

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9.37. Контрольные сварные соединения должны быть идентичны контролируемым производственным соединениям и выполнены с полным соблюдением технологического процесса, применяемого при сварке производственных соединений или производственной аттестации технологии. Термообработка контрольных сварных соединений должна производиться с применением тех же методов нагрева и охлаждения и при тех же температурах, что и термообработка производственных стыков.
9.38. Контрольное сварное соединение должно быть проконтролировано в объеме 100% теми же неразрушающими методами контроля, которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены вновь в удвоенном количестве. Если при повторном неразрушающем контроле будут получены неудовлетворительные результаты, то общий контроль считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материалов, оборудование и квалификация сварщика.
9.39. Для контроля производственных сварных стыковых соединений согласно п.9.34б должно быть сделано, как минимум, одно контрольное соединение на все однотипные производственные соединения, выполненные каждым сварщиком в течение 6 мес. (в том числе разных заказов). После перерыва в работе сварщика более 3 мес. следует выполнять новое контрольное сварное соединение и подвергнуть его проверке в установленных объемах.
9.40. Размеры и качество контрольных соединений должно быть достаточным для изготовления комплекта образцов для испытаний. При этом минимальное количество образцов должно составлять указанному в табл. 25.
Таблица 25
Вид испытаний | Длина стыковых соединений | Для тавровых и угловых соединений |
1. Растяжение | 2 | - |
2. Изгиб | 2 | - |
3. Ударная вязкость (ударный изгиб) | 3 | - |
4. Металлографические исследования | 1 | 1 |
9.41. Механические испытания контрольных стыков труб поверхностей нагрева котлов с условным проходом менее 100 мм при толщине стенки менее 12 мм производят как на отдельных образцах, вырезанных из стыка в соответствии с табл. 25, так и на целых стыках со снятым усилением. В последнем случае испытание на изгиб заменяют испытанием на сплющивание. При этом металлографическое исследование выполняют на специально сваренных контрольных стыках.
9.42. Заготовку из контрольных стыков для изготовления образцов лучше вырезать механическим способом. Разрешается вырезать заготовки из стыков трубопроводов при толщине стенки 12 мм и более газопламенным способом. Окончательная форма образца – путем механической обработки без применения предварительной правки в холодном и горячем состоянии.
9.43. Для вертикальных контрольных стыков, сваренных без поворота трубы, заготовки образцов вырезают по схеме, приведенной на рис. 27. Для горизонтальных стыков можно применять любое расположение заготовок по окружности стыка.
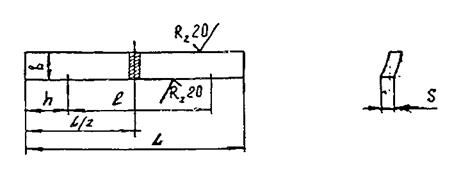
9.44. Форма и размеры образцов для механических испытаний должны соответствовать приведенным в ГОСТ 6996. Размеры плоских образцов, вырезанных из стыков труб для испытания на растяжение, приведены в табл. 26 (рис. 28).
Таблица 26
S | До 6 | 7-10 | 11-25 | Свыше 25 |
b (допуск | 15 | 20 | 25 | 30 |
b1, мм | 25 | 30 | 35 | 40 |
l, мм | 50 | 60 | 100 | 160 |
Длина захватной части образца h устанавливается в зависимости от конструкции испытательной машины; L = l + 2h.
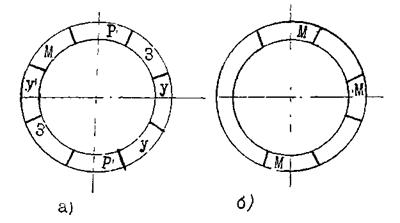
Рис. 27. Схема вырезки образцов из вертикальных
неповоротных контрольных стыков
а – стык труб котлов из углеродистых и низколегированных сталей; б – стык труб
котлов из углеродистых и низколегированных сталей при контроле только корневого
слоя шва, выполненного аргонодуговой сваркой; Р, З, У, М – заготовки образцов для
испытаний, соответственно, на растяжение, на загиб, на ударный изгиб и металлографические исследования
І. Плоских
а) тип ХІІ
б) тип ХІІІ.
ІІ. Трубчатых
|
|
а) | б) |
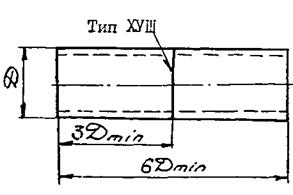
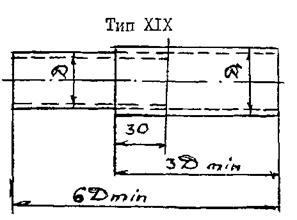
Рис. 28. Форма и размеры (мм) образцов для испытания
сварных соединений на растяжение
І. а – для тонкостенных труб (S<10 мм); б – для тонкостенных труб (S![]() 10 мм);
10 мм);
S – толщина металла; Д, Д1 – диаметры труб.
ІІ. а – для труб одинаковых диаметров; б – для труб разных диаметров
Тип XXVII, XXVIII
|
|
а) | б) |
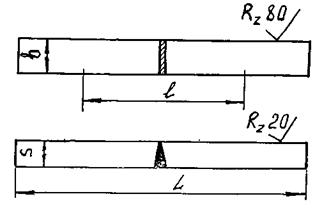
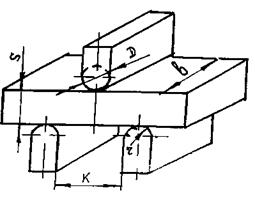
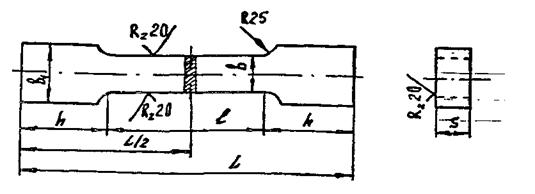
Рис. 29. Испытание на изгиб. Тип XXVII, XXVIII
а) – размеры образцов; б) – b = 1,5 S, но не менее 10 мм; l = L/3; Д = 2 S;
r = S, но не более 25 мм; К = 2,5 Д
|
|
а) | б) |
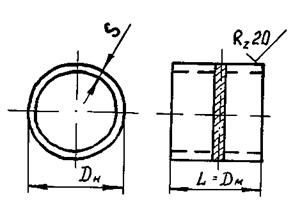
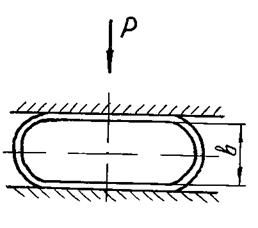
Рис. 30. Схема испытания и размеры образца на сплющивание
а – размеры образца; б) – схема испытания; Дн – наружный диаметр трубы;
L – длина образца; S – толщина стенки; b – просвет между стенками
9.45. Образцы для испытаний на растяжение и изгиб, вырезанные из контрольных стыков трубопроводов, при толщине стенки до 30 мм включительно, необходимо изготавливать на всю толщину основного металла. Усилие шва и остатки подкладных колец следует снимать заподлицо с основным металлом.
Снимать усиление у образцов, предназначенных для испытания на растяжение, необходимо поперек шва. При этом основной металл можно снять на всей рабочей части образца на глубину до 1 мм с каждой стороны. При изготовлении плоских образцов
(рис. 28) состругивание корня шва должно быть минимальным, позволяющим снять вогнутую поверхность образца и придать ему необходимую прямоугольную форму. Удаление корня шва при изготовлении образцов не разрешается.
9.46. Испытание на изгиб производят по схеме, показанной на рис. 29.
9.47. Схема испытания на сплющивание и размеры образца приведены на рис. 30.
9.48. Все механические испытания необходимо производить при комнатной температуре.
Результаты механических испытаний сварных соединений при комнатной температуре (20 ºС) должны удовлетворять следующим требованиям:
а) временное сопротивление при испытании однородных сварных соединений на растяжение должно быть не ниже минимального допустимого для основного металла. Для разнородных сварных соединений труб временное сопротивление разрыву должно быть не ниже минимального допустимого значения временного сопротивления разрыву менее прочной из свариваемых сталей;
б) при испытании на изгиб сварных соединений угол загиба должен быть не ниже значений, указанных в табл. 27;
в) при испытании сварных соединений (стыков труб с условным проходом менее 100 мм при толщине стенки менее 12 мм) на сплющивание просвет b, мм между внутренними стенками сварного стыка до появления первой трещины должен быть не более:
для труб котлов из углеродистой стали 10 b = 2S;
для труб котлов из углеродистой стали 20 и низколегированной, а также для разнородных сварных стыков труб из низколегированных сталей с углеродистой сталью 10 или 20
![]()
Таблица 27
Тип (класс) стали сваренных деталей | Номинальная толщина свариваемых деталей, S, мм | Угол изгиба при испытании на изгиб, град., не менее | Просвет между сжимаемыми поверхностями при испытании на сплющивание (не более), мм |
Углеродистые | До 20 включительно Свыше 20 | 100 (70) 80 | 4s - |
Марганцевые и кремнемарганцевые | До 20 включительно Свыше 20 | 80 (50) 60 | 5s - |
Хромомолибденовые и хромомолибденованадиевые | До 20 включительно Свыше 20 | 50 40 | 6s - |
9.49. Показатели механических свойств необходимо определять как среднее арифметическое результатов (по каждому виду испытаний для каждого контрольного сварного стыка). Общий результат испытаний считается неудовлетворительным, если результаты испытаний хотя бы одного из образцов ниже установленных норм: по временному сопротивлению разрыву и углу загиба – более чем на 10%.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
