

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
мм
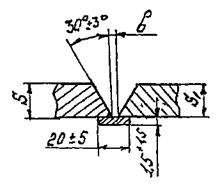
Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | S=S1 | b | e | g | ||||
подготовленных кромок | сварного шва | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | |||
С2 |
|
| Р | 2,0 | 0,5 | +0,5 | 4 | +2 | 1 | +1 -0,5 |
3,0 | 1,0 | |||||||||
4,0-5,0 | 1,5 | |||||||||
ЗН | 2,0-3,0 | 0 | +0,3 | - | - |
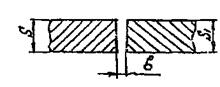
Здесь и ниже: Р – ручная дуговая сварка; ЗН – ручная аргонодуговая сварка неплавящимся электродом; ЗП – дуговая сварка в углекислом газе.
Продолжение приложения 8
мм
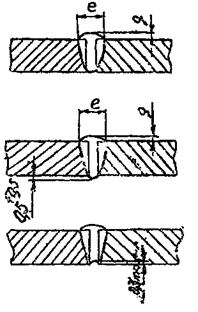
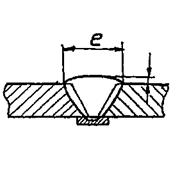
Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | S=S1 | b | c | e | g | |||||
подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | |||
С17 |
|
| Р; ЗН; ЗП | 3 | 1,0 | +0,5 | 0,5 | +0,5 | 7 | +2 | 1,5 | +1,5 -1,0 |
4 | 8 | |||||||||||
5 | 1,5 | 1,0 | ±0,5 | 9 | ||||||||
6 | 11 | |||||||||||
7 | 12 | +3 | ||||||||||
8 | 2,0 | +1,0 | 13 | |||||||||
10 | 16 | +4 | 2,0 | +2,0 -1,5 | ||||||||
12 | 18 | |||||||||||
14 | 21 | |||||||||||
16 | +1,5 | 1,5 | 23 | +6 | ||||||||
18 | 26 | |||||||||||
20 | 28 |
Примечание. При способе ЗН зазор b = 0+0,5
Продолжение приложения 8
мм
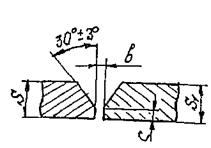
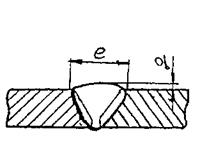
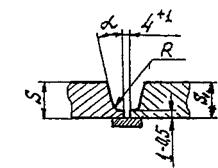
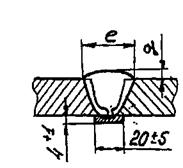
Условное обозначение сварного соединения | Конструктивные элементы и размеры | Способ сварки | S=S1 | b | e | g | ||||
подготовленных кромок свариваемых деталей | сварного шва | номин. | пред. откл. | номин. | пред. откл. | номин. | пред. откл. | |||
С19 |
|
| ЗП; ЗН; Р | 2 | 2 | +1,0 | 7 | +2 | 1,5 | +1,5 -1,0 |
3 | 8 | |||||||||
4 | 9 | |||||||||
5 | 10 | |||||||||
6 | 3 | +1,0 -0,5 | 12 | +3 | ||||||
7 | 13 | +4 | ||||||||
9 | 14 | |||||||||
10 | 16 | +5 | 2,0 | +2,0 -1,5 | ||||||
12 | 18 | |||||||||
14 | 5 | ±1,0 | 23 | +6 | ||||||
16 | 25 | +8 | ||||||||
18 | 27 | |||||||||
20 | 30 | |||||||||
С52 |
|
| Способ сварки | S=S1 | R | e (пред. откл. +6) | g |
| ||
номин. | пред. откл. | |||||||||
Р; ЗП; ЗН | 7 | 4 | 18 | 2 | ±2 | 22 | ||||
11 | 21 | |||||||||
16 | 6 | 27 | 15 | |||||||
20 | 29 | |||||||||
22 | 30 | |||||||||
30 | 34 | |||||||||
Приложение 10
Формы исполнительной документации
Рекомендуемая форма ремонтного формуляра
Ремонтный формуляр №
Приводится рисунок элемента, например
расположение сварных соединений топочного экрана (вид топки) с указанием номеров сварных соединений
правой (а), левой (б) стенок
Примечание. 1. Формуляр составлен на основании
(наименование документов)
2. Материал коллектора (трубопровода)
Сведения о сварных соединениях
Изделие, (узел) и № схемы формуляра | Дата проведения сварки | Номер стыка по схеме или формуляру | Марка стали, диаметр и толщина стенки труб, мм | Способ и температура подогрева стыка | Способ сварки и тип стыка (вертикальный, горизонтальный, поворотный) | Присадочный материал | Фамилия, имя, отчество сварщика, клеймо № | Результаты внешнего осмотра сварного соединения № и дата составления акта | Способ и режим термообработки | Твердость материала шва, НВ |
марка, диаметр | номер партии и сертификата | |||||||||
Журнал сварочных работ
Объект
Организация
(наименование узла, трубопровода, номера формуляра)
№ пп | Дата сварки | Дата проведения термообработки | Номер сварного соединения по схеме, формуляру | Марка стали, диаметр и толщина стенки труб | Способ сварки, защитный газ, с подкладным кольцом или без него | Сварочные материалы | Фамилия, имя, отчество сварщика | Клеймо сварщика | Подпись сварщика | Отметка о вырезке и переварке забракованного стыка | Подпись мастера по сварке |
Марка и диаметр, мм | Номер сертификата и партии | ||||||||||
Правильность выполнения журнала проверил (подпись)
Начальник лаборатории сварки и металлов (подпись)
"____"________________199__г.
Объект
Организация
Акт № ________
на проверку внешним осмотром и измерением
размеров шва сварных стыков
"____"_________199__г.
Мы, нижеподписавшиеся, мастер (ИТР) монтажного (ремонтного) участка
и представитель заказчика
(фамилия, инициалы) (фамилия, инициалы)
составили настоящий акт в том, что нами проведена проверка внешним осмотром и измерением размеров швов стыков труб
(наименование узла)
из стали марки диаметром мм
при толщине стенки мм, которые сварил (и) сварщик (и)
(фамилия, инициалы)
клеймо №
В результате внешнего осмотра установлено:
1. Стыки № ______ подлежат исправлению путем _________ ввиду наличия дефектов
2. Остальные стыки по результатам внешнего осмотра признаны годными.
Примечание.
После устранения дефектов эти стыки должны быть вторично осмотрены внешним осмотром с составлением повторного акта.
Подписи:
Объект
Организация
"____"_________199__г.
Заключение № ______
по ультразвуковому контролю качества сварных соединений
Проверка качества сварных соединений
(стыковых, угловых)
(наименование трубопровода, узла)
по схеме (формуляру) № ____ проводилась в соответствии с
(наименование НТД)
ультразвуковым дефектоскопом типа ________________ рабочая частота _________ МГц,
Результаты
Номер стыка по схеме или формуляру | Диметр и толщина стыкуемых труб или элементов, мм | Описание обнаруженных дефектов | Наибольшие допустимые размеры эквивалентного дефекта, мм | Оценка качества сварки | Номер записи в журнале |
Мастер по контролю (фамилия, инициалы)
(подпись)
Контроль проводил (фамилия, инициалы)
(подпись)
Объект
Организация
Журнал термообработки сварных стыков
Наименование трубопровода
Схема расположения стыков трубопровода №
Вид нагревателя способ измерения температуры
Дата проведения термообработки | Номер стыка по схеме | Способ нагрева | Марка стали | Диаметр и толщина стенки трубы, мм | Режим | Фамилия, подпись термиста | ||
Время измерения температуры | Температура, °С | Характер охлаждения | ||||||
Мастер по термообработке (фамилия, инициалы)

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 |
