

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
6.1.8 Места расположения обязательных точек замеров при ультразвуковой толщинометрии стенок трубопровода и твердометрии, а также дефектоскопии сварных швов указаны на рисунках 5-9.
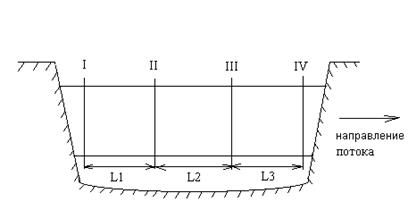 |
где: L1 = L2 = L3 = 650 мм
I - IV - зоны контроля УЗТ; II - зона контроля твердометрии.
Рисунок 5. Зоны контроля для трубопроводов диаметром более 159 мм
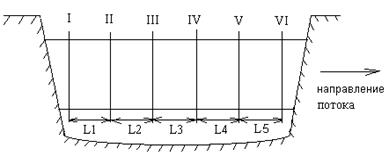
где: L1 = L2 = L3 = L4 = L5= 380 мм
I - VI - зоны контроля УЗТ; III - зона контроля твердометрии.
Рисунок 6. Зоны контроля для трубопроводов диаметром менее 159 мм
 |
где:
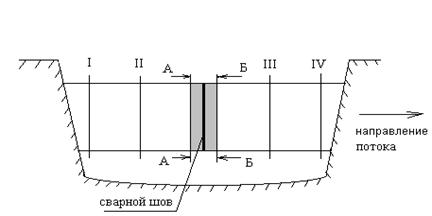
А – А и Б – Б - зоны контроля, требующие зачистки всей образующей поверхности металла пришовной кольцевой зоны, шириной вдоль оси трубопровода по 100 мм с каждой стороны шва.
Рисунок 7. Распределение зон контроля на участке трубопровода при наличии монтажных сварных стыков.
 |
где:
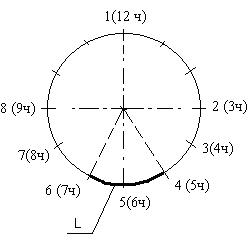
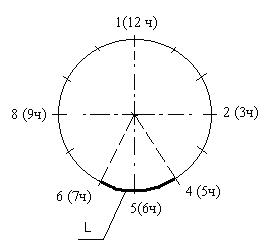
L – сектор, ограничивающий зачистку нижней образующей, шириной вдоль оси трубопровода не менее 100 мм. На секторе выполняется непрерывное сканирование толщины с отнесением минимальной толщины к т.5;
( 12ч, 3ч, …, 9ч ) – ориентация зон зачистки поверхности металла по ходу потока;
т.1, т.2, т.3, т.4, т.5, т.6, т.7, т.8 – места замеров УЗТ зон контроля I, II, III, IV с размером зоны зачистки поверхности металла 30 х30 мм для трубопроводов диаметром более 159 мм;
т.1,т.3(или 7),т.4,т.6 – места замеров твердометри зоны контроля II для трубопроводов диаметром более 159 мм.
Рисунок 8. Схема распределения точек а УЗТ и твердометрии для трубопроводов диаметром более 159 мм
где:
L – сектор, ограничивающий зачистку нижней образующей, шириной вдоль оси трубопровода не менее 100 мм. На секторе выполняется непрерывное сканирование толщины с отнесением минимальной толщины к т.5;
(12ч, 3ч, …, 9ч) – ориентация зон зачистки поверхности металла по ходу потока;
т.1, т.2, т.4, т.5, т.6, т.8 – места замеров УЗТ зон контроля I, II, III, IV, V, VI с размером зоны зачистки поверхности металла 30 х30 мм для трубопроводов диаметром менее 159 мм;
т.1,т.3(или 7),т.4,т.6 – места замеров твердометрии зоны контроля III трубопроводов диаметром менее 159 мм.
Рисунок 9. Схема распределения точек а УЗТ и твердометрии для трубопроводов диаметром менее 159 мм
6.1.9 На рисунках 5-9 указано минимальное количество сечений и точек замеров на обследуемом участке трубопровода. Количество замеров увеличивается в случае обнаружения дефектов до полного выявления дефектной зоны.
6.1.10 При обнаружении дефектов в шурфе необходимо проследить их протяженность. В случае если размеры шурфа не позволяют выполнить исследования, то выполняется дополнительное вскрытие трубопровода. Границы дефектной зоны считаются установленными, если на протяженности в 1 м от ее границ дефектов не обнаружено.
6.1.11 При завершении этапа полевых работ на трубопроводе (участке трубопровода) должен быть представлено предварительное заключение о техническом состоянии трубопровода по согласованной с УЭТ ДЗО форме, а также приложены копии документов с результатами УЗТ.
6.2 Перечень применяемых методов контроля
6.2.1 При диагностировании трубопровода в шурфах, на участках надземной и наземной прокладки трубопровода применяются следующие методы контроля [5]:
6.2.1.1 контроль состояния изоляционного покрытия трубопровода в шурфах и на открытых участках, включающий:
- визуальный контроль состояния покрытия;
- определение толщины покрытия;
- определение адгезии покрытия;
6.2.1.2 неразрушающий контроль сварных соединений и тела трубы, включающий:
- визуально-измерительный контроль;
- ультразвуковой контроль;
- капиллярный контроль;
- магнитопорошковый контроль;
- акустико-эмиссионный контроль;
- магнитометрический контроль;
6.2.1.3 ультразвуковую толщинометрию трубопровода;
6.2.1.4 исследование химического состава;
6.2.1.5 механические испытания образцов труб;
6.2.1.6 металлографические исследования;
6.2.1.7 твердометрию.
6.2.2 Перечень необходимых методов контроля для каждой из пяти Программ диагностирования в зависимости от категории риска эксплуатации трубопровода устанавливается в соответствии с требованиями таблицы 2 настоящих МУ.
6.2.3 Для контроля качества металла и сварных швов для трубопроводов средней, высокой, очень высокой категории риска (Программы работ №№2-4) при возможности проведения должна назначаться внутритрубная диагностика.
6.2.4 При техническом диагностировании подводных переходов промысловых трубопроводов должны проводиться водолазные обследования, инженерно-геологические работы в соответствии с требованиями РД 39-30-1060-84 «Инструкция по обследованию технического состояния подводных переходов магистральных нефтепроводов» [25].
6.3 Требования к применяемым методам контроля
6.3.1 Требования к проведению контроля качества изоляционного покрытия трубопровода.
6.3.1.1 Контроль качества наружного изоляционного покрытия трубопровода в шурфах и на участках надземной и наземной прокладки трубопровода проводится в соответствии с требованиями ГОСТ Р 51164-98 [31].
6.3.1.2 При контроле качества изоляционного покрытия необходимо выполнить ВИК изоляции в шурфах и установить тип изоляционного покрытия, его конструкцию и толщину, характер и размеры повреждений изоляции, а также адгезию изоляции к поверхности трубы.
6.3.1.3 Визуальный осмотр изоляционного покрытия проводится по всей длине участка трубопровода, доступного для контроля. Изоляционное покрытие должно быть сплошным, не иметь механических повреждений.
6.3.1.4 Толщина защитного покрытия контролируется неразрушающими методами с помощью толщиномеров, позволяющих измерять толщину с точностью 0,1 мм.
6.3.1.5 Проверку толщины защитного покрытия трубопровода проводят в четырех точках одного сечения. Значения толщины изоляционного покрытия должны соответствовать требованиям ГОСТ Р 51164-98 [31].
6.3.1.6 Измерения адгезии покрытия к металлу трубы проводятся с помощью адгезиметров в четырех точках одного сечения по усилию, установленному для соответствующего изоляционного покрытия ГОСТ Р 51164-98 [31].
6.3.2 Требования к проведению визуально-измерительного контроля трубопровода
6.3.2.1 Визуально-измерительного контроль трубопровода выполняется до проведения контроля другими методами в соответствии с требованиями РД 03-606-03 [17].
6.3.2.2 Для проведения визуально-измерительного контроля на контролируемом участке производится удаление изоляционного покрытия и очистка всей поверхности тела трубы. Визуально-измерительному контролю подвергается вся поверхность контролируемого участка трубы.
6.3.2.3 Визуальный контроль выполняется невооруженным глазом или с помощью лупы. Увеличение лупы при обследовании основного материала и сварных соединений должно быть не менее чем 4-х кратное.
6.3.2.4 При визуально-измерительном контроле выявляются наружные дефекты основного металла и определяются размеры выявленных дефектов (задиры, забоины, царапины, риски, деформации, трещины, вмятины, прогибы, коррозионные повреждения, изменения исходной формы, или косвенные признаки дефектов и отказов (утечки, запах, "потения" материала – выступания на наружной поверхности трубопроводов капель жидкости).
6.3.2.5 При визуально-измерительном контроле сварных соединений труб определяются их геометрические размеры и отсутствие поверхностных дефектов шва.
6.3.2.6 При обнаружении дефектов, размеры которых не определяются измерительным контролем, обследуемые участки должны быть подвергнуты контролю другими неразрушающими методами.
6.3.2.7 Результаты визуально-измерительного контроля оформляются в соответствии с требованиями РД 03-606-03 [17].
6.3.3 Требования к проведению ультразвукового контроля металла и сварных швов трубопровода.
6.3.3.1 Ультразвуковой контроль сварных соединений и металла труб проводится в соответствии с ВСН 012-88 [61]. Параметры контроля устанавливаются в соответствии с ГОСТ 14782-86 [27].
6.3.3.2 Целью проведения ультразвукового контроля является определение наличия и местоположения внутренних и наружных дефектов (трещин, непроваров, пор, шлаковых включений и др.) в сварных соединениях и металле труб.
6.3.3.3 В обязательном порядке ультразвуковой контроль металла труб проводится:
- в местах обнаружения дефектов, выявленных другими методами неразрушающего контроля;
- в местах с обнаруженными локально-деформированными участками. В этом случае деформированную зону и прилегающую к ней зону недеформированного металла шириной 150 мм по периметру следует подвергать контролю на отсутствие трещин.
- по нижней образующей трубопровода зоны от 5 до 7 часов каждого сечения с применением сканирующих ультразвуковых приборов.
6.3.3.4 Ультразвуковому контролю подвергается 100% длины сварного шва (кольцевого, продольного), находящегося в шурфе или на открытом участке трубопровода. Количество сварных швов, подвергаемых УЗК на открытых участках трубопровода, должно быть не менее двух на участке длиной 500 м.
6.3.3.5 При исследовании кольцевых сварных швов следует проверять и примыкающие продольные швы на протяжении не менее 250 мм от пересечения сварных швов.
6.3.3.6 Применяемая аппаратура должна отвечать требованиям ГОСТ 23049, ГОСТ 26266-90 [35], иметь сертификат о внесении в Госреестр средств измерений РФ и свидетельство о плановой метрологической поверке.
6.3.3.7 Настройка и проверка чувствительности должна производиться на аттестованных стандартных образцах. Все действия по настройке и контролю должны быть документированы.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 |
