

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
4.11. Для аргонодуговой сварки в качестве неплавящегося электрода следует применять прутки лантанированного (ЭВЛ-10, ЭВЛ-20) или иттрированного (СВИ-1) вольфрама диаметром 2-3 мм по ГОСТ 23949.
4.12. Неплавящийся электрод перед работой должен быть заточен на конус. Угол конуса (![]() ) должен быть равен 28-30 ºС, длина конической части (L) должна составлять 5-6 диаметров электрода (Дэ). Конус после заточки должен быть притуплен, диаметр поступления (dn) равен 0,2-0,5 м (рис. 1).
) должен быть равен 28-30 ºС, длина конической части (L) должна составлять 5-6 диаметров электрода (Дэ). Конус после заточки должен быть притуплен, диаметр поступления (dn) равен 0,2-0,5 м (рис. 1).
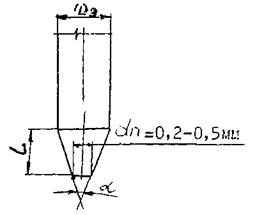
Рис. 1. Форма заточки вольфрамового электрода
4.13. Ручную аргонодуговую сварку неплавящимся электродом и механизированную в углекислом газе следует выполнять с применением сварочной проволоки, удовлетворяющей требованиям ГОСТ 2246.
Область применения сварочной проволоки для этих видов сварки приведена в
табл. 3.
Таблица 3
Свариваемая сталь | Ручная аргонодуговая сварка | Механизированная сварка в углекислом газе |
Ст2сп2, Ст3сп2, Ст3пс2, 10, 20 | Св-08ГС, Св-08Г2С | Св-08ГС, Св-08Г2С |
15ГС, 16ГС, 17ГС, 17Г1С | Св-08ГС, Св-08Г2С | Св-08ГС, Св-08Г2С |
12МХ, 15ХМ | Св-08ХМ, Св-08ХМ* | - |
12Х1МФ | Св-08ХМФА, Св-08МХ, Св-ХМ, Св-08ХГСМФА* | - |
* При сварке корневого слоя трубопроводов толщиной более 10 мм следует применять проволоку
Св-08Г2С, Св-08ГС.
4.14. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, марки, диаметра, номера плавки и химического состава проволоки. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, условного обозначения проволоки, номера партии, клейма технического контроля, удостоверяющего соответствие проволоки требованиям стандарта.
При отсутствии сертификата или бирки, а также в случае изменений в качестве проволоки, необходимо проверить ее химический состав.
Результаты проверки химического состава сварочной проволоки должны удовлетворять требованиям, указанным в рекомендуемом приложении 6.
При получении неудовлетворительных результатов химического анализа проводят повторный анализ на удвоенном числе проб.
При неудовлетворительных результатах повторного анализа проволока бракуется.
4.15. Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть окалины, масла, следов коррозии и других загрязнений.
Можно очищать проволоку, пропуская ее через устройство, заполненное сварочным флюсом, битым кирпичом, осколками наждачных кругов и войлочными фильтрами. Перед очисткой бухту проволоки рекомендуется отжечь при 150-200 ºС в течение 1,5-2 ч. Разрешается также очищать проволоку наждачной шкуркой или другим способом до металлического блеска.
При очистке проволоки, предназначенной для механизированной сварки, нельзя допускать резких изломов (переломов) проволоки, что может нарушить нормальный процесс механизированной подачи проволоки в зону сварки.
4.16. Каждая бухта (моток, катушка) легированной сварочной проволоки перед сваркой должна быть проверена стилоскопированием на соответствие содержания основных легирующих элементов требованиям, приведенным в рекомендуемом приложении 6.
4.17. В качестве защитного газа при ручной аргонодуговой сварке неплавящимся электродом следует применять аргон высшего, первого или второго сорта ГОСТ 10157.
4.18. Для механизированной сварки в углекислом газе в качестве защитного газа применяют сварочный углекислый газ высшего и первого сорта по ГОСТ 8050.
4.19. Перед использованием качество газа необходимо проверять в каждом баллоне. Для этого следует произвести наплавку валика длиной 100-150 мм на пластину или трубу и проверить внешним осмотром по ГОСТ 3242 поверхность наплавки и излома шва. При наличии пор в шве газ, находящийся в данном баллоне, бракуют.
5. Сварочное оборудование
5.1. Для выполнения сварочных работ комплектуются следующие посты:
а) ручной электродуговой сварки;
б) ручной аргонодуговой сварки;
в) механизированной сварки.
5.2. Колебание напряжения в сети не должно превышать ![]() 5%. В этой связи целесообразно питание сварочных постов осуществлять от отдельного фидера.
5%. В этой связи целесообразно питание сварочных постов осуществлять от отдельного фидера.
5.3. Ручную электродуговую сварку рекомендуется выполнять от источников постоянного тока (ВД-306, ВД-401, ВДМ-1001 и т. д. с крутопадающей характеристикой).
5.4. Ручную аргонодуговую сварку следует производить на постоянном токе прямой полярности от источников с падающей вольт-амперной характеристикой. Источники тока с жесткой вольт-амперной характеристикой могут быть использованы только совместно с балластными реостатами.
5.5. Для понижения давления аргона и поддержания его постоянным следует применять аргоновые редукторы с показывающими расходомерами марок АР-10, АР-40 или Ар-150 по ТУ 25-05-196-74, а также кислородный баллонный редуктор ДКМ-1-70 по ТУ 26-05-251-71 с ротаметром марки РС-3. Рекомендуются горелки марки ЭЗР-5-2 (на ток до 80 А), ЭЗР-3 (на ток до 150 А), а также горелки АГМ-203, АРЮ-2М и др.
5.6. Для понижения давления углекислого газа и поддержания его постоянным необходимо применять понижающие редукторы У-30 по ГОСТ 13861. Допускается применение кислородных редукторов.
5.7. Механизированную сварку в углекислом газе следует выполнять от источников постоянного тока (ВС-300, ВДУ-506 и т. п.).
5.9. Для механизированной сварки можно применить полуавтоматы типа: А-825, А-1230М, А-547 и др.
5.10. Для прокалки сварочных материалов применять печи СНО-5.5.5/5-ИП, СШ-400М и подобные, оснащенные терморегуляторами.
На рабочем месте сварщики должны быть обеспечены термопеналами Т-1.
6. Требования к подготовке трубопроводов под сварку
Подготовка деталей к сварке
6.1. Все поступающие на монтажную площадку блоки, трубы и детали должны быть до начала сборки проведены мастером или другим ответственным лицом на наличие клейм и маркировки.
6.2. При дожде, ветре и снегопаде все работы следует выполнять при условии надлежащей защиты рабочих мест.
6.3. Сборку стыков труб, а также труб к штуцерам коллекторов и барабанов следует производить в последовательности, обеспечивающей свободный доступ к стыкам для сварки и контроля качества швов, а в случае необходимости – для исправления дефектов.
6.4. Запрещается подвергать каким-либо нагрузкам собранные узлы трубопроводов и труб поверхностей нагрева котлов во избежание образования трещин в швах.
6.5. При подготовке стыковых соединений труб под сварку необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации. Обратить внимание на перпендикулярность плоскости реза к оси трубы (рис. 2). Отклонение плоскости реза от угольника "L" не должно превышать значений, указанных в табл. 4.
Следует также проверить:
соответствие формы, размеров и качества подготовки кромок (в том числе расточки под подкладное кольцо или под заданный внутренний диаметр, а также разделки для угловых и тавровых соединений) предъявляемым требованиям (обработку фасок под сварку и размеры кромок следует проверять специальными шаблонами);
качество зачистки наружной и внутренней поверхностей концов труб (патрубков, штуцеров), а также их поверхностей в местах угловых и тавровых соединений;
правильность выполнения переходов от одного сечения к другому (на концах труб, патрубков и штуцеров, подлежащих сварке с элементами других типоразмеров);
соответствие минимальной фактической толщины стенки подготовленных под сварку концов труб (патрубков, деталей, штуцеров) установленных допуском (после расточки под подкладное кольцо или под заданный внутренний диаметр или зачистки наружной и внутренней поверхностей после калибровки).
Таблица 4
Наружный диаметр трубы, мм | До 63 (включительно) | 76-125 | 125-219 | 273-529 | Более 529 |
Допустимый перекос плоскости L, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
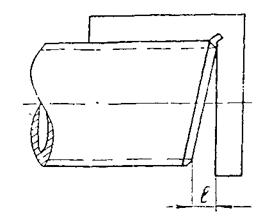
Рис. 2. Проверка перпендикулярности торцов труб
6.6. При обработке концов труб длина цилиндрической расточки L под подкладное кольцо (рис. 3) должна быть не менее 20 мм при толщине стенки трубы до 25 мм включительно и не менее 50 мм – при большей толщине. Переход от проточенного участка к необработанной поверхности трубы должен быть плавным с углом выхода резца ![]() не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
не более 15 º. Расточку можно не проводить, если внутренние диаметры стыкуемых труб отличаются не более, чем на 2 мм.
6.7. Обработку концов (обрезку труб и снятие фасок) необходимо производить механическим способом с помощью специальных труборезных станков. Шероховатость поверхности кромок труб должна соответствовать данным, приведенным на рис. 3. Разрешается обрабатывать концы труб газовой резкой, но с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.
6.8. Кислородную резку труб из хромомолибденовых и хромомолибденованадиевых сталей со стенкой толщиной более 12 мм при температуре окружающего воздуха
ниже 0 ºС нужно производить с предварительным до 200 ºС подогревом и медленным охлаждением под слоем асбеста.
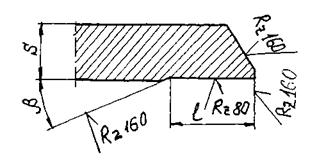
Рис. 3. Шероховатость поверхностей кромок
6.9. Если у стыкуемых труб разность внутренних диаметров превышает допустимую (п.6.18), то для обеспечения перехода в месте стыка может быть применен один из следующих способов:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
