
Трудомісткість виготовлення різального інструмента з литих заготовок значно нижче трудомісткості виготовлення інструмента з поковок або прокату. За даними Сестрорецького інструментального заводу ім. Воскова, собівартість свердла діаметром 55мм із сталі Р6М5, що виготовляється за технологією малосерійного виробництва, становить 22,49 р., зокрема, матеріал 17,31 р.; за технологією багатосерійного виробництва при обробці на фрезерних автоматах собівартість свердла того ж діаметра 19,66 р., зокрема, матеріал 16,86 р., при гарячому вальцюванні - 11,33 р., зокрема, матеріал 7,44 р. і при литві в оболонкову форму - 9,22 р., зокрема, матеріал 4,57 р.
Червоностійкість і зносостійкість інструмента, виготовленого з литої заготовки, дорівнює або навіть вище, ніж зносостійкість інструмента, виготовленого з кованої сталі; в'язкість литої швидкорізальної сталі нижча за в'язкість кованої. Рекомендується з литої швидкорізальної сталі виготовляти інструменти в тих випадках, коли основною вимогою, що висувається до інструментів, є зносостійкість (свердла, фрези). Недоцільно застосовувати литі заготовки для інструментів, що вимагають високої міцності і працюють з ударними навантаженнями. Для литих заготовок інструмента як матеріал використовують відходи швидкорізальної сталі, зношений інструмент і незначну кількість шихтового матеріалу (ферованадій, феромолібден та ін.).
Для зниження об'ємної усадки сталей, підвищення рідкоплинності і, як наслідок, усунення у відливаннях пористості і газових раковин, а також для отримання чіткішого відбитку ливарної форми рекомендується застосовувати сталь з підвищеним вмістом вуглецю.
В усіх ливарних сталях умовою для забезпечення хорошої розкисненості, а отже, і відсутності газових раковин є підвищений вміст у них основних розкиснювальних елементів марганцю і кремнію. За рахунок високої швидкості кристалізації зливка первинне зерно в литих заготовках дуже дрібне, але його можна зменшити шляхом модифікації сталі, наприклад сілікокальцієм.
Для отримання заготовок інструмента застосовують такі види лиття:
1. За моделями, що виплавляються, - для складного дрібного і насадного інструмента діаметром до 80мм.
2. Лиття в оболонкові форми, що виготовляються з піщано-смоляних сумішей. Найдоцільніше застосовувати цей вид литва для відливань кінцевого інструмента. Максимальна маса відливання 20кг. Для зменшення пригару при оболонковому литті рекомендується застосовувати спеціальну вогнетривку облицювальну фарбу (розчин пульвербакеліту в спирті у співвідношенні 1 : 5, доведений до щільності 1,5-1,6 г/см3 замісом прокаленого маршаліту). Керамічні форми рекомендується застосовувати при масі відливання вище 20кг.
Усі відлиті заготовки із швидкорізальної сталі піддають відпалу за стандартними режимами з тією лише різницею, що час витримки в період ізотермічного розпаду збільшується до 2 разів. При цьому у відлитих заготовках виходить більш рівномірна мікроструктура.
Термічна обробка інструментів, отриманих литвом, ідентична термічній обробці інструмента, виготовленого з прокату. Відмінність полягає в тому, що час нагріву під гарт повинен бути збільшений на 30-50 %. За деякими джерелами для підвищення якості великорозмірного інструмента рекомендується проводити двократний гарт. Перший гарт проводять до механічної обробки при нагріві до температури 1250-1260 °С з витримкою 25-30 с на 1мм перетину, що в 5-6 разів більше звичайної витримки при гарті фасонного інструмента. Висока температура і тривала витримка сприяють істотній зміні розміщення карбідів. Після гарту проводять ізотермічний відпал за режимом, встановленим для швидкорізальної сталі, а потім механічну обробку і остаточні гарт і відпуск. Витримка при остаточному нагріві 8-10 с на
1 мм замість 6 с для інструмента, отриманого куванням. Подвійна термічна обробка зазнає значного руйнування скелетоподібної сітки карбідів, вони розподіляються при цьому більш рівномірно. Ефективність застосування відлитих заготовок залежить від рівня ливарної технології і організації виробництва.
Формоутворення заготовок пластичним деформуванням
Методи пластичного формоутворення
В умовах багатосерійного і масового виробництва наибільш ефективним за коефіцієнтом використання металу і продуктивністю є формоутворення методом пластичної деформації. Застосовують гаряче пресування заготовок кінцевих фрез і мітчиків. У процесі пресування формується одночасно різальна і хвостова частини з мінімальним припуском під подальшу механічну обробку.
Гідродинамічним витискуванням утворюються канавки розгорток, фрез, мітчиків, свердел шляхом пресування через матрицю нагрітої заготовки в умовах всебічного стиснення.
Для утворення гвинтових канавок, спинок і стрічок на заготовках свердел діаметром 13-55мм застосовують гаряче вальцювання заготовок з подальшим завиванням гвинтових канавок. Редукуванням (проштовхуванням заготовки пуансоном через редукуючий фільєр) отримують ступінчасті заготовки робочої і хвостової частин кінцевого інструмента. Ротаційним обтискуванням (куванням або пресуванням у радіальному напрямі в умовах трибічного стиснення) утворюють стружкові канавки і квадрати на мітчиках, конічна частина хвостовиків та ін.
Пресування у спеціальних штампах
У процесі пресування формуються відразу різальна і хвостова частини з мінімальним припуском під подальше механічне оброблення або шліфування. Нагріту до температури 1000-1200 °С заготовку закладають у контейнер (рисунок 1.6), який підігрівається електричною піччю 2 до температури 400°С. До моменту початку пресування поршень під тиском, що розвивається в нижньому циліндрі 3, щільно притискаєть контейнер 1 до знімного кільця, яке, у свою чергу, притискається до матриці 5, закріпленої на опорно-поворотній стойці 6. При робочому ході пуансона заготовка пресується. У стойці 6 передбачена напрямна втулка 7, що оберігає робочу частину заготовки від викривлення. По закінченні робочого ходу пуансон, закріплений на рухомій траверсі 9, переходить в початкове положення. Ходом штока нижнього циліндра 3 за допомогою тяги 10 контейнер знімається з поковки (хвостовика кінцевого інструмента), що утримується матрицею 5 і знімним кільцем, і піднімається вгору. У якийсь момент підйому контейнера завдяки виступам на тязі 10 починає підніматися підйомне кільце 4, захоплюючи за собою поковку, яка своєю гвинтовою частиною утримується в матриці. Прикладене до заготовки зусилля викликає підйом опорно-поворотної стійки 6, фланець якої, увійшовши до зіткнення з підшипником 11, отримує обертальний рух, внаслідок чого матриця згвинчується з поковки, що віддаляється.
Матриці виготовляють з дисперсійно-твердіючих сплавів литтям по виплавлених моделях. Як технологічне мастило застосовують графіто-масляну суміш.
Гідродинамічне витискування
Гаряче гідродинамічне витискування полягає у витискуванні через матрицю, що має профіль перетину інструмента, нагріту
до кувальної температури заготовки із застосуванням проміжного графітового середовища. Цей метод допускає ступінь деформації до 75 %. Гідродинамічним витискуванням утворюються канавки розгорток, зенкерів, свердел, кінцевих фрез та ін. Шорсткість поверхні інструментів, видавлених цим методом, Rа - 2,5-1,0мкм, точність розмірів у межах 0,2-0,3мм.
При гарячому гідродинамічному витискуванні утворюються найбільш сприятливі умови всебічного рівномірного тиску, досягається мінімальне значення коефіцієнта тертя і максимальне наближення до ізотермічного деформування.
Відсутність безпосереднього контакту з інструментом підвищує рівномірність розподілу деформацій у деталях, сприяє підвищенню пластичності оброблюваного металу і стійкості штампувального інструмента. Конструкція штампа дозволяє сумістити пластичне формоутворення заготовки з термомеханічним зміцненням. Режими ГДВ рекомендуються для сталі Р6М5: температура аустенізації - 1230°С, температура деформації 1000 ± 50°С, ступінь деформації 0,7-0,9, температура відпуску 560 °С.
Гаряче витискування можна проводити на кривошипному пресі. На рисунку 1.7 наведена схема гідродинамічного витискування. У початковий момент витискування пуансон 4 через графітову вкладку 3 передає тиск на нижній торець заготовки 2 (нагрітий до гартівної температури 1230-1245 °С),
гострі краї якої почнуть пластично деформуватися до того часу, поки зусилля деформації не перевищить зусилля руйнування вкладки. У результаті створюється щільне з'єднання заготовки із вхідним конусом матриці 5, що перешкоджає проникненню матеріалу проміжного середовища (графіту) крізь вічко матриці.
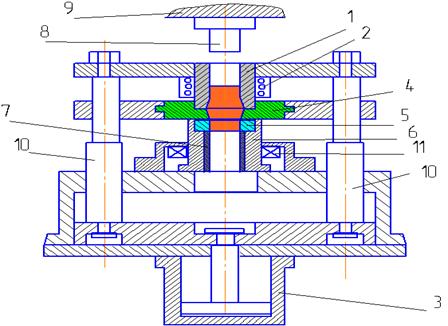
Рисунок 1.6 – Приклад штампа для гарячого пресування інструмента
У міру збільшення тиску руйнований пуансоном графітовий матеріал заповнює вільний простір навколо заготовки і частково затікає в зазор між контейнером 1 і пуансоном 4.
Надалі порошкоподібне графітове середовище ущільнюється до такого ступеня, що досить рівномірно розподіляє тиск пуансона по поверхнях торця і бічну заготовку. Таким чином, при гідродинамічному витискуванні заготовка зазнає всебічного стиснення і починає пластично деформуватися шляхом затікання у вічко матриці. Заготовка проходить через калібруючу втулку 6 і надходить в охолоджувальне середовище 7 для гартування.
Для гідродинамічного витискування використовують стандартні кривошипні преси. Виготовлена автоматична установка для пресування кінцевих фрез, зенкерів, розгорток діаметром 20-32мм із зусиллям преса 3,15 МН, хід повзуна 300-600мм, швидкість переміщення плунжера 300 мм/с, продуктивність 120 шт. год. Для пресування заготовок свердел
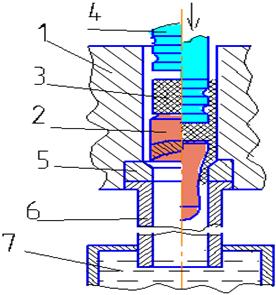
Рисунок 1.7 – Схема гарячого гідродинамічного витискування заготовки інструмента
діаметром 45-80мм Дніпропетровський завод пресів випускає гідравлічний прес П2038В. Зусилля преса 6,3 МН, хід повзуна 1300 мм. Фірма Karter und Sohn (ФРН) випускає для гідродинамічного витискування свердла діаметром 35-70мм, стан із зусиллям 0,4 МН, тривалість циклу для свердла діаметром 35мм - 40с, для свердла діаметром 70мм - 90с.
Поздовжньо-гвинтове прокатування
У масовому виробництві свердел діаметром 1,7-25мм застосовують поздовжньо-гвинтове прокатування гвинтових канавок, спинок і стрічок на спеціальних напівавтоматичних і автоматичних верстатах (рисунок 1.8). Суть поздовжньо-гвинтового прокатування полягає у прокатуванні робочої частини заготовки (нагрітої до температури кування) за один прохід між двома парами профільних сегментів, що обертаються синхронно і розташовані під кутом до поздовжньої осі заготовки, близької до кута нахилу гвинтової канавки. Одна пара профілює профіль канавок, а інша - профіль спинок і стрічок. Канавкові сегменти мають затилований профіль для утворення потовщення осердя. Профіль сегментів для отримання канавок і спинок свердел визначають розрахунком.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
