
Шліфувальні круги і режими заточування повинні бути вибрані такими, щоб у процесі заточування не створювалися надмірні місцеві нагріви, які, як ви пам'ятаєте, знижують різальні здатності інструмента.
Шліфувальні круги для заточування інструмента характеризуються матеріалом абразивних зерен, зернистістю, речовиною зв'язки, твердістю, структурою, формою і розмірами.
Розміри зерен характеризують зернистість круга. Номер зернистості визначається розміром осередка контрольного сита через який проходять ці зерна.
Величина зерна визначає продуктивність заточування і якість поверхні. Чорнове заточування проводиться кругами з номером зернистості 80 - 40, а чистове - 25 - 16.
При виготовленні шліфувальних кругів абразивні зерна з'єднуються за допомогою різних зв'язок. Для заточування використовуються круги на бакелітових, керамічних, вулканітових і металевих зв'язках.
Круги на керамічній зв'язці мають велику продуктивність, добре зберігають форму, але крихкі.
Круги на бакелітових і вулканітових зв'язках міцніші, еластичніші, допускають великі колові швидкості обертання і при їх роботі виділяється менше тепла.
Металева зв'язка застосовується тільки для діамантових, ельборових і кубанітових кругів.
Позначаються зв'язки в марці круга буквами К - керамічна, Б - бакелітова, В - вулканітова і М - металева.
Абразивний інструмент з електрокорунду виготовляють на плавкій керамічній зв'язці, а інструмент з карбіду кремнію - на пековій. Плавкі зв'язки хімічно взаємодіють з абразивними зернами з електрокорунду і тому забезпечують велику міцність абразивного інструмента.
Керамічні зв'язки мають високу вогнетривкість, водотривкість, хімічну стійкість і високу міцність. Недоліком цих зв'язок є їх висока крихкість, унаслідок чого круги на цій зв'язці не можуть використовуватися при ударних навантаженнях і для відрізних робіт, де виникають великі вигинаючи сили.
Абразивний інструмент на бакелітовій зв'язці має більшу міцність, особливо на стиснення, ніж інструмент на керамічній зв'язці, що дозволяє йому працювати на високих швидкостях різання. Шліфувальні круги на бакелітовій зв'язці, армовані склосіткою, застосовують для обдирного шліфування і відрізних операцій. Недолік бакелітової зв'язки - її мала теплостійкість. Бакелітова зв'язка недостатньо стійка до дії ЗОР, що містять лужні розчини.
Вулканітова зв'язка має велику еластичність і щільність. Шліфувальні круги на вулканітових зв'язках застосовують в основному при відрізанні і прорізанні пазів і як ведучї, при безцентровому шліфуванні і при вишліфовуванні канавок на інструментах із швидкорізальної сталі.
Твердість круга характеризується здатністю зв'язки утримувати абразивне зерно від випадання при дії на нього зовнішнього навантаження.
Твердість круга в першу чергу визначає продуктивність і якість заточеної поверхні. При високій твердості круг швидше «засалюється», що веде до підвищення температури в зоні контакту. А це, у свою чергу, дає припікання на поверхні інструмента і сприяє утворенню тріщин.
При роботі дуже м'яким інструментом він швидко зношується в результаті обсипання ще працездатних зерен.
Для заточування різальних інструментів використовують м'які, середньом'які і середні шліфувальні круги.
Маркується твердість за групами: м'який - М1, М2, М3; середньом’який - СМ1, СМ2; середній - С1, С2; середньотвердий - СТ1, СТ2, СТ3; твердий - Т1, Т2.
Структура круга характеризує його будову. Під структурою абразивного інструмента розуміється кількісне співвідношення в ньому зерен, зв'язки і пор. Структура круга впливає на ступінь «засалювання» круга. Пористі круги із відкритою структурою продуктивніші, але дають менш чисту поверхню. Позначається структура номерами від 0 до 12. Із збільшенням номера число зерен зменшується, а об'єм зв'язки збільшується. Структура 0 - 3 - щільна, використовується для профільного шліфування.4-6 - средньощільна, структури 5-8 - середня і 9 -12 - відкрита структура.
Для заточування інструмента рекомендують круги з середньощільною і відкритою структурою.
Концентрація застосовується для діамантових і ельборових кругів для характеристики об'ємного вмісту абразивних зерен. За 100% прийнято вважати 4,4 карата (0,88г) в 1см3 робочого шару. Чим більша концентрація - тим більша різальна здатність круга. Круги можуть мати 100%, 150% і 200% концентрацію.
Форма круга. Заточування інструмента по площинах найчастіше виконують чашковими або тарілчастими кругами.
Знос таких кругів не позначається на продуктивності шліфування. З метою зменшення зони контакту круга з інструментом на торці круга роблять конічну або радіус поверхню. Цей захід зменшує тепловиділення, полегшує видалення стружки і зменшує імовірність припікання на поверхні інструмента.
Обертання круга повинне бути направлене від різальної кромки у бік заточуваної поверхні.
 Щоб уникнути підхоплення інструмента, рекомендується різальну кромку встановлювати вище за центр обертання круга
Щоб уникнути підхоплення інструмента, рекомендується різальну кромку встановлювати вище за центр обертання круга
(див. рисунок 5-1).
При заточуванні треба застосовувати рясне охолоджування або заточувати суху. Періодичне охолоджування недопустиме, оскільки це веде до припікань і тріщин на поверхні інструменту.
Рисунок 5.1
Щоб круг рівномірно зношувався по всій робочій поверхні, інструмент осцилюючими рухами переміщають вздовж робочої поверхні круга.
При заточуванні чашковими або тарілчастими кругами шліфувальну головку повертають на 10-20, щоб круг працював тільки однією стороною. Це зменшує поверхню зіткнення круга з інструментом, і потік іскри буде спрямований у бік від робочого.
Гострі різальні кромки і висока чистота поверхонь інструмента досягається тим, що після заточування проводиться доведення. Доведення інструмента виконується алмазними кругами. Алмазний круг складається з алюмінієвого корпусу (іноді пластмасового) і алмазоносного шару.
Алмазоносний шар може мати 25, 50 і 100% концентрацію алмазного порошку. При доведенні рекомендується 50% концентрація. Зв'язка може бути або бакелітова, або металева. Круги на бакелітовій зв'язці використовуються для доведення, а на металевій - для заточування.
Зернистість кругів рекомендується брати 160 - 200 для отримання чистоти Rа=1,25 - 3,2 і М40 - М14 для Rа=0,16 - 0,32.
Характеристики кругів для заточування інструментів з твердого сплаву і мінералокераміки. Матеріал абразиву, що рекомендується для заточування, - карбід кремнію зелений, зернистість 25 - 40, зв'язка керамічна (для ЦМ 332 - бакелітова). Твердість при ручному заточуванні СМ1, СМ2, С1. При механічному - М2, М3, СМ1, СМ2; структура 5 - 8 для всіх матеріалів інструмента і всіх видів заточування. Охолоджуюча рідина 5% розчин соди у воді або 5% розчин емульсії у воді.
Подача ЗОР 4 - 6 л/хв (мінералокераміка заточується тільки всуху).
Колова швидкість круга 12 - 18 м/с.
Характеристики кругів для заточування швидкорізального інструмента. Матеріал - електрокорунд нормальний або електрокорунд білий, зернистість 25 - 40, зв'язка керамічна, твердість при ручному заточуванні С1, С2, для механічного заточування СМ1, СМ2, колова швидкість 25 - 30 м/с.
Усе інше як для твердих сплавів.
Заточування інструментів по площинах
Часто задні і передні поверхні інструментів є площинами або сукупністю площин, по яких і заточуються інструменти при їх виготовленні і експлуатації. Ці площини на інструменті можуть займати найрізноманітніші положення. Тому при заточуванні виникає необхідність сумістити площину інструмента з робочою площиною круга. А для цього необхідно визначити кути, на які треба повернути відповідний вузол пристрою для того, щоб були забезпечені задані кути заточування на інструменті.
Для цієї мети застосовують такий пристрій: триповоротні універсальні лещата (для заточування різців); поворотні головки - для заточування торцевих і кінцевих фрез і спіральних свердел. Таким чином, по площині заточують різці, фрези і свердла.
Заточування різців
Триповоротні лещата показані на рисунку 5-2 в їх початковому положенні. Для заточування по передній поверхні треба повернути основу навколо шкали А на кут γ, друге коліно навколо шкали Б на кут λ і лещата навколо шкали В на кут φ .
Для заточування по задній головній поверхні треба повернути лещата навколо шкали А на кут φ, потім за шкалою В повертаємо на кут α.
Заточування зубів торцевої фрези також можна проводити чашковим кругом. У процесі заточування фреза
|
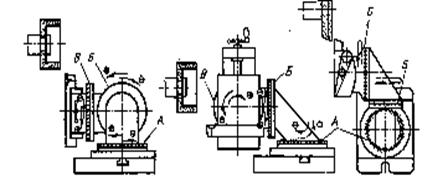
Рисунок 5.2
встановлюється в заточувальній головці (рисунок 5.3), і за рахунок осцилюючого руху стола заточувального верстата здійснює зворотно-поступальні рухи щодо круга.
Заточування свердел може також проводитися по площині на універсальному заточувальному верстаті із застосуванням універсально-заточувальної головки, по конічній поверхні із застосуванням пристрою 3Б632.50 (рисунок 5.4).
 Для заточування по гвинтовій поверхні застосовуються напівавтомати мод.3653 і 3659М. На цих верстатах для заточування свердел гвинтова поверхня на свердлі виходить в результаті підсумовування декількох рухів. Так, свердло обертається навколо своєї осі з невеликою швидкістю. Шліфувальний круг також обертається і за допомогою кулачка здійснює зворотно-
Для заточування по гвинтовій поверхні застосовуються напівавтомати мод.3653 і 3659М. На цих верстатах для заточування свердел гвинтова поверхня на свердлі виходить в результаті підсумовування декількох рухів. Так, свердло обертається навколо своєї осі з невеликою швидкістю. Шліфувальний круг також обертається і за допомогою кулачка здійснює зворотно-
поступальний рух. У результаті складання цих рухів на задній поверхні свердла формується гвинтова
поверхня.
Рисунок 5-3
Заточування протяжок
Протяжки заточуються по передній поверхні, щоб збільшити термін служби інструмента. Крім того, при виготовленні їх для стружковідділення на задній поверхні вишліфовують стружкоділильні канавки і проводиться доведення задніх поверхонь. Схеми цих робіт показані на рисунках 5.5 і 5.6. Для заточування заданого переднього кута слід визначити діаметр шліфувального круга і кут установки круга щодо осі протяжки так, щоб не було впровадження круга в тіло протяжки. Граничний максимально

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
