

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
когда первый сварщик заваривает стык 3, второй приступает к сварке стыков 1 или 2, которые уже заварил первый сварщик на своей половине.
При сварке вертикальных стыков (рис. 16а) первый сварщик начинает сварку в точке А и ведет ее в направлении точки Б или Г, заваривая последовательно участки АБ и АГ своей половины стыка 3. Второй сварщик, отставая от первого на один-два стыка, заваривает участки ГВ и БВ также в направлении снизу вверх (стык 1). При сварке горизонтальных стыков (рис. 16,б) первый сварщик заваривает сразу свою половину стыка на участке БАГ (стык 3), а второй сварщик с разрывом один-два стыка заваривает другую половину стыка на участке ГВБ, накладывая шов в том же направлении, что и первый сварщик (стык 1). "Замки" участков швов должны быть смещены в соответствии с требованиями п.7.3.

Рис. 16. Порядок сварки (два сварщика I, II) вертикальных стыков труб
поверхностей нагрева, собранных в блоки
ВТОРОЙ СПОСОБ. (Рис. 17). На вертикальном стыке первый сварщик начинает сварку в точке А и ведет в направлении точки Б, где второй сварщик, находящийся с противоположной стороны трубы (блока), как бы перехватывает дугу, зажигая ее на жидкой сварочной ванне. Второй сварщик заваривает участок БВ, а в это время первый сварщик накладывает шов на участке АГ того же стыка; в районе точки Г второй сварщик вновь перехватывает дугу первого сварщика и заваривает последний участок ГВ. Горизонтальный стык сваривают по аналогичной схеме с той лишь разницей, что "перехват" дуги осуществляется 1 раз (в точке Б и Г), после того как первый сварщик заварит сразу половину периметра стыка. При тесном расположении труб предпочтительнее применять второй способ.
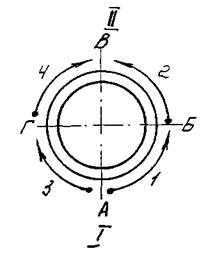
Рис. 17. Схема сварки (два сварщика I, II) вертикального стыка труб
поверхностей нагрева методом "перехвата дуги"
7.27. Вертикальные стыки труб поверхностей нагрева сваривает один сварщик участками по четверти периметра.
Чтобы уменьшить перелом труб в месте стыка за счет неравномерной усадки, участки необходимо сваривать в последовательности, указанной на рис. 18,а цифрами.
Горизонтальный стык один сварщик сваривает по схеме рис. 18,б. Наложение шва надо начинать со стороны, противоположной прихватке, и каждый последующий слой накладывать в направлении сварки предыдущего слоя, при этом "замки" швов должны быть смещены согласно требованиям, приведенным в п.7.3.
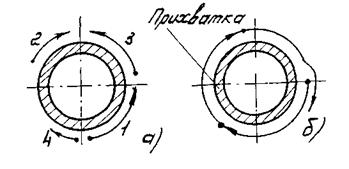
Рис. 18. Схема сварки (один сварщик) вертикального и горизонтального стыков труб
поверхностей нагрева:
а – вертикального стыка; б – горизонтального стыка
Прихватка фланцев, арматур и других деталей к трубам
7.28. Арматуру (вентили, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным соединением, следует приваривать с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующего диаметра и марки стали, а также требований п. п.7.1-7.9.
7.29. Плоские (дисковые) фланцы приваривают к трубе двумя угловыми швами – наружным и внутренним (приложение 8: У5, У7). Сначала накладывают наружный шов, затем – внутренний.
7.30. Приварку бобышек к трубопроводам производить электродами диаметром не более 3 мм. Марку электродов выбирать по данным табл. 9. При приварке бобышек к трубопроводу диаметром менее 219 мм необходим подогрев бобышки и трубы по всему периметру, при диаметре 219 мм и более подогреваются только трубы в районе приварки бобышки.
Приварка штуцеров (труб) к коллекторам котлов и трубопроводам
7.31. Конструкцию сварного соединения штуцеров (труб) с коллекторами и трубопроводами, если нет соответствующих указаний в технической документации завода изготовителя, следует принимать из приведенных на рис. 19 рекомендуемых вариантов с учетом местных условий. При внутреннем диаметре штуцера (трубы) 100 мм и более применяют конструкцию соединения, показанную на рис. 19,в, г, которые позволяют эффективно контролировать качество сварного соединения просвечиванием или ультразвуковой дефектоскопией.
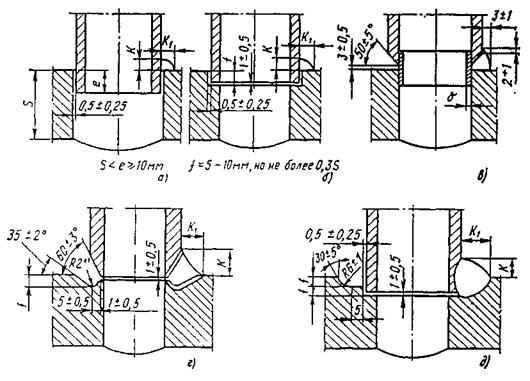
Рис. 19. Конструкции сварных соединений штуцеров (труб)
с коллектором и трубопроводом
7.32. Для прихватки и приварки штуцеров (труб) и коллекторов (трубопроводов) из углеродистой и кремнемарганцовистой стали нужно использовать электроды типа Э50А (табл. 1) диаметром не более 3 мм, а из стали 12Х1МФ – электроды типа Э-09Х1М (табл. 1).
7.33. Штуцер (трубу) в отверстие нужно устанавливать без натяга, с требуемым зазором между штуцером и очком. Прихватку штуцера (трубы) к коллектору (трубопроводу) следует производить в двух-трех точках швами длиной 10-15 мм. Не следует заранее устанавливать и прихватывать более трех штуцеров, которые приваривает один сварщик.
7.34. Порядок приварки штуцеров выбирают из условия обеспечения наименьших деформаций коллектора (трубопровода), для чего надлежит руководствоваться следующими положениями:
приварку штуцеров целесообразно выполнять одновременно двумя сварщиками при общем направлении их от середины коллектора к его краям;
приварку штуцеров в одном ряду необходимо производить через два-три штуцера;
если приварку выполняют одновременно два сварщика, первый ведет сварку по одному ряду слева направо. А второй – по соседнему ряду справа налево и т. д.
Во избежание перегрева штуцера каждый сварщик должен одновременно приваривать два или три штуцера, направляя поочередно на каждом штуцере один-два валика.
7.35. Приварку штуцеров (труб) необходимо производить многослойным швом. При приварке штуцеров (труб) из углеродистой и кремнемарганцовистой стали, а также штуцеров (труб) из хромомолибденованадиевой стали с последующей термообработкой сварного соединения размеры катетов шва с допустимым отклонением ![]() должны быть (рис. 19):
должны быть (рис. 19):
размер катета, мм | до 5 | до 12 | >12 |
| +2 | +3 | +5 |
7.36. Прихватку штуцеров или непосредственно труб поверхностей нагрева к коллекторам или трубопроводам без последующей термообработки угловых сварных соединений разрешается производить при соблюдении следующих условий:
а) коллектор (трубопровод) или привариваемые штуцера (трубы) изготовлены из углеродистой или кремнемарганцовистой стали, при этом толщина стенки коллектора (трубопровода) из кремнемарганцовистой стали не должна превышать 40 мм, а диаметр штуцера (трубы) – 108 мм.
Допускается приварка не более двух штуцеров диаметром 159 мм к коллектору.
б) коллектор (трубопровод) или привариваемые штуцера (трубы) изготовлены из стали 12Х1МФ, при этом штуцер имеет диаметр не более 60 мм, а толщина его стенки – 10 мм, расстояние между осями привариваемых штуцеров – не менее 150 мм. Твердость металла – не выше 195 НВ.
7.37. Приварка штуцеров (труб) из хромомолибденованадиевой стали к коллекторам (трубопроводам) без последующей термообработки угловых сварных соединений должна производиться швом из шести-семи валиков с соблюдением следующих требований
(рис. 20):
угол между поверхностями шва и штуцера должен быть не менее 150 ºС, катет шва на коллекторе – не более 14 мм, на штуцере – 17-22 мм. Форму и размеры шва рекомендуется проверять с помощью шаблона;
валик 3 следует накладывать как отжигающий, т. е. расстояние от его края до места перехода шва к поверхности коллектора должно составлять 2-3 мм;
переход от шва к штуцеру должен быть плавным радиусом не менее 3 мм.
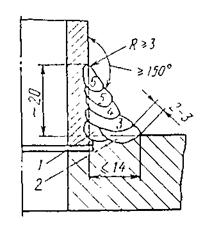
Рис. 20. Схема расположения валиков и размеры шва приварки
штуцера (трубы) к коллектору (трубопроводу) без
последующей термообработки;
1 – 6 – номера слоев
Ручная аргонодуговая сварка неплавящимся электродом
7.38. Данным подраздел распространяется на сборку и сварку неповоротных стыков труб диаметром менее 100 мм при толщине стенки не более 10 мм и корневого слоя шва труб при толщине стенки более 10 мм из сталей марок 10, 20, 15ГС, 16ГС, 17ГС, 17Г1С, 12МХ, 15ХМ, 12Х1МФ, при этом предусматривается два технологических варианта сварки:
а) сварной шов полностью выполняют аргонодуговой сваркой (при толщине стенки менее 4 мм;
б) сварной шов выполняют комбинированным способом (при толщине стенки 4 мм и более) при котором корневой слой сваривают ручной аргонодуговой сваркой, последующие слои – ручной электродуговой сваркой.
7.39. Схема поста ручной аргонодуговой сварки представлена на рис. 21.
7.40. Концы труб должны быть обработаны и собраны встык в соответствии с конструкциями разделок С2, С17, С19, С52 (приложение 8).
7.41. Собранные стыки прихватывают в одном или двух местах ручной аргонодуговой сваркой. Прихватку нужно выполнять с применением присадочной проволоки диаметром 1,6-2 мм той же марки, какая будет применяться для сварки данного стыка (табл. 3). При зазоре в стыке не более 0,5 мм прихватки можно выполнять без присадочной проволоки; стыки труб из сталей 10 и 20 всегда следует прихватывать с использованием присадочной проволоки. Размеры прихваточных швов и подогрев стыков при прихватке должны соответствовать требованиям п. п.6.26-6.29.
7.42. Ручную аргонодуговую сварку производят сразу после прихватки. При комбинированной сварке стыки, в которых заварен корневой слой, должны быть заварены полностью в течение этой же смены.
7.43. Сварку следует выполнять наиболее короткой дугой на постоянном токе (70-100А) прямой полярности вольфрамовым электродом диаметром 2-3 мм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
