

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
9.50. При получении неудовлетворительных результатов по какому-либо виду механических испытаний следует повторить испытание на удвоенном количестве образцов, вырезанных из тех же контрольных сварных соединений. При невозможности вырезки требуемого количества образцов из тех же контрольных стыков (а также при проверке механических свойств испытанием целых стыков по п.9.41) повторные механические испытания (в удвоенном объеме) должны быть проверены на выполненных тем же сварщиком производственных сварных соединений, вырезанных из контролируемого изделия.
Если при повторном испытании хотя бы на одном из образцов получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным.
9.51. Образцы (шлифы) для металлографического исследования сварных соединений следует вырезать поперек шва. Образцы для макроисследования всех сварных соединений (S<25 мм) должны включать все сечения шва, обе зоны термического влияния, прилегающие к ним участки основного металла, а также подкладное кольцо. При изготовлении образцов для металлографического исследования угловых и тавровых сварных соединений, выполненных на трубных элементах, контролируемые сечения необходимо разрезать вдоль оси штуцера (трубы).
9.52. Сварные соединения бракуют если при металлографическом исследовании хотя бы на одном шлифе, вырезанном из контрольного сварного соединения, выявлены следующие дефекты:
а) трещины любых размеров всех видов направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
б) непровары (несплавления), расположенные у поверхности и по сечению сварного соединения (между основным металлом и металлом шва, а также между отдельными валиками и слоями);
в) поры, расположенные в виде сплошной сетки; незаваренные (или неполностью заваренные) прожоги, свищи, смещение внутренних кромок состыкованных труб (деталей), превышающие нормы;
г) местные непровары, вогнутость или превышение проплава в корне шва (рис. 31), превышающие нормы (табл. 17, п.4; 5; табл. 22).
|
|
|
а) | б) | в) |
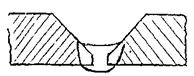
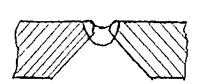
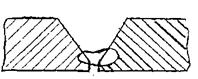
Рис. 31. Допустимые отклонения формы концевого шва
а – превышение проплава на участке стыка, сваренного в нижнем положении;
б – вогнутость корня шва на участке стыка, сваренного в потолочном положении;
в – непровар в корне шва
в) поры, шлаковые и вольфрамовые включения и показатели концентрации дефектов Кд, превышающие нормы, приведены в табл. 28.
Показатель Кд определяется как сумма наибольших линейных размеров (по высоте шва) всех допустимых дефектов (объемных включений и др.), выявленных на любой полосе шириной 10 мм, проходящей по высоте шва или параллельно линии сплавления.
Схема подсчета приведена на рис. 32.
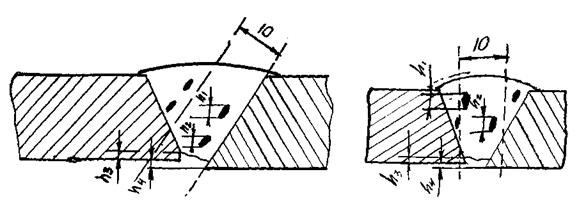
Рис. 32. Схема подсчета показателя концентрации дефектов Кд
h1 – h4 – линейные размеры (по высоте шва) допускаемых дефектов
Kд = h1 + h2 +h3 +h4
Таблица 28
Номинальная толщина стенки труб (деталей) в стыковых соединениях или меньший катет шва в угловых, мм | Допустимый наибольший размер одиночных скоплений и включений, мм | Максимально допустимое число включений (скоплений) в шлифе | Максимально допустимый показатель Кд, мм |
До 5 | 0,5 | 4 | 1,3 |
Свыше 5 до 6,5 | 0,6 | 4 | 1,4 |
Свыше 6,5 до 8,5 | 0,8 | 4 | 1,7 |
Свыше 8,5 до 12 | 1 | 4 | 2 |
Свыше 12 до 20 | 1,3 | 5 | 2,5 |
Свыше 20 до 35 | 2 | 6 | 3,5 |
Свыше 35 до 50 | 2,5 | 7 | 5 |
Примечания.
1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются.
2. Расстояние между любыми двумя включениями и скоплениями должны составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений.
9.53. Если при металлографическом исследовании контрольных сварных стыков, проверенных ультразвуком или просвечиванием и признанных годными, будут обнаружены недопустимые внутренние дефекты, которые должны и могли быть выявлены примененным методом неразрушающего контроля, то все сварные соединения подлежат вновь 100%-ой проверке тем же методом дефектоскопии независимо от предусмотренного и выполненного объема неразрушающего контроля. Эту проверку должен осуществлять наиболее опытный и квалифицированный дефектоскопист. Выполнение названного контроля дефектоскопистом, проверявшим стык, не допускается.
9.54. Если, при металлографическом исследовании в контрольном сварном соединении, проверенном ультразвуком или просвечиванием, обнаружены недопустимые внутренние дефекты, то металлографические исследования сварных соединений должны быть выполнены на удвоенном количестве образцов.
При получении неудовлетворительных результатов повторных металлографических исследований сварных соединений окончательную оценку качества стыков труб дают с учетом результатов всех испытаний неразрушающими методами контроля.
Вопрос о дальнейшем допуске к работе сварщика, допустившего брак, решает служба главного сварщика специализированного треста (объединения).
10. Исправление дефектов сварных соединений
10.1. Исправлению путем местной подварки (без переварки всего стыка) подлежат дефекты, размеры и количество которых превышают допустимые нормы (разд. 9). Допустимые размеры дефектов участков при исправлении сварных соединений приведены в табл. 29.
Таблица 29
Сталь труб | Номинальная толщина стенки труб, мм | Максимально допустимые размеры1* выборки после удаления недопустимых дефектов | Термообработка после подварки | |
глубина (% номинальной толщины стенки труб или расчетной высоты сечения сварного шва) | протяженность2* (% номинального наружного периметра соединения трубы, патрубка), не более | |||
Ст2сп, Ст3пс, Ст3сп, 10, 08, 20 |
|
| Независимо | Не требуется |
Свыше 25 | 50 | " | ||
>36 |
| Независимо | " | |
Свыше 25 | 50 | " | ||
15ГС, 16ГС, 17ГС |
|
| Независимо | " |
Свыше 25 | 50 | " | ||
12ХМ, 15ХМ |
|
| Независимо | " |
Свыше 25 | 35 | " | ||
12Х1МФ |
|
| Независимо | Требуется при глубине подварки более |
1* Для сварных соединений сталей различных марок или при разной толщины стенки трубы размеры выборки должны соответствовать установленным для более легированной стали и для большей толщины стенки. Максимальную протяженность выборки следует измерять со стороны ее раскрытия.
2* Для единичных участков. При необходимости исправления в одном соединении нескольких участков их суммарная протяженность может превышать указанную не более чем в 1,5 раза при тех же нормах по глубине.
3* Стыки, в которых для исправления дефекта требуется удалить металл на участке размером более допустимого, должны быть полностью удалены, либо вопрос об исправлении этих стыков должна решать комиссия из представителей монтажной организации и заказчика.
10.2. Исправление дефектов в литых деталях и в заводских сварных соединениях необходимо производить по технологии завода-поставщика. Вопрос об исправлении дефектов литья решается администрацией заказчика и монтажной организации совместно с представителями завода-поставщика оборудования.
10.3. Обнаруженные при внешнем осмотре стыков трубопроводов наружные дефекты сварных швов (в том числе в корневых слоях, выполненных аргонодуговой сваркой) должны быть исправлены следующим образом:
а) чрезмерные усиления сварных швов удалить механическим способом, недостаточные усиления исправить подваркой предварительно зачищенного шва;
б) наплывы удалить механическим способом и при необходимости подварить;
в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки;
г) дефектные участки – трещины, незаплавленные кратеры, поры, неметаллические включения и непровары удалить до здорового металла без оставления острых углов и подварить до получения шва нормального размера с учетом требований, приведенных в табл. 29 и п.10.7;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
