

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7.44. Зажигание и гашение дуги следует производить на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона необходимо прекращать спустя 5-8 с после обрыва дуги и в течение этого времени подавать аргон на кратер для защиты ванны от воздействия воздуха.
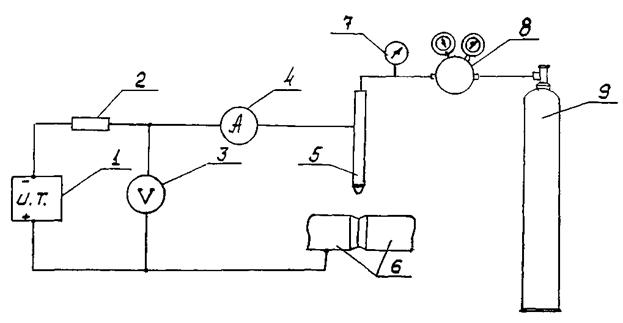
Рис. 21. Схема поста ручной аргонодуговой сварки при постоянном токе
1 – источник постоянного тока; 2 – реостат балластный; 3 – вольтметр
постоянного тока; 4 – амперметр постоянного тока; 5 – горелка;
6 – свариваемые трубы; 7 – расходомер; 8 – редуктор;
9 – баллон с аргоном
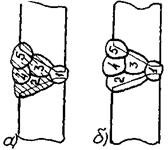
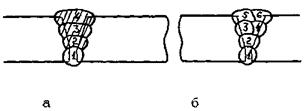
7.45. Высота слоя (валика) должна быть 2-3 мм. Примерное расположение слоев (валиков) по сечению шва показано в табл. 13.
Порядок наложения слоев (валиков) такой же, как при ручной дуговой сварке стыков труб аналогичного диаметра (рис. 10-15). Предпочтительно, чтобы сварку стыков труб поверхностей нагрева котла, собранных в блоки, выполняли одновременно два сварщика одним из способов, приведенных в п.7.26.
7.46. При комбинированном способе заполнения основной части разделки (после наложения корневого слоя ручной аргонодуговой сварки) производят электродуговой сваркой в соответствии с требованиями, изложенными в подразделе "Сварка труб поверхностей нагрева" (7.22-7.27).
Таблица 13
Толщина стенки трубы, мм | Вертикальный стык | Горизонтальный стык |
До 4* |
|
|
4-7 |
|
|
7-10 |
|
|
* При толщине стенки до 2 мм следует сваривать аргонодуговой сваркой в один слой
Примечание.
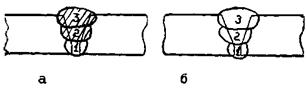
а – комбинированная сварка; б – ручная аргонодуговая сварка всего сечения
7.47. Взаимное расположение горелки и проволоки при сварке корневого слоя вертикального и горизонтального стыков показано на рис. 22. Проволока движется перед горелкой, которой одновременно с перемещением вдоль шва сообщают поперечные колебания амплитудой 3-4 мм. Присадочную проволоку вводят в ванну равномерно, перемещая ее впереди дуги. Конец проволоки подают в ванну равномерно, перемещая ее впереди дуги. Конец проволоки должен постоянно находиться в ванне расплавленного металла.
7.48. Направление и порядок сварки корневого слоя шва вертикального и горизонтального неповоротных стыков показаны на рис. 23. Последующий участок должен перекрывать предыдущий на 10-20 мм. Сварку следует вести обратноступенчатым способом при длине участка не более 250 мм.
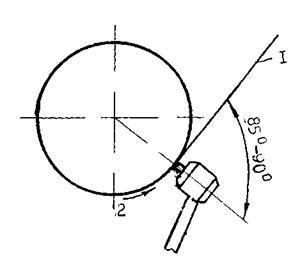
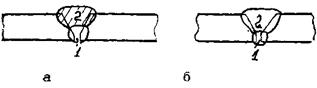
Рис. 22. Взаимное расположение горелки и присадочной проволоки при ручной
аргонодуговой сварке корневого слоя шва толстостенных труб
1 – присадочная проволока; 2 – направление сварки
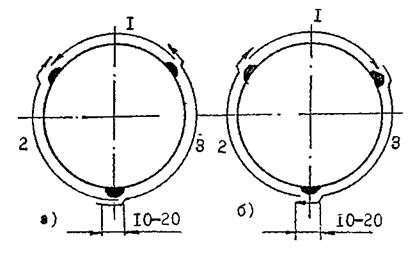
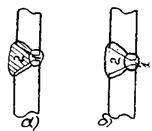
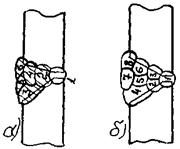
Рис. 23. Направление и порядок ручной аргонодуговой сварки корневого слоя
вертикального и горизонтального стыка
а – вертикальный стык; б – горизонтальный стык
7.49. Корневой слой, выполненный ручной аргонодуговой сваркой в стыке труб при толщине стенки более 10 мм, должен иметь высоту не менее 3 мм и плавные переходы к поверхности и к кромкам разделки.
Приварка подкладного кольца к трубе аргонодуговой сварки
7.50. Требования данного подраздела распространяются на стыки труб из углеродистых и низколегированных сталей с конструкциями разделок С19, С52 (см. приложение 8).
7.51. Остающееся подкладное кольцо следует плотно, но без натяга установить в трубу. Допускается зазор между кольцом и внутренней поверхностью труб не более 1 мм. Кольцо необходимо прихватить снаружи угловым швом длиной 15-20 мм, катетом 2,5-3 мм. Количество прихваток, равномерно расположенных по периметру: две – для труб диаметром до 200 мм, три-четыре – для труб большего диаметра. Прихватки накладывают присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Прихватку и приварку кольца к трубе производят без предварительного подогрева. Порядок наложения такой же, как при сварке корневого слоя неповоротных стыков труб соответствующего диаметра и пространственного положения (п.7.28).
7.53. После прихватки подкладного кольца нужно произвести внешний осмотр для выявления возможных наружных дефектов и установления их размеров и формы.
Механизированная сварка проволокой сплошного сечения в углекислом газе
7.54. Механизированной сваркой в углекислом газе можно сваривать стыки труб из углеродистых и низколегированных сталей, а также обшивку котлов. Сварку труб ведут на остающихся подкладных кольцах или без них (см. приложение 8). При сварке без остающихся подкладных колец трубопроводов с толщиной стенки 1 мм и более корень шва необходимо выполнять аргонодуговой сваркой неплавящимся электродом.
7.55. Сборку и приварку стыков следует выполнять с соблюдением требований приведенных в разделе 6.
Необходимость и температуру подогрева необходимо определять в соответствии с данными табл. 9.
7.56. Прихваточные швы при сборке можно выполнять механизированной сваркой в углекислом газе или ручной дуговой сваркой электродами диаметром не более 3 мм.
Марку электродов и присадочной проволоки выбирают по марке основного металла в соответствии с требованиями табл. 1 и 3.
7.57. На стыках труб, собираемых без подкладных колец, число и размер прихваток должны соответствовать приведенным в табл. 10.
7.58. Неповоротные вертикальные стыки труб следует сваривать в последовательности, приведенной в п. п.7.17-7.18.
В вертикальных стыках без подкладного кольца корневой слой необходимо накладывать по схеме, приведенной на рис. 24.
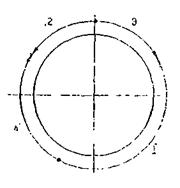
Рис. 24. Последовательность наложения корневого слоя в неповоротном стыке
без подкладного кольца
7.59. Сварку неповоротного вертикального стыка выполняют при положении горелки "углом вперед" (рис. 25).
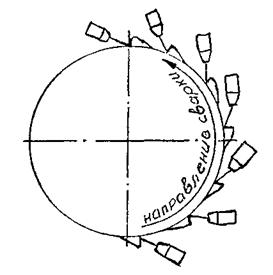
Рис. 25. Положение горелки при механизированной сварке
в углекислом газе вертикального неповоротного стыка
7.60. Горизонтальные неповоротные стыки труб сваривают в последовательности, указанной в п. п. 7.19, 7.20.
7.61. Высота (толщина) слоя или валика должна быть 5-6 мм. Примерное расположение слоев и валиков в поперечном сечении шва приведено на рис. 26.
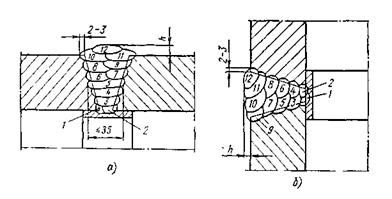
Рис. 26. Примерное расположение слоев и валиков по сечению шва вертикального (а)
и горизонтального (б) стыков труб с разделкой С19 (угол скоса 15ºС)
1-20 последовательность наложения участков шва
7.62. Неповотные вертикальные стыки труб диаметром до 219 мм следует сваривать на режиме:
Напряжение дуги, В | 19-20 |
Ток, А | 120-140 |
Диаметр проволоки, мм | 1,2 |
Расход углекислого газа, л/ч | 900-1200 |
Неповоротные вертикальные стыки диаметром более 219 мм сваривают два сварщика. Режимы сварки:
Диаметр проволоки, мм | 1,2 |
Расход углекислого газа, л/ч | 900-1200 |
I сварщик
Напряжение дуги, В | 19-20 |
Ток, А | 120-140 |
II сварщик
Напряжение дуги, В | 20-22 |
Ток, А | 140-180 |
7.63. Для сварки следует применять сварочную проволоку Св-08Г2С.
7.64. Перед возбуждением дуги зону сварки обдувают углекислым газом. Расстояние от сопла до поверхности трубы должно быть не более 25 мм.
7.65. Сварку выполняют короткой дугой.
В процессе сварки рабочий по возможности не должен обрывать дугу. В случае обрыва дуги кратер и прилегающий к нему участок шва на расстоянии не менее 15 мм должен быть очищен от шлака. Возбуждение дуги после перерыва следует производить на ранее заваренном участке шва, на расстоянии 10-15 мм от кратера.
7.66. По окончании сварки обрывать дугу следует только после заполнения кратера. Кратер необходимо обдувать углекислым газом в течении 5-10 с, пока не застынет металл.
Сварка разнородных сталей
7.67. В данном подразделе даются общие рекомендации по сварке стыков труб из сталей разного либо одного структурного класса, но разных марок. Сварку таких стыков следует выполнять ручным дуговым или аргонодуговым способом с соблюдением технологических требований, изложенных в данном разделе (в соответствующих подразделах см. п.7.11-7.21, 7.38-7.53).
7.68. Конструкцию сварного соединения следует выбирать из приложения 8.
7.69. Если стык сваривают на остающемся подкладном кольце, то оно изготавливается из менее легированной стали или из стали того же структурного класса, к которому принадлежит металл корня шва.
7.70. Марку присадочного металла (электродов и проволоки) выбирают по табл. 14.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
