

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Станция газификации предназначена для отбора жидкого диоксида углерода, превращения его в газообразное состояние и поддержания постоянного давления. Перед подачей в производство СО2 подогревается в теплообменниках паром с давлением около 0,2 МПа или горячей водой с температурой 50-60 0С.
9.4. Способы и оборудование для сатурации. Потери диоксида углерода
Насыщение воды диоксидом углерода происходит в сатураторах различного типа.
Для сатурации воды используют один или несколько из следующих способов:
- размешивание воды с барботируемым в ней диоксидом углерода;
- распыление воды в атмосфере углекислого газа;
- пропусканием по насадке с развитой поверхностью, например по кольцам Рашига или гофрированным поверхностям, навстречу движению СО2;
- смешиванием воды с газом в водоструйных эжекторах (сатуратор АСК).
В зависимости от способа насыщения воды сатураторы разделяют на смесительные (объемные сатураторы, например, С-3), распылительные (сатуратор СНД) и комбинированные (сатураторы непрерывного действия С-30, С-30 М, АСМ).
Рабочее давление СО2 при насыщении 0,3-0,7 МПа. Перед насыщением воду пропускают через колонку деаэрации, в которой создается вакуум.
При сатурации воды происходят большие потери СО2, при норме содержания углекислоты в напитке 4 кг/100 дал, нормативный расход составляет 19 кг/100 дал.
Источники потерь СО2:
- неплотные соединения трубопроводов;
- остаток в баллонах (2-5 %);
- перепады давления в системе;
- повышенная температура воды;
- наличие растворенного в воде воздуха;
- СО2, удаляемый в атмосферу при сдувке из магистрали и выпуске из сатуратора газо-воздушной смеси (до 40 %).
9.5. Сравнительные характеристики способов розлива напитков
Розлив безалкогольных напитков производится на автоматических линиях розлива, состав которых аналогичен линиям розлива пива.
Основная особенность розлива безалкогольных напитков заключается в том, что он может производиться двумя способами.
Первый способ – с раздельным дозированием в бутылку купажного сиропа и газированной воды. В этом случае купажный сироп из сборника-мерника поступает в дозировочный автомат, который входит в линию розлива, откуда дозируется по 100 см3 в бутылки вместимостью 0,5. Температура купажного сиропа 8-10 0С, при меньшей температуре высокая вязкость сиропа, при большей – может происходить вспенивание и дегазация напитка. Затем бутылки с купажным сиропом доливаются газированной водой на разливочно-укупорочном блоке в изобарических условиях и перемешиваются в смесителе.
Такой способ не позволяет получить напиток высокого качества по нескольким причинам:
- невозможно достичь постоянства физико-химических показателей напитка в каждой бутылке из-за ошибок при дозировании сиропа и доливе воды (вспенивание, выброс содержимого бутылок и т. п.);
- газированная вода смешивается с негазированным сиропом, в результате уменьшается общая концентрация СО2 в напитке, обычно она не выше 0,35 %;
- происходит дополнительное инфицирование напитка при контакте сиропа с воздухом на пути от дозировочного к разливочному автомату, из-за слабой карбонизации напитка, при контакте с нестерильной прокладкой кронен-пробки напитка при его перемешивании;
- необходимо в линии розлива иметь дополнительное оборудование: дозировочный и смесительный автоматы.
Второй способ розлива – синхронно-смесительный, позволяет устранить ряд недостатков выше указанного способа.
Синхронно-смесительный способ осуществляется двумя путями:
1. газированная вода смешивается в смесительном бачке с негазированным купажным сиропом и напиток подается на розлив;
2. деаэрированная и охлажденная вода смешивается с купажным сиропом или его отдельными компонентами, полученная смесь насыщается диоксидом углерода и поступает на розлив. Этот вариант более предпочтителен, так как позволяет достичь наибольшей степени насыщения напитка СО2.
По первому варианту работают отечественные синхронно-смесительные установки РЗ-ВНС –1 и РЗ-ВНС-2 производительностью соответственно 3 и 6 тыс. дм3/час. По второму варианту – установка Б2-ВРР/6 производительностью 13800 дм3/час. Схема установки Б2-ВРР/6 приведена на рис. 21.
Вода, охлажденная в пластинчатых охладителях 1 до температуры 4 0С, подается в деаэратор 2, где создается вакуум с помощью вакуум-насоса 4. Деаэрированная вода направляется в сборник 6, купажный сироп из купажного отделения поступает в сборник 8. Сборники оснащены поплавковыми регуляторами уровня. Дозировочный агрегат плунжерного типа 7 одновременно из сборников 6 и 8 подает в нужных соотношениях сироп и воду в смесительный бачок 9. Частично перемешанная смесь из бачка 9 поступает в колонки насыщения 10, где, стекая тонкой пленкой по гофрированным поврхностям, окончательно перемешивается и насыщается диоксидом углерода. Готовый напиток по трубопроводу 11 передается в расходный сборник 14, а оттуда к разливочному автомату.
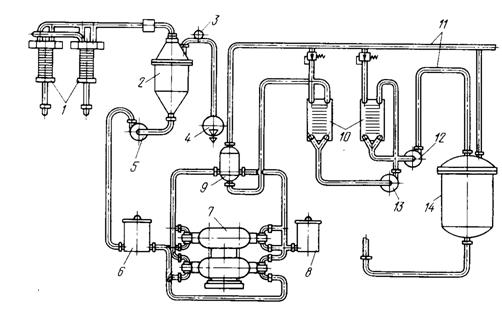
Рисунок 21 - Схема синхронно-смесительной установки Б2-ВРР/6
1 – охладитель воды; 2 – колонка деаэрационная; 3 – вакуумметр; 4 – вакуум-насос; 5,12,13 – насосы для перекачивания воды и напитков; 6 – сборник воды; 7 – дозировочный агрегат; 8 – сборник купажного сиропа; 9 – смесительный бачок; 10 – колонки насыщения напитка СО2; 11 – трубопровод готового напитка; 14 – расходный сборник готового напитка.
Зарубежные установки, в которых диоксидом углерода насыщают смесь деаэрированной воды и купажного сиропа, имеют названия Paramix, Nollmix, Mixmat S и др.
В настоящее время розлив напитков производится на автоматических линиях производительностью 1500, 3000, 60000, 12000, 18000, 24000, 36000, 48000 и 60000 бутылок в час (для бутылок вместимостью 0,5 дм3).
В состав линий розлива должно входить оборудование для извлечения бутылок из ящиков; мойки бутылок, фасования продукции; контроля наполненных и укупоренных бутылок, этикетирования бутылок с продукцией; межоперационного транспортирования ящиков; укладывания бутылок в ящики. В линиях большой производительности, выше 12000 бутылок в час, дополнительно предусматриваются еще ряд операций, увеличивающих уровень механизации процесса розлива: распакетирование и расшабелирование ящиков с бутылками; расштабелирование и штабелирование поддонов; мойка ящиков; подача укупорочных средств к укупорочным автоматам; обсушивание наружной поверхности бутылок; укладка бутылок в короба; упаковка бутылок в термоусадочную пленку; обандероливание и оформление коробов; штабелирование и пакетирование ящиков с наполненными бутылками; пакетирование картонных коробов с бутылками и др.
В настоящее время в отрасли появилась потребность в линиях меньшей производительности: 500, 1000, 2000 бутылок в час, в новых видах оборудования. При использовании необоротной и нестандартной тары линии оснащаются машинами для ополаскивания бутылок и продувки их стерильным воздухом. В состав современных линий включается оборудование для автоматического контроля чистоты бутылок и бракеража продукции, нанесения даты на корпус бутылки или колпачок и др.
Отечественными производителями оборудования розлива производятся линии для розлива безалкогольных напитков марки Е6-ВБО-1,5; КО1 (1500 бут./час); Б2-ВРШ-3, Б2-ВРШ-6, Б2-ВРШ-12 (производительностью соответственно 3000, 6000 и 12000 бут./час), Б3-ВРН (24000 бут/час).
9.6. Особенности розлива напитков в ПЭТ-бутылки
Розлив напитков в бутылки из полиэтилентерефталата (ПЭТ) получил в последние годы наибольшее распространение. Бутылки из ПЭТ имеют меньшую массу, чем стеклянные, более прочны, не создают шума при розливе. К недостаткам ПЭТ-бутылок относится газопроницаемость, вследствие чего в бутылку посредством диффузии проникает кислород и удалятся диоксид углерода. Этот процесс не зависит от разности давлений, при этом за счет окислительных процессов ухудшается качество напитков. ПЭТ-бутылка также может сорбировать ароматические вещества, что обусловлено губчатой структурой материала. До настоящего времени в нашей стране не решена проблема утилизации таких бутылок.
За рубежом эти проблемы решаются путем увеличения степени кристаллизации полиэтилентерефталата. При этом уменьшается газопроницаемость материала бутылок, повышается устойчивость к нагреванию. Такие бутылки могут применяться для многоразового использования, а также для горячего розлива. Однако с повышением кристаллизации ПЭТ-бутылки становятся более хрупкими и менее прозрачными.
Лучшими барьерными свойствами обладают бутылки из ПЭН (полиэтиленнафталата), однако они дороже. Для снижения газопроницаемости на бутылки наносят слой углерода или окиси кремния.
В линию розлива в ПЭТ-бутылки, наряду с оборудованием, аналогичным линии розлива в стеклянные бутылки, входят ряд дополнительных машин:
- машина выдувная для изготовления бутылок вместимостью от 0,33 до 5дм3 из заготовок-преформ ;
- синхронно-смесительная установка для насыщения напитков СО2;
- ополаскивающий для обмыва бутылок изнутри с термовентилятором;
- машина фасовочно-укупорочная;
- установка упаковочная для укладки бутылок в пакет и упаковки в термоусадочную пленку;
- термопечь.
Транспортируются бутылки по линии с помощью пневмотранспортера, бутылки закрепляются кольцом на горлышке. Эксплуатируются также неполные варианты линий.
Контрольные вопросы и задания
1. Сформулируйте и обоснуйте требования к воде для безалкогольных напитков.
2. Предложите наиболее эффективные способы водоподготовки при использовании воды с высокой жесткостью, щелочностью, с повышенным содержанием железа и микробным обсеменением.
3. Какие факторы оказывают влияние на степень насыщения воды диоксидом углерода? Каким образом они учитываются в современных сатурационных установках при насыщении воды?
4. Какие способы хранения и подготовки сжиженного СО2 для сатурации используются на предприятиях небольшой мощности и крупных заводах безалкогольных напитков?
5. Дайте сравнительную оценку способов розлива напитков. С помощью какого способа можно получить более стойкий напиток с наибольшей концентрацией СО2 в напитке?
6. В чем заключаются особенности розлива напитков в ПЭТ-бутылки? Обоснуйте положительные и отрицательные стороны применения таких бутылок.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 |
