

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см2) клеймо можно направлять электросваркой.
Ручная дуговая сварка трубопроводов
7.11. Марку электродов следует выбирать в соответствии с рекомендациями табл. 1.
7.12. Стыки труб с толщиной стенки более 3 мм следует сваривать электродами диаметром:
корневой слой шва – не более 2,5-3 мм;
последующие слои – 3-4 мм.
7.13. Для выполнения корневого слоя труб и деталей из хромомолибденовых и хромомолибденованадиевых сталей, собираемых на остающихся подкладных кольцах, могут быть использованы электроды ЦУ-5, ЦУ-10, УОНИ-13/45, ТМУ-21У, ТМЛ-1У диаметром 2,5-3 мм.
7.14. Примерные значения тока при сварке в нижнем положении шва в зависимости от диаметра и типа покрытия электрода приведены в табл. 11. При вертикальном и потолочном положении шва ток должен быть уменьшен на 10-20%.
Таблица 11
Покрытие электродов | Диаметр электрода, мм | Сварочный ток, А |
Флористо-кальциевое (основное): | ||
УОНИ-13/45, УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦЛ-39, ТМЛ-3У, ТМЛ-ІУ, ЦУ-2ХМ, АНО-ТМ, АНО-31 | 2,5 | 70-90 |
3 | 90-110 | |
4 | 120-170 | |
Рутил-карбонатное: | ||
МР-3, АНО-4, ВМ-12 | 3 | 90-130 |
4 | 140-190 | |
Рутил-целлюлозное: | ||
АНО-29М, АНО-21 | 2,5 | 50-100 |
3 | 60-140 | |
4 | 180-200 |
7.15. При сварке вертикальных стыков трубопроводов из углеродистых сталей высота каждого слоя (валик) должна составлять 6-10 мм, ширина одного слоя – не более 35 мм.
При сварке горизонтальных стыков трубопроводов высота валика должна составлять 4-6 мм, ширина – не более – 8-14 мм.
7.16. Неповоротные (вертикальные и горизонтальные) стыки труб диаметром 219 мм и более, в зависимости от диаметра труб, могут сваривать одновременно два, три или четыре сварщика. В этом случае необходимо принять меры от брызг расплавленного металла и шлака.
Стыки труб из углеродистой стали при толщине стенки до 25 мм независимо от диаметра может сваривать один сварщик.
7.17. Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Сварку слоя в потолочной части стыка следует начинать, отступив на 10-30 мм от нижней точки. Порядок наложения слоев при сварке труб диаметром до 219 мм показан на рис. 10а. Сварку первых трех слоев в швах стыков труб диаметром более 219 мм следует выполнять обратноступенчатым способом (рис. 10б); при этом длина каждого участка не должна превышать 200-250 мм. Длина участков последующих слоев может составлять половину окружности стыка.
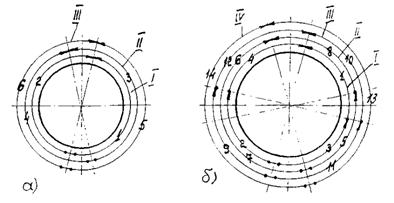
Рис. 10. Порядок наложения слоев при сварке вертикального неповоротного стыка
труб одним сварщиком
а) – для труб диаметром до 219 мм; б) – для труб диаметром более 219 мм;
1-14 – последовательность наложения участков слоев; I-IV – слои шва
7.18. Наложение валиков первого слоя, если сварку вертикального неповоротного стыка выполняют два сварщика, следует производить в следующем порядке (рис. 11):
первый сварщик начинает сварку от точки А и ведет к точке Б, а в это время второй сварщик сваривает участок от точки Г до точки В; далее первый сварщик (без перерыва) продолжает сварку от точки Б до точки В, а второй сварщик переходит к сварке участка от точки А к точке Г.
Второй и третий слои следует сваривать аналогично с учетом требований, указанных в п.7.17. Последующие слои можно накладывать участками длиной, равной половине окружности трубы. При сварке верхнего участка вертикальных неповоротных стыков трубопроводов из низколегированных теплоустойчивых сталей должны быть выдержаны требования, приведенные в п. п.7.16 и 7.15.
7.19. Горизонтальные стыки труб диаметром менее 219 мм сваривает один сварщик, соблюдая правила смещения "замков" в соседних слоях или участках (рис. 2а). Стыки труб диаметром более 219 мм (один сварщик) необходимо сваривать обратноступенчатым способом (рис. 12б, 13). Стыки труб диаметром 219-300 мм следует сваривать участками длиной, равной четвертой части окружности стыка; большего диаметра – участками длиной 200-250 мм.
7.20. Последовательность сварки первого (корневого) слоя горизонтальных стыков труб (два сварщика) в зависимости от диаметра труб приведена на рис. 13а. При диаметре труб менее 300 мм каждый сварщик заваривает одновременно участок длиной, равной половине окружности в диаметрально противоположных точках стыка (рис. 13а).
При диаметре туб 300 мм и более сварку первого слоя следует производить одноступенчатым способом по 200-250 мм (рис. 13б).
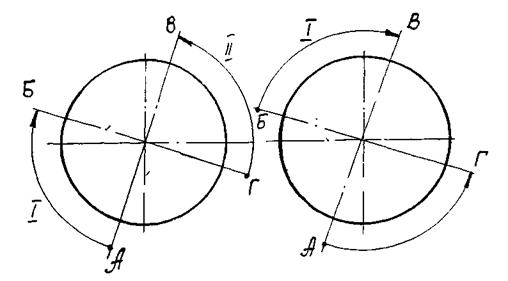
I, II – сварщики
Рис. 11. Порядок наложения валиков первого слоя шва при сварке вертикального
неповоротного стыка труб диаметром 219 мм и более (два сварщика)
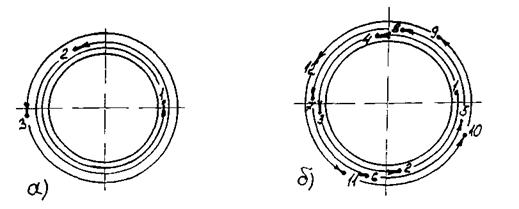
Рис. 12. Порядок наложения слоев (валиков) при сварке горизонтального стыка
одним сварщиком
а) – для труб диаметром до 219 мм; б) – для труб диаметром более 219 мм;
1-12 – последовательность наложения участков слоев
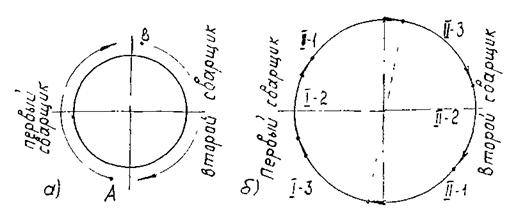
Рис. 13. Порядок наложения валика первого слоя шва горизонтального стыка труб
а – для труб диаметром до 300 мм; б) для труб диаметром 300 мм и более
7.21. Расположение валиков при сварке труб показано на рис. 14.
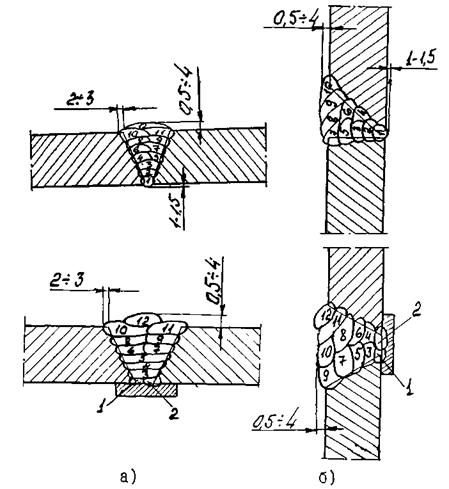
Рис. 14. Примерное расположение слоев и валиков по сечению шва при сварке вертикальных и горизонтальных стыков
а – сварка вертикального стыка; б – сварка горизонтального стыка
Сварка труб поверхностей нагрева котла
7.22. При сборке и сварке стыков труб необходимо соблюдать следующие требования:
стык необходимо собирать в приспособлении и прихватывать в одной или двух точках, расположенных в диаметрально противоположных местах;
сварку стыка, скрепленного одной прихваткой, нужно выполнять сразу после выполнения прихватки, при этом наложение корневого слоя необходимо начинать на участке, диаметрально противоположном прихватке;
до полного окончания сварки и остывания шва нельзя подвергать стык каким-либо механическим воздействиям;
прихватку и сварку стыков следует производить без предварительного подогрева независимо от марки стали труб;
для прихватки и сварки стыков труб при толщине стенки менее 3 мм рекомендуется применять электроды диаметром 2,5 мм при большей толщине – электроды диаметром не более 3 мм.
Разрешается производить прихватку аргонодуговой сваркой.
7.23. Сварочный ток должен быть минимальным, обеспечивающим нормальное ведение сварки и стабильное горение дуги (см. табл. 12).
Таблица 12
Диаметр электрода, мм | 2,5 | 3 |
Максимально допустимый ток, А | 90 | 110 |
7.24. Расположение слоев и валиков показано на рис. 15. Последовательность наложения слоев при сварке вертикального и горизонтального стыков труб поверхностей нагрева должна быть такой же, как при сварке трубопроводов диаметром до 219 мм (рис. 10а и 12а).
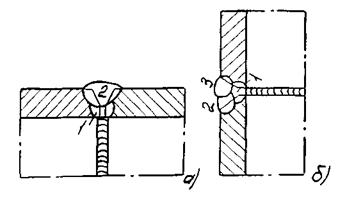
а – вертикальный стык; б – горизонтальный стык
Рис. 15. Примерное расположение слоев и валиков при сварке
труб поверхностей нагрева
7.25. Стыки труб поверхностей нагрева диаметром 30-83 мм могут сваривать один сварщик или одновременно два сварщика.
7.26. Сварку стыков труб поверхностей нагрева при укрупнительной сборке блоков выполняют одновременно два сварщика. Они располагаются с противоположных сторон блока, и каждый сваривает свою половину стыка. При этом пользуются одним из следующих способов.
ПЕРВЫЙ СПОСОБ. (Рис. 16). Сварщики, чтобы не мешать друг другу, выполняют сварку с разрывом в один-два стыка:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
