
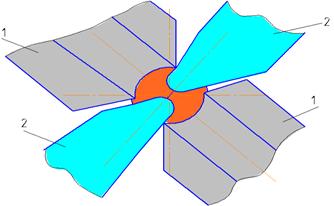
Рисунок 1.8 – Схема поздовжнього-гвинтового прокатування свердел: 1 – спинковий сектор; 2 – канавковий сектор
Даний спосіб у десятки разів перевищує за продуктивністю виробництво свердел методом фрезерування (1500-7500 шт. на зміну залежно від діаметра свердла). Один стан при прокаті свердел діаметром 5мм замінює 25 спеціальних фрезерних верстатів. У цей час освоєний прокат свердел з інструментальних сталей Р6М5, Р12 та ін. Лімітуючим чинником для вибору сталі під прокат є її пластичність в нагрітому стані. Для свердел діаметром до 12мм використовують сталь сріблянку, для свердел діаметром більше 12 - зварні заготовки.
Окрім підвищення продуктивності праці, метод поздовжньо-гвинтового прокату дає економію швидкорізальної сталі, оскільки відходи в цьому випадку мінімальні. Продуктивність прокатування свердла залежно від розміру становить: на стані АСПС при обробці свердел діаметром 1,8-3мм продуктивність 900-Л800 шт. год, на стані АСПС при обробці свердел діаметром 3 -5мм - 842-1100 шт. год, на стані ПОПС при обробці свердел діаметром 15 -25мм - 300-425 шт. год.
Можливе утворення гвинтових канавок методом поздовжньо-гвинтового прокату на заготовках кінцевих фрез, мітчиків та іншого інструмента. Зусилля прокату 2-7 тс залежно від розміру свердла.
Гаряче вальцювання
Гаряче вальцювання заготовок з подальшим завиванням гвинтових канавок застосовують у багатосерійному і масовому виробництвах для утворення гвинтових канавок, спинок і стрічок свердел на заготовках діаметром 13-55мм. Спосіб полягає в прокатуванні робочої частини заготовки свердла (нагрітої до температури кування 1050-1150 °С) між профільними валками, осі яких паралельні. Здавлювання на вальцекувальному стані проводиться послідовно між чотирма парами секторів із профілем змінного перетину. Кожна пара секторів поступово обтискає робочу частину заготовки. Після здавлювання в останній канавці на заготовці свердла утворюються прямі профільні канавки, спинки і стрічки. Після закінчення здавлювання заготовку, що остигла до температури 750-800 °С, завивають на спеціальному стані навивальними роликами.
Редукування
Для економії металу і підвищення продуктивності праці при виготовленні мітчиків розроблена технологія виготовлення заготовок методом пластичної деформації - редукуванням. Цей спосіб полягає у проштовхуванні пуансоном початкової заготовки, діаметр якої дорівнює діаметру робочої частини мітчика через редукуючий фільєр. Діаметр вічка фільєра повинен дорівнювати діаметру хвостової частини мітчика. При редукуванні збільшується загальна довжина заготовки. Процес редукування здійснюють на пресах, а для забезпечення найбільш високої продуктивності - на холодновисаджувальних автоматах.
Як заготовку застосовують сталь - сріблянку або холоднотянуту сталь, а також заготовки з гарячекатаної сталі, що шліфуються на безцентрово-шліфувальному верстаті. Редукування хвостової частини мітчиків з вуглецевої сталі У12А дозволяє знизити витрату сталі на 18% і загальну трудомісткість виготовлення - на 15%. При редукуванні заготовок мітчиків із швидкорізальної сталі зниження трудомісткості становить 24%, а собівартість скорочується на 12 %.
Заготовку розраховують, виходячи з суми обсягів робочої і хвостової частин мітчика.
Ротаційне обтискання
При виробництві заготовок застосовують метод ротаційного обтискання, або радіального кування, що також є різновидом обробки тиском. Суть процесу полягає в тому, що заготовка підлягає пресуванню або куванню в радіальному напрямку одночасно двома або декількома бойками (пуансонами). Завдяки поступовості деформації, що відбувається в умовах трибічного стиснення, в один прохід вдається отримати значний ступінь деформації без зруйнування заготовки з малопластичної швидкорізальної сталі.
Ротаційне обтискання проводять на спеціальних ротаційних пресах або на кривошипних пресах у спеціальних штампах. На рисунку 1.9 як приклад наведена схема штампа для формоутворення робочої частини (стружкових канавок) і квадрата хвостовика зварних машинно-ручних мітчиків. Заготовка 8 центровими отворами базується на нижньому 2 і верхньому кернах. При ході повзуна преса і стакана 3 вниз клини 4 і 5 тиснуть на бойки-пуансони 6 і 7, які здійснюють рух перпендикулярно до осі заготовки. Під штампування нагрівають тільки частину заготовки із швидкорізальної сталі (для сталі Р6М5 до 1050-1160 0С).
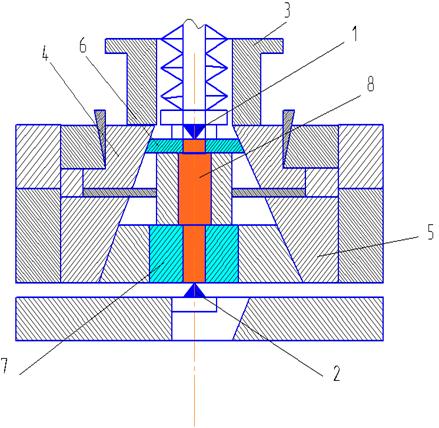
Рисунок 1.9 - Схема штампа для ротаційного формоутворення квадрата та робочій частині мітчика
Розділ 2
Механічна обробка заготовок інструмента
Обробка поверхонь тіл обертання та їх елементів
Токарну обробку насадного інструмента в дрібносерійному виробництві проводять на токарних верстатах загального призначення, в серійному виробництві - на револьверних верстатах ГА340, 1П365 та інших, на багатошпиндельних напівавтоматах 1А240П, 1265ПМ і 1А290П. Револьверні верстати застосовують для обробки порівняно складних за формою поверхонь. На рисунку 2.1 показана схема обробки насадної розвертки на токарно-револьверному верстаті. У багатосерійному виробництві використовують токарно-револьверні автомати одношпиндельні 1Б125, 1Б136.
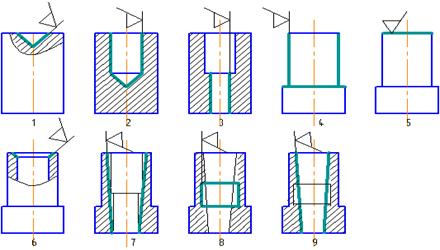
Рисунок 2.1 – Обробка заготовки насадної розвертки на токарно-револьверному верстаті: 1-центрування; 2-попереднє свердлення; 3-досвердлення отвору; 4- зовнішня обточка; 5-підрізування торця; 6-знімання фаски; 7-чорнова обробка конусного отвору; 8-розточування виточки; 9-кінцеве розгортання отвору
При серійному і масовому виробництвах корпусів збірних торцевих і дискових фрез діаметром 160мм і вище, черв'ячних фрез і довбачів доцільно застосовувати вертикальні напівавтомати послідовної дії 1К282 (діаметр до 250мм). На рисунку 2.2 наведена схема обробки черв'ячно-модульної фрези на восьми шпиндельному напівавтоматі.
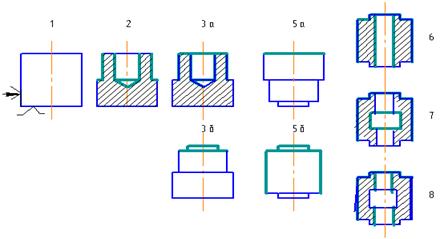
Рисунок 2.2 – Обробка заготовки черв’ячної фрези на
восьмишпиндельному напівавтоматі
При токарній обробці виконуються такі переходи: 1 - установка заготовок; 2 - свердлення отвору на довжину L і одночасне обточування зовнішньої поверхні на цю саму довжину; 3а і 3б - проточування торця і обточування бортика послідовно; 4 - поворот заготовки і досвердлювання отвору з одночасним проточуванням частини зовнішньої поверхні, що залишилася (на рисунку цей перехід не показаний); 5а і 5б - проточування другого торця і обточування другого бортика послідовно; 6 - розточування отвору; 7-розточування виточки; 8 - розгортання отвору.
Для заготовок інструментів, що отримуються безпосередньо з прутків, у серійному виробництві застосовують автомати одношпиндельні і багатошпиндельні загального призначення. Залежно від конструктивних особливостей інструментів (відношення довжини до діаметра, наявність виточок і т. д.), вимог до точності і серійності використовують автомати фасонного і поздовжнього точіння або при значних партіях виробів багатошпиндельні автомати. На цих верстатах проводять чорнове, чистове і фасонне обточування, підрізування, свердлення, зенкування, розгортання, нарізування різі і відрізування.
При поздовжній подачі прутка в комбінації з поперечною подачею двох, трьох супортів і більше на автоматі можна обробляти заготовки різної конфігурації. На фасонно-відрізних і фасонно-токарних автоматах обробляють прутки діаметром 2-20мм (мод. 1А10П - діаметр прутка до 6мм; мод. 1А12П - діаметр прутка до 12мм; мод. 1П16 - діаметр прутка до 16мм і т. д.). Для поздовжнього точіння ручних і машинно-ручних заготовок мітчиків діаметром до 14мм застосовують одношпиндельні автомати. Ручні мітчики діаметром 14-18мм доцільно обробляти на багатошпиндельних автоматах.
У дрібносерійному виробництві для токарної обробки кінцевого інструмента рекомендується застосовувати центрові токарні верстати загального призначення, в серійному виробництві - гідрокопіювальні верстати загального призначення КТ-60, КТ-61, КТ-61М і 1708 - для обробки заготовок діаметром більше 35мм. Для обробки заготовок меншого діаметра рекомендується застосовувати спеціальні гідрокопіювальні верстати, що мають менші габаритні розміри при значній потужності привода, підвищену жорсткість і підвищені швидкості допоміжних ходів. При виробництві інструмента застосовують токарно-копіювальний напівавтомат КТ-110, призначений для токарно-копіювальної обробки по круглому копіру в центрах або в патроні заготовок кінцевого інструмента діаметром 10- 50мм і завдовжки 100-350мм. Для підвищення продуктивності ці верстати потрібно оснащувати спеціальними повідцевими патронами, які при коротких циклах обробки дозволяють значно скорочувати час установки і зняття заготовки.
Механічна обробка хвостовиків і лапок
Конічні хвостовики з лапками у дрібносерійному виробництві обробляють на токарних верстатах за допомогою копіювальної лінійки (рисунок 2.3) або зміщенням задньої бабки
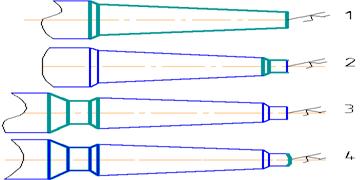
Рисунок 2.3 – Обробка хвостовика на токарно-гвинторізному верстаті
верстата. У серійному і багатосерійному виробництвах конічні хвостовики обробляють на спеціальних токарних напівавтоматах з гідрокопіювальним пристроєм (рисунок 2.4).
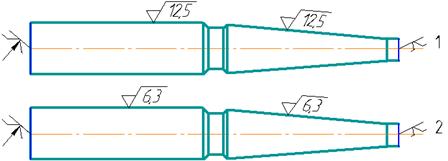
Рисунок 2.4 – Обробка інструмента на токарно-копіювальному верстаті: 1 – чорнова обробка; 2 – чистова обробка за шаблонами
Конічні хвостовики Морзе 1 і 2 обробляють на токарному напівавтоматі КТ-60, хвостовики Морзе 2 і 3 - на автоматах КТ-61; КТ-61М, а хвостовики Морзе 4 і 5 - на токарних автоматах МР-105. Для створення жорсткості при обточуванні хвостовика Морзе 1 і 2 рекомендується спочатку обточувати робочу частину, а потім, закріпивши її в патроні, обточувати хвостовик у два проходи.
У дрібносерійному виробництві ефективно застосовують токарну обробку на верстатах з ЧПК при виготовленні спеціального інструмента (довбачів, шеверів, протяжок, корпусів складального інструмента та ін.).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 |
