ПП 250 х 8 х х127 24А 16П СТЗ Б 60 м/с, 1 кл. А (ГОСТ 2424—75). Режим обробки: Vкр=52м/с; S = 600мм/хв; охолоджування індустріальним маслом під тиском 7 — 8 кгс/см2. Шліфувальний круг залежно від нахилу гвинтової канавки повертається на відповідний кут.
Операція 15. Шліфування хвостової частини в центрах на круглошліфувальному верстаті мод. ЗБ151П.
Операція 16. Шліфування різі однонитковим шліфувальним кругом із затилуванням по середньому і внутрішньому діаметрах на різешліфувальному верстаті мод. МВ-13. Режим обробки: ![]() = 2 - 8 м/хв;
= 2 - 8 м/хв; ![]() =0,1мм;
=0,1мм; ![]() = 0,05мм;
= 0,05мм; ![]() = 0,05мм;
= 0,05мм; ![]() = 0,05мм;
= 0,05мм; ![]() = 0,05мм;
= 0,05мм; ![]() = 0,02мм;
= 0,02мм; ![]() = 0. Характеристика шліфувального круга: 2П 350 х 8 х 160 2А 5 СТ1 — СТЗ В (ГОСТ 2424—75).
= 0. Характеристика шліфувального круга: 2П 350 х 8 х 160 2А 5 СТ1 — СТЗ В (ГОСТ 2424—75).
Середній діаметр | мітчика перевіряють індикаторною| скобою, а профіль різьблення і крок — на мікроскопі УІМ-21.
Операція 17. Чистове шліфування із затилуванням робочої частини мітчика по зовнішньому діаметру на різешліфувальному верстаті МВ-13 за три робочих ходи.
Операція 18. Шліфування затилка забірної частини на шліфувально-затилувальному верстаті мод. МФ-4А.
Операція 19. Маркування.
Операції 20—21. Пасивація і ціанування для підвищення різальних властивостей інструмента.
Технологія виготовлення черв’ячних фрез
Фрези черв'ячні чистові однозахідні| для циліндрових зубчастих| коліс з|із| евольвентним| профілем виготовляють за ГОСТ 9324—60 трьох типів і чотирьох класів точності: тип I —суцільні| прецизійні| класу точності АА; тип II — суцільні|суцільні| загального|загального| призначення класів точності А, Б і С|із|; тип III — збірні загального|загального| призначення класів точності А, В і С. Нижче описані технологічні процеси виготовлення| суцільних|суцільних| черв'ячних фрез класів точності А, В і С|із|.
Матеріалом для фрез згідно із|згідно з| згаданим ГОСТ можуть служити| сталі марок Р18, Р12 і Р6М5. Швидкорізальна сталь Р6М5 має ряд|низку| переваг у порівнянні з іншими. Так, встановлено|установлений|, що заміна 8—10% вольфраму на 3 — 5% молібдену| знижує неоднорідність карбіду швидкорізальних сталей| приблизно на два бали. А також ці сталі, тому що містять|утримують| до 6% вольфраму, мають значну пластичність.
Технологічний процес
Для виготовлення суцільних фрез використовують як заготовки-поковки. Карбідна неоднорідність вольфрамомолібденової швидкорізальної сталі в прутках у стані постачання за ГОСТ 19265—73:
Діаметр круга|кола|
чи сторона квадрата, мм 20-40, 40-60, 60-80, 80-100, 100-150, >150
Допускається бал карбідний
неоднорідності не більше 2 3 4 5 6 7
Згідно з ГОСТ 9324 — 60 у готових виробах карбідна неоднорідність має бути у межах 3 — 4 балів. Тому заготовки для черв'ячних фрез, починаючи від т = 1, слід піддавати куванню за системою трикратного витягу і трикратного осідання, що дає можливість знизити карбідну неоднорідність на один — півтора бали. При цьому стійкість різального інструмента підвищується на 10%.
У таблиці. 6.1 наведена послідовність обробки для перших 14 операцій. Докладніше технологічний| процес розглянемо,|розглядатимемо| починаючи|починати| з|із| 15-і операції. При подальшому| викладенні
|
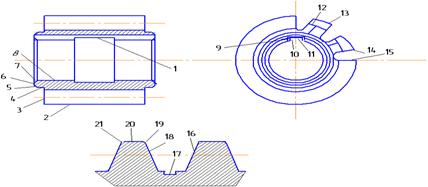
Рисунок 6.3 – Черв’ячна фреза для циліндричних зубчастих коліс
наводиться|наводить| нумерація оброблюваних поверхонь відповідно до рисунка 6.3.
Таблиця 6.1 – Частина|частина| технол|огічного процесу виготовлення черв'ячної фрези класів А, В, С, |із| m=1-14|
Номер операції
|
Найменування операції
| шорсткість
|
Обладнання |
1 | 2 | 3 | 4 |
1 | Заготовельна:|заготовча| відрізання заготовки для кування
| Абразивно – відрізний верстат мод. МФ-332 | |
2 | Заготовельна:|заготовча| кування
|
| Молот кування |
3 | Термічна: відпал
|
| Електрична шахтна піч
|
4 | Галтувальна: очищення від окалини
|
| Барабан галтувальний |
5 | Токарно-револьверна: m=1-4,5 центрування, свердлення|свердлення| отвору 8, зенкування отвору 8, підрізування першого торця 6, розточування виточки 1 в отворі
|
| Токарно - револьверний верстат мод. 1В340
|
6 | Плоскошліфувальна: шліфування торця 6 у фрезах m=1,3-3,75 |
| Плоско-шліфувальний верстат 3Б765 |
Продовження табл.. 6.1
1 | 2 | 3 | 4 |
7 | Горизонтально- протяжна: протягання отвору 8 у фрезах m=1,0-4,5 |
| Горизонтально-протяжний верстат мод. 7А510 |
8 | Горизонтально протяжна: протягання канавки шпони 11
|
| Горизонтально-протяжний верстат мод. 7А510 |
9 | Токарно-гвинторізна: підрізування другого торця 6 для фрез m=4-12
|
| Токарно-гвинторізний верстат мод. 16К20 |
10 | Токарно-гвинторізна: обточування поверхні 7 чорнова, обточування поверхні 7 чистова |
| Токарно-гвинторізний верстат мод. 16К20 |
11 | Токарно-гвинторізна: обточування буртика 4 з одного боку, підрізування торця 6 для фрез m=4-12, проточка фаски 5 на буртику |
| Токарно-гвинторізний верстат мод. 16К20 |
12 | Круглошліфувальна: шліфування торців 6 буртиків з двох сторін у фрез m=1,0-3,75 |
| Кругло- шліфувальний верстат мод. 3Б151 |
13 | Вертикально-свердлувальна: зняття фасок 7 з двох сторін |
| Вертикально-свердлувальний верстат мод. 2А135 |
Продовження табл. 6.1

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
