

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Марка стали, стандарт | Содержание элементов, % | ||||||||
углерод | кремний | марганец | хром | молибден | ванадий | сера | фосфор | другие элементы | |
ТУ 14-1-1921-76 | Никель, медь | ||||||||
17ГС | 0,14-0,2 | 0,4-0,6 | 1,0-1,4 |
| - | - | 0,02 | 0,025 | " |
17Г1СУ | 0,15-0,2 | 0,4-0,6 | 1,15-1,55 |
| - | - | 0,02 | 0,025 | |
ГОСТ 19281-89 | |||||||||
17Г1С | 0,15-0,2 | 0,4-0,6 | 1,15-1,6 |
| - | - | 0,04 | 0,35 | " |
ТУ 14-3-460-75 | |||||||||
15ХМ | 0,10-0,15 | 0,17-0,37 | 0,4-0,7 | 0,8-1,1 | 0,4-0,55 | - | 0,025 | 0,035 | Никель 0,25, медь 0,2 |
ГОСТ 20072-74 | |||||||||
12МХ | 0,09-0,16 | 0,17-0,37 | 0,4-0,7 | 0,4-0,7 | 0,4-0,6 | - | 0,025 | 0,025 | Никель не более 0,3 |
ТУ 14-3-460-75 | 0,08-0,15 | 0,17-0,37 | 0,4-0,7 | 0,9-1,2 | 0,15-0,3 | 0,15-0,3 | 0,025 | 0,025 | Никель, медь – не более 0,25% каждого элемента |
Приложение 5
Рекомендуемое
Механические свойства сталей
Марка стали | Механические свойства при температуре плюс 20 ºС | |||
Временное сопротивление разрыву, | Предел текучести, | Относительное удлинение, | Ударная вязкость, Дж/см2 | |
Ст2сп | 333,5 | 225,6 | 32 | - |
Ст3сп | 372,8 | 245,3 | 26 | 78 |
Ст3пс | 372,8 | 245,3 | 26 | 78 |
08 | 324 | 196 | 33 | - |
10 | 333,5 | 196 | 31 | - |
20 | 412 | 2453 | 25 | - |
15ГС | 490 | 294,3 | 18 | 58 |
16ГС | 461,1 | 323,7 | 21 | 58 |
17ГС | 510 | 343 | 20 | - |
17Г1С | 510 | 355 | 23 | - |
15ХМ | 441,5 | 235,4 | 21 | 58 |
12МХ | 412 | 190 | 21 | 68 |
12Х1МФ | 441,5 | 255 | 21 | 58 |
Приложение 6
Рекомендуемое
Характеристика сварочной проволоки
Марка проволоки | Химический состав присадочной проволоки, % | |||||||
углерод | марганец | кремний | хром | никель | молибден | сера | фосфор | |
не более | ||||||||
Св-08ГС | до 0,10 | 1,40-1,70 | 0,6-0,85 | до 0,20 | до 0,25 | - | 0,025 | 0,03 |
Св-08Г2С | 0,05-0,11 | 1,80-2,10 | 0,70-0,95 | до 0,20 | до 0,25 | - | 0,025 | 0,03 |
Св-08ХМ | 0,06-0,10 | 0,35-0,60 | 0,12-0,30 | 0,90-1,20 | до 0,30 | 0,50-0,70 | 0,025 | 0,03 |
Св-08МХ | 0,06-0,10 | 0,35-0,60 | 0,12-0,30 | 0,45-0,65 | до 0,30 | 0,40-0,60 | 0,025 | 0,03 |
Св-08ХМФА | 0,06-0,10 | 0,35-0,60 | 0,12-0,30 | 0,90-1,2 | до 0,30 | 0,50-0,70 | 0,025 | 0,025 |
Св-08ГСМФА | 0,06-1,0 | 1,2-150 | 0,45-0,70 | 0,95-1,25 | до 0,30 | 0,50-0,70 | 0,025 | 0,025 |
Приложение 7
Рекомендуемое
Примеры приспособлений для сборки стыков труб
|
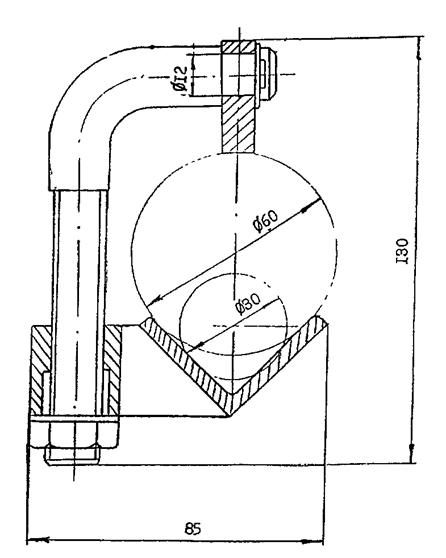
Рис. 1. Приспособление ЦТ-60 для центровки и сборки (изготовитель ПО "Спецмонтажконструкция") |
|
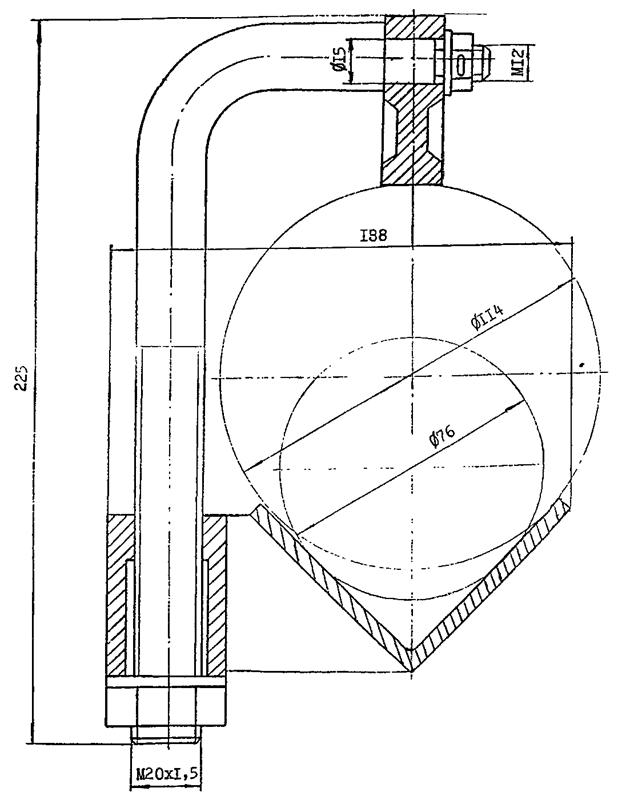
Рис. 2. Приспособление ЦТ-114 для центровки и сборки (изготовитель ПО "Спецмонтажконструкция") |
|
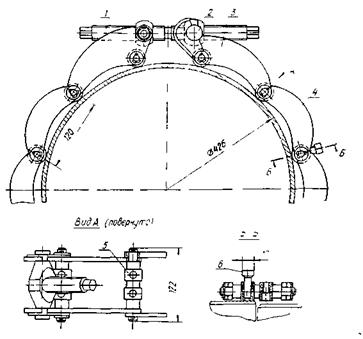
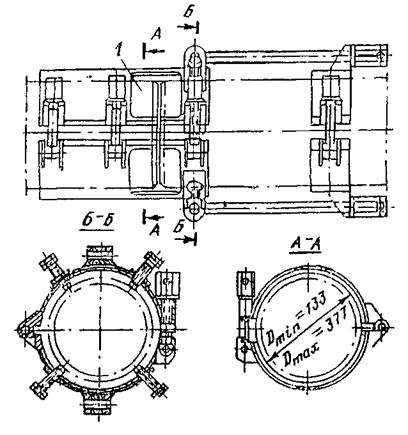
Рис. 3. Центратор ЦТ-426 для сборки труб диаметром 219-426 мм 1 – стяжной винт; 2 – гайка; 3 – конечное звено; 4 – звено; 5 – ролик; 6 – правильный винт |
|
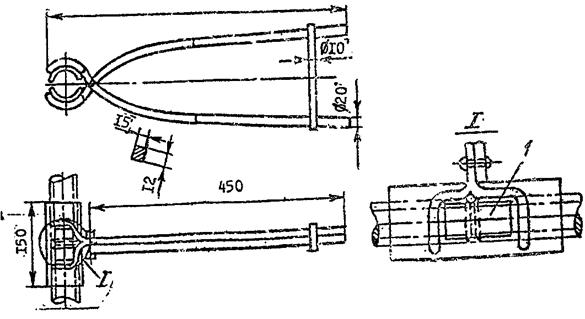
Рис. 4. Клещи для центровки труб диаметром 25-42 мм 1 – вырез в щеках 60х30 для прихватки стыкуемых труб |
|
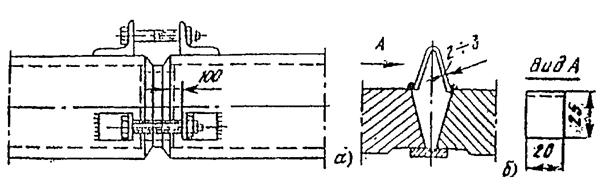
Рис.5. Приспособление хомутового типа для 1 – вырез в хомутах для наложения прихваток |
|
Рис. 6. Сборка на стяжных уголках (а) и компенсационных |
Приложение 8
Обязательное
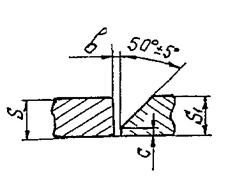
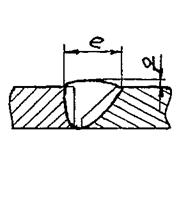
Конструктивные элементы и размеры подготовленных кромок и сварного шва
мм
Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | S=S1 | b | c | e | g | |||||
подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | |||
С8 |
|
| ЗП; | 3 | 1 | +0,5 | 0,5 | +0,5 | 8 | +2 | 1,5 | +1,5 -1,0 |
4 | 10 | |||||||||||
5 | 11 | |||||||||||
6 | 12 | |||||||||||
7 | 13 | +3 | ||||||||||
8 | 14 | 2,0 | +2,0 -1,5 | |||||||||
9 | 2 | 1,0 | ±0,5 | 16 | +4 | |||||||
10 | 18 | |||||||||||
12 | +1,0 | 20 | ||||||||||
14 | 22 | +5 | ||||||||||
16 | 25 | |||||||||||
18 | 27 | |||||||||||
20 | 29 | +7 |
Продолжение приложения 8

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
